Caja de coche ferroviario y procedimiento de fabricación de una caja de este tipo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09172003.
Solicitante: ALSTOM Transport Technologies.
Nacionalidad solicitante: Francia.
Dirección: 3, AVENUE ANDRE MALRAUX 92300 LEVALLOIS-PERRET FRANCIA.
Inventor/es: PREISS, PAUL, ROLL,STEPHANE, BERNHARD,GEORGES.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B61D17/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B61 FERROCARRILES. › B61D PARTES CONSTITUTIVAS O TIPOS DE VEHICULOS FERROVIARIOS (vehículos en general B60; adaptación de vehículos a sistemas ferroviarios especiales B61B; chasis B61F). › B61D 17/00 Partes constitutivas estructurales del cuerpo de los vehículos (para vagones-cisterna B61D 5/00; para vagones tolva B61D 7/00; especialmente adaptados para vagones basculantes B61D 9/06; para vagones mineros B61D 11/00). › con cajas metálicas; de estructura compuesta, p. ej. caja con estructura de metal y madera.
- B62D31/02 B […] › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 31/00 Carrocerías para vehículos de pasajeros (vehículos de pasajeros especialmente adaptados para ser utilizados en asociación con aviones o aeropuertos B64F 1/31). › para transportes en común, p. ej. autobús.
PDF original: ES-2473492_T3.pdf
Fragmento de la descripción:
Caja de coche ferroviario y procedimiento de fabricaciïn de una caja de este tipo.
La invenciïn se refiere a una caja de vehïculo ferroviario de tipo modular y a un procedimiento de fabricaciïn de una caja de este tipo.
Las cajas de vehïculos ferroviarios de tipo modular son unas cajas constituidas por mïdulos prefabricados (mïdulos de puerta, mïdulos de paneles de cara, mïdulos de chasis, mïdulos de techo, mïdulos extremos, etc.) , preequipados (cableado, calefacciïn, revestimiento interior, etc.) y que se ensamblan mediante unos mïtodos de ensamblaje en frïo. Cada mïdulo estï diseïado de manera que presenta la rigidez suficiente en las direcciones longitudinales, verticales y transversales para garantizar la resistencia mecïnica estructural de la caja ensamblada.
Una caja de este tipo se describe por ejemplo en el documento WO 02/058981. Los bordes de los mïdulos que constituyen la caja estïn diseïados para descansar contra el borde del o de los mïdulos contiguos y permitir el ensamblaje de los bordes de dos en dos mediante empernado o remachado. Otro ejemplo de caja se describe en el documento DE 9320494 U1 que presenta un ensamblaje de la caja mediante soldadura de los perfiles que estïn desprovistos de perforaciones coaxiales, inïtiles con este modo de ensamblaje en caliente.
Aunque los medios de ensamblaje en frïo puestos en prïctica son claramente menos costosos, mïs rïpidos y generan menos deformaciones estructurales que los mïtodos de ensamblaje en caliente como la soldadura de piezas desnudas, continïa siendo indispensable un conformador para posicionar los diferentes mïdulos uno con respecto a otros antes del ensamblaje definitivo. Dichas herramientas se realizan para cada caja y no son reutilizables para cajas del mismo diseïo pero de dimensiones diferentes, o de diseïo diferente. Estas herramientas son caras de fabricar porque se realizan por unidad y a medida, son muy voluminosas y el fabricante debe conservarlas muchos aïos para poder realizar cambios posteriores o para la eventual fabricaciïn de cajas nuevas. Por otro lado, las cajas ensambladas con dichas herramientas sïlo se pueden realizar en serie y requieren un tiempo de ensamblaje relativamente largo puesto que las piezas deben ser llevadas al conformador.
La caja de la presente invenciïn y el procedimiento de ensamblaje de una caja de este tipo pretenden suprimir la necesidad de un conformador y, por lo tanto, resolver los problemas de tiempo de ensamblaje de la caja, de costes y de almacenamiento de dichas herramientas.
Segïn la invenciïn, la caja de la presente invenciïn comprende un chasis, un techo y unos paneles de cara, estando el chasis y el techo provistos de medios de fijaciïn en sus bordes longitudinales, estando los paneles de cara en sus bordes inferiores y superiores provistos de unos primero y segundo medios de fijaciïn, respectivamente, que cooperan con los medios de fijaciïn del chasis y del techo y de manera que los medios de fijaciïn del chasis y del techo y los medios de fijaciïn de los paneles de cara presentan unos perfiles de encajado complementarios.
La caja de la invenciïn tambiïn cumple con una de las siguientes caracterïsticas:
-los perfiles de encajado son adecuados para garantizar una sujeciïn de los paneles de cara con respecto al chasis y al techo con un juego de ajuste que permite un desplazamiento relativo de los paneles de cara con respecto al chasis y al techo,
-uno de los perfiles de encajado presenta una secciïn hembra que comprende por lo menos dos alas y un alma mientras que el perfil de encajado complementario presenta una secciïn macho adecuada para encajarse en la secciïn hembra,
-los medios de fijaciïn del chasis, del techo y de los paneles de cara comprenden unas perforaciones y unos elementos de fijaciïn dispuestos a travïs de estas perforaciones coaxiales, que garantizan la rigidizaciïn de los medios de fijaciïn encajados de los paneles de cara al chasis y al techo,
-los medios de fijaciïn del chasis, del techo y de los paneles de cara estïn dispuestos longitudinalmente en el chasis, el techo y los paneles de cara,
-los elementos de fijaciïn son unos pernos o unos remaches.
