MÁQUINA HORIZONTAL FORMADORA Y LLENADORA DE ENVASES FLEXIBLES, Y MÉTODO DE CONTROL DE UN DISPOSITIVO DE CORTE DE DICHA MÁQUINA.
Máquina horizontal formadora y llenadora de envases flexibles,
y método de control de un dispositivo de corte de dicha máquina.
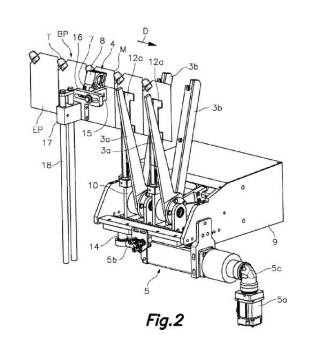
La máquina comprende un dispositivo transportador que mueve paso a paso una banda continua de envases preformados (BP) en una dirección de avance (D), un dispositivo de corte (2) con unas hojas de corte (3a, 3b) accionadas para cortar transversalmente la banda continua de envases preformados (BP) en sitios relacionados con unas líneas de soldadura transversales (ST) de la banda continua de envases preformados (BP), y un dispositivo automático de corrección de corte que comprende unos medios de detección (4) dispuestos para detectar una pluralidad de sucesivos elementos detectables (21) en la banda continua de envases preformados (BP), y un actuador (5) conectado operativamente para mover y posicionar el dispositivo de corte (2) a lo largo de unos medios de guía paralelos a la dirección de avance (D) en respuesta a una señal de posicionamiento generada a partir de una señal de detección emitida por dichos medios de detección (4).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201231714.
Solicitante: MESPACK, SL.
Nacionalidad solicitante: España.
Inventor/es: MARTI ROCHE,ENRIC, FITE SALA, MENNA, MORA FLORES,FRANCISCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 1/00 Embalaje de materiales sólidos fluyentes, p. ej. polvos, materiales fibrosos granulares o a granel, masas a granel de pequeños objetos, en receptáculos o recipientes individuales, p. ej. sacos, bolsas, cajas, cartones, latas o tarros. › Máquinas caracterizadas para la incorporación de medios para fabricar los receptáculos o recipientes (empaquetado bajo bandas planas, plegadas o tubulares, hechas de hojas de materia flexible B65B 9/00; fabricación de receptáculos o recipientes con un fin que no es el de la presente aplicación, ver las subclases apropiadas).
- B65B41/12 B65B […] › B65B 41/00 Suministro o alimentación de hojas para formar el receptáculo o de material para envolver. › Alimentación de bandas a partir de rodillos.
- B65B61/06 B65B […] › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › por corte.
Fragmento de la descripción:
MÁQUINA HORIZONTAL FQRMADQRA Y LLENADORA DE ENVASES FLEXIBLES. Y MÉTODO DE CONTROL DE UN DISPOSITIVO DE CORTE DE DICHA MÁQUINA
Campo de la técnica
La presente invención concierne en general a una máquina horizontal formadora y llenadora de envases flexibles y más en particular a una máquina horizontal formadora y llenadora de envases flexibles provista de un dispositivo de corte para cortar banda continua de envases preformados y un dispositivo automático de corrección de corte que corrige la posición del dispositivo de corte en función de ligeras variaciones en el sitio de la banda continua de envases preformados donde se debe efectuar el corte.
La presente invención también concierne a un método de control para controlar el mencionado dispositivo automático de corrección de corte asociado al dispositivo de corte.
Antecedentes de la invención
La patente ES 2369459 M da a conocer una máquina horizontal formadora y llenadora de envases flexibles comprendiendo una unidad de suministro de banda que suministra una banda de lámina termo-soldable desde una bobina, una unidad de formación de envases que forma envases flexibles individuales a partir de dicha banda de lámina, y una unidad de llenado que llena los envases flexibles individuales con uno o más productos, los cierra y los entrega a un transportador de salida. La unidad de formación de envases incluye una estación de plegado, donde la banda de lámina es plegada longitudinalmente en forma de "V" o "W", unas estaciones de soldadura, donde se efectúan una pluralidad de líneas de soldadura inferiores y transversales que definen una banda continua de envases preformados con una pluralidad de envases preformados, y una estación de corte donde la banda continua de envases preformados es cortada transversalmente para formar los envases flexibles individuales.
La mencionada estación de corte incluye uno o más pares de hojas de corte entre las cuales pasa la banda continua de envases preformados, y unos medios de accionamiento de corte que mueven cíclicamente dichas hojas de corte para cortar transversalmente la banda continua de envases preformados en sitios relacionados con dichas líneas de soldadura transversales y formar así envases flexibles individuales. La posición de las hojas de corte en la estación de corte está seleccionada de acuerdo con la posición de unos elementos de soldadura en la estación de soldadura, con el propósito de hacer coincidir los mencionados
sitios donde se realizan los cortes transversales con dichos sitios relacionados con las líneas de soldadura transversales.
Típicamente, las líneas de soldadura transversales están agrupadas por parejas de líneas de soldadura separadas por un pequeño espacio, y los cortes son efectuados en este pequeño espacio, de manera una la línea de soldadura delantera de cada pareja forma un borde trasero de un envase flexible individual y la línea de soldadura trasera forma el borde delantero del siguiente envase flexible individual. Alternativamente, las líneas de soldadura transversales pueden incluir líneas de soldadura individuales relativamente anchas, y los cortes son efectuados en mitad de estas líneas de soldadura relativamente anchas, con un resultado equivalente.
Debido a una cierta elasticidad que generalmente exhibe la lámina a partir de la cual está hecha la banda continua de envases preformados, y a otros factores, como el efecto producido por las soldaduras en la lámina, la posición de los sitios relacionados con las líneas de soldadura transversales en donde deben realizarse los cortes pueden experimentar pequeñas variaciones a lo largo de la banda continua de envases preformados.
Un inconveniente de las máquinas del tipo de la descrita en la citada patente ES 2369459 M es que la posición de las hojas de corte en la estación de corte puede ser ajustada al inicio del trabajo pero no durante el funcionamiento de la máquina, lo que tiene como resultado que en ocasiones los cortes no sean realizados en los sitios previstos y que los envases flexibles individuales obtenidos sean inadecuados. El resultado negativo se agrava con el tiempo debido a la acumulación de errores en las posiciones de los sitios donde deben ser realizados los cortes.
Exposición de la invención
La presente invención tiene como objetivo solventar el anterior y otros inconvenientes aportando una máquina horizontal formadora y llenadora de envases flexibles provista de un dispositivo automático de corrección de corte, así como un método de control del dispositivo de corte mediante dicho dispositivo automático de corrección de corte.
Según un primer aspecto, la presente invención aporta una máquina horizontal formadora y llenadora de envases flexibles que comprende un dispositivo transportador que mueve paso a paso una banda continua de envases preformados en una dirección de avance, y un dispositivo de corte que tiene uno o más pares de hojas de corte dispuestos de manera que
la banda continua de envases preformados pasa entre las dos hojas de corte de cada par. La banda continua de envases preformados tiene formadas una pluralidad de líneas de soldadura transversales que definen una pluralidad de envases preformados, y el dispositivo de corte incluye unos medios de accionamiento de corte que mueven dichas hojas de corte para cortar transversalmente la banda continua de envases preformados en sitios relacionados con dichas líneas de soldadura transversales, y formar así envases flexibles individuales.
El dispositivo de corte está asociado a un dispositivo automático de corrección de corte que comprende unos medios de detección situados corriente arriba del dispositivo de corte y dispuestos para detectar una pluralidad de sucesivos elementos detectables en la banda continua de envases preformados, y un actuador que mueve y posiciona el dispositivo de corte a lo largo de unos medios de guía paralelos a la dirección de avance en respuesta a una señal de posicionamiento generada a partir de una señal de detección emitida por dichos medios de detección.
Los mencionados elementos detectables pueden estar constituidos por contornos, cortes, muescas, etc., formadas en un borde longitudinal de la banda continua de envases preformados, o por unas indicaciones impresas sobre la banda continua de envases preformados, pero en cualquier caso los elementos detectables están posicionados consecutivamente en relación con las líneas de soldadura transversales y hay al menos un elemento detectable asociado a cada envase preformado de la banda continua de envases preformados.
En una realización, los medios de detección incluyen un dispositivo de visión artificial fijado a una bancada de la máquina y dispuesto para captar unas imágenes consecutivas de unas porciones consecutivas de la banda continua de envases preformados, donde cada una de dichas porciones consecutivas incluye al menos uno de dichos elementos detectables. Opcionalmente, los medios de detección incluyen además un dispositivo de iluminación, tales como por ejemplo un flash, asociado a dicho dispositivo de visión artificial.
De acuerdo con una posible realización, el dispositivo de corte comprende un soporte base fijado a la bancada de la máquina, y un soporte móvil, en el que están instalados dichos uno o más pares de hojas de corte y dichos medios de accionamiento de corte, conectado de manera móvil a dicho soporte base por los medios de guía. En este caso, el mencionado actuador tiene un cuerpo fijo fijado al soporte base y un elemento móvil conectado a al soporte móvil, o viceversa. Preferiblemente, el cuerpo fijo del actuador comprende un
servomotor eléctrico, el funcionamiento del cual puede ser controlado con precisión por unos medios electrónicos de control, y el elemento móvil del actuador comprende un vástago extensible accionado por el servomotor a través de una transmisión mecánica.
En una realización particular, los medios de guía comprenden una corredera fijada a dicho soporte móvil y uno o más elementos de guía de corredera fijados al soporte base y acoplados de manera móvil a dicha corredera. Por ejemplo, la corredera puede tener unas superficies laterales inclinadas convergentes de arriba a abajo, y en correspondencia dichos uno o más elementos de guía de corredera pueden comprender unos elementos de rodadura montados sobre el soporte base y dispuestos para rodar sobre dichas superficies laterales inclinadas de la corredera, de manera que el soporte móvil fijado a la corredera está soportado sobre dichos elementos de rodadura y tiene libertad de movimientos en dicha dirección paralela a la dirección de avance.
Sobre el soporte móvil del dispositivo de corte están instalados uno o más pares...
Reivindicaciones:
1.- Máquina horizontal formadora y llenadora de envases flexibles, comprendiendo un dispositivo transportador que mueve paso a paso una banda continua de envases preformados (BP) en una dirección de avance (D), incluyendo dicha banda continua de envases preformados (BP) una pluralidad de líneas de soldadura transversales (ST) que definen una pluralidad de envases preformados (EP), y un dispositivo de corte (2) que tiene uno o más pares de hojas de corte (3a, 3b) entre las cuales pasa la banda continua de envases preformados (BP) y unos medios de accionamiento de corte que mueven dichas hojas de corte (3a, 3b) para cortar transversalmente la banda continua de envases preformados (BP) en sitios relacionados con dichas líneas de soldadura transversales (ST) y formar así envases flexibles individuales (E), caracterizada porque dicho dispositivo de corte (2) está asociado a un dispositivo automático de corrección de corte que comprende unos medios de detección (4) situados corriente arriba del dispositivo de corte (2) y dispuestos para detectar una pluralidad de sucesivos elementos detectables (21) en la banda continua de envases preformados (BP), y un actuador (5) conectado operativamente para mover y posicionar el dispositivo de corte (2) a lo largo de unos medios de guía paralelos a dicha dirección de avance (D) en respuesta a una señal de detección emitida por dichos medios de detección (4).
2.- Máquina según la reivindicación 1, caracterizada porque dichos medios de detección (4) incluyen un dispositivo de visión artificial (7) dispuesto para captar unas imágenes consecutivas de unas porciones consecutivas de la banda continua de envases preformados (BP), incluyendo cada una de dichas porciones consecutivas al menos uno de dichos elementos detectables (21).
3.- Máquina según la reivindicación 2, caracterizada porque dichos medios de detección (4) incluyen además un dispositivo de iluminación (8) asociado a dicho dispositivo de visión artificial (7).
4- Máquina según la reivindicación 3, caracterizada porque el dispositivo de corte (2) comprende un soporte base (9) fijado a una bancada de la máquina, y un soporte móvil (10) en el que están instalados dichos uno o más pares de hojas de corte (3a, 3b) y dichos medios de accionamiento de corte, estando dicho soporte móvil (10) conectado de manera móvil a dicho soporte base (9) por dichos medios de guía.
5.- Máquina según la reivindicación 4, caracterizada porque dicho actuador (5) tiene un cuerpo fijo (5a) fijado al soporte base (9) y un elemento móvil (5b) conectado a al soporte móvil (10), o viceversa.
6.- Máquina según la reivindicación 5, caracterizada porque dicho cuerpo fijo (5a) del actuador (5) comprende un servomotor eléctrico y dicho elemento móvil (5b) del actuador (5) comprende un vástago extensible.
7- Máquina según la reivindicación 4, caracterizada porque dichos medios de guía comprenden una corredera (6) fijada a dicho soporte móvil (10) y uno o más elementos de guía de corredera fijados a dicho soporte base (9) y acoplados de manera móvil a dicha corredera (6).
8.- Máquina según la reivindicación 7, caracterizada porque la corredera (6) tiene unas superficies laterales inclinadas (6a) convergentes de arriba a abajo, y dichos uno o más elementos de guía de corredera comprenden unos elementos de rodadura (13) montados en el soporte base (9) y dispuestos para rodar sobre dichas superficies laterales inclinadas (6b) de la corredera (6).
9.- Máquina según la reivindicación 4, caracterizada porque uno o más pares de elementos de guía de banda (12a, 12b) entre los cuales pasa la banda continua de envases preformados (BP) están instalados sobre el soporte móvil (10), cada uno en una posición adyacente y corriente arriba de uno de los uno o más pares de hojas de corte (3a, 3b).
10.- Máquina según la reivindicación 4, caracterizada porque los medios de accionamiento de corte comprenden un par de árboles de levas (11a, 11b) paralelos a la dirección de avance (D) montados en el soporte base (9), los cuales son hechos girar de manera oscilante por unos medios de actuación, unas respectivas barras de leva (19a, 19b) conectadas a dichos árboles de levas (11a, 11b), y unas correspondientes horquillas (20a, 20b) solidarias de las hojas de corte (3a, 3b) de cada par, respectivamente, acopladas a dichas barras de leva (19a, 19b) de manera deslizante longitudinalmente.
11.- Método de control de un dispositivo de corte (2) de una máquina horizontal formadora y llenadora de envases flexibles, donde dicha máquina comprende un dispositivo transportador que mueve paso a paso una banda continua de envases preformados (BP) en una dirección de avance (D), incluyendo dicha banda continua de envases preformados (BP) una pluralidad de líneas de soldadura transversales (ST) que definen una pluralidad de envases preformados (EP), teniendo dicho dispositivo de corte (2) uno o más pares de hojas
de corte (3a, 3b) entre las cuales pasa la banda continua de envases preformados (BP) y unos medios de accionamiento de corte que mueven dichas hojas de corte (3a, 3b) para cortar transversalmente la banda continua de envases preformados (BP) en sitios relacionados con dichas líneas de soldadura transversales (ST) y formar así envases flexibles individuales (E), y donde el método comprende los pasos de:
a) detectar mediante unos medios de detección (4) situados corriente arriba del dispositivo de corte (2) una pluralidad de sucesivos elementos detectables (21) en la banda continua de envases preformados (BP); y
b) mover y posicionar el dispositivo de corte (2) a lo largo de unos medios de guía paralelos a dicha dirección de avance (D) mediante un actuador (5) en respuesta a una señal de posicionamiento generada a partir de una señal de detección emitida por dichos medios de detección (4).
12.- Método de control según la reivindicación 11, caracterizada porque comprende utilizar como componente de dichos medios de detección (4) un dispositivo de visión artificial (7), y porque dicho paso de detectar comprende captar mediante dicho dispositivo de visión artificial (7) unas imágenes consecutivas de unas porciones consecutivas de la banda continua de envases preformados (BP), donde cada una de dichas imágenes consecutivas incluye al menos uno de dichos elementos detectables (21), y emitir dicha señal de detección, la cual es representativa de las imágenes consecutivas.
13.- Método de control según la reivindicación 12, caracterizada porque comprende controlar mediante unos medios electrónicos de control el funcionamiento de dicho dispositivo de visión artificial (7) de acuerdo con el funcionamiento de dicho dispositivo transportador de manera que dichas imágenes consecutivas son tomadas durante unos períodos de tiempo en los que la banda continua de envases preformados (BP) está detenida entre movimientos de avance consecutivos de su movimiento paso a paso.
14.- Método de control según la reivindicación 12, caracterizada porque comprende utilizar unos medios electrónicos de control para comparar las imágenes consecutivas tomadas por el dispositivo de visión artificial (7) con un patrón de imagen predefinido almacenado en una memoria, y generar dicha señal de posicionamiento cuando se detecta una desviación entre una de las imágenes consecutivas tomadas por el dispositivo de visión artificial (7) y dicho patrón de imagen.
Patentes similares o relacionadas:
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en una […]
Máquina de recubrimiento con dispositivo de almacenamiento de película, del 1 de Enero de 2020, de MESSERSI' PACKAGING S.R.L.: Una máquina de recubrimiento que comprende un almacén para alimentar una tira de película para enrollarla en un paquete que está dispuesto […]
Dispositivo de ultrasonido para sellar y cortar, del 1 de Enero de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un dispositivo de ultrasonido para sellar y cortar material en láminas o tiras para cerrar recipientes para productos de infusión o extracción, […]
Reducción del volumen de la cámara por adaptación de la profundidad de embutición en la estación de sellado por medio de una junta inflable, del 1 de Enero de 2020, de GEA Food Solutions Germany GmbH (100.0%): Máquina de envasado con una estación de sellado y/o un dispositivo de corte , con la que se producen envases para productos a envasar, presentando […]
Máquina de embalaje por embutición profunda con soporte de paquetes flexible, del 25 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de embalaje por embutición profunda , que comprende una estación de conformado para fabricar piezas cóncavas de embalaje a partir […]
MÉTODO Y MÁQUINA DE ENVASADO, del 21 de Noviembre de 2019, de Ulma Packaging Technological Center, S.Coop: Máquina y método de envasado que comprende disponer un conjunto de bandejas con al menos una hilera formada por una pluralidad de bandejas […]
DISPOSITIVO DE PRECORTE DE ENVASES, del 8 de Noviembre de 2019, de INDUSTRIAS TECNOLÓGICAS DE MECANIZACIÓN Y AUTOMATIZACIÓN, S.A: Dispositivo de precorte de envases: que comprende una placa matriz y una placa porta punzones provista de unos cuchillos superiores […]