Segïn la invenciïn, el procedimiento de ensamblaje de una caja de vehïculo ferroviario que comprende un chasis, un techo y unos paneles de cara, estando el chasis y el techo provistos de medios de fijaciïn en sus bordes longitudinales, estando los paneles de cara provistos de un primer medio de fijaciïn en su borde inferior y de un segundo medio de fijaciïn en su borde superior, comprende las siguientes etapas sucesivas en este orden:
-se ensamblan el chasis, el techo y por lo menos dos paneles de cara encajando los medios de fijaciïn del chasis y del techo respectivamente con los primeros y segundos medios de fijaciïn previstos en los paneles de cara,
-se ajustan las posiciones relativas de los medios de fijaciïn del chasis, del techo y de los paneles de cara,
-se rigidizan las uniones entre los medios de fijaciïn del chasis, del techo y de los paneles de cara solamente 5 tras el encajado y el ajuste de las posiciones relativas de todos los medios de fijaciïn.
El procedimiento de fabricaciïn de una caja segïn la invenciïn tambiïn cumple con una de las siguientes caracterïsticas:
-durante la etapa de ensamblaje, todos los paneles de cara se ensamblan al chasis y al techo,
-durante la etapa de ensamblaje, en primer lugar se ensamblan los paneles de cara al chasis mediante el encajado de sus respectivos medios de fijaciïn y a continuaciïn se ensambla el techo a los paneles de cara mediante el encajado de sus respectivos medios de fijaciïn,
- durante la etapa de ensamblaje, los respectivos desplazamientos de los medios de fijaciïn encajados estïn limitados en las direcciones espaciales, existiendo por lo menos un grado de libertad, mediante la colocaciïn de algunos elementos de fijaciïn a travïs de perforaciones realizadas previamente en los medios de fijaciïn,
-durante la etapa de ajuste de las posiciones relativas de los medios de fijaciïn del chasis, del techo y de los paneles de cara, los medios de fijaciïn encajados se desplazan en las direcciones espaciales, presentando por lo menos un grado de libertad, con el fin de alinear los ejes de todas las perforaciones,
-la etapa de ajuste se termina mediante la colocaciïn de todos los elementos de fijaciïn a travïs de todas las 25 perforaciones coaxiales,
-la rigidizaciïn de la caja se realiza bloqueando los desplazamientos en las tres direcciones espaciales de los medios de fijaciïn respectivamente encajados.
Otros objetivos, caracterïsticas y ventajas de la invenciïn se pondrïn de manifiesto con la lectura de la descripciïn de la caja y del procedimiento de ensamblaje de la caja, descripciïn realizada con referencia a los dibujos, en los que:
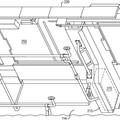
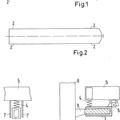
-la figura 1 es una vista explosionada de la caja segïn la invenciïn segïn un primer modo de realizaciïn, 35 -la figura 2 es un corte esquemïtico de un modo de fijaciïn del chasis a un panel de cara de una caja segïn la invenciïn segïn un primer modo de realizaciïn,
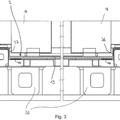
-la figura 3 es un corte esquemïtico de un modo de fijaciïn del techo a un panel de cara de una caja segïn la invenciïn segïn un primer modo de realizaciïn,
-las figuras 4a a 4c son unos cortes esquemïticos de modos de fijaciïn del chasis a un panel de cara de una caja segïn la invenciïn segïn unas variantes de realizaciïn.
La figura 1 es una vista explosionada de la caja segïn la invenciïn segïn un primer modo de realizaciïn. La caja 1 estï constituida por un chasis 2 que se extiende en la direcciïn longitudinal x en paralelo a la direcciïn de avance del vehïculo, por unos paneles de cara 3 que se extienden en la direcciïn vertical z (mïdulos de puertas o mïdulos de vanos segïn comprendan una puerta de acceso al interior del vehïculo o una o mïs ventanas) , por un techo 4 que se extiende en la direcciïn longitudinal y por dos terminales 5 que se extienden en la direcciïn transversal y. El chasis 2 comprende normalmente en la parte inferior un travesaïo extremo 6 que comprende unas perforaciones 7. Para una mayor claridad, en la figura 1 se representan un ïnico terminal 5 asï como una ïnica hilera de paneles de cara 3. Todos estos elementos estïn prefabricados y preequipados. Los terminales 5 pueden comprender unas intercomunicaciones si el vehïculo estï constituido por cajas que permiten el acceso de una caja a otra o pueden estar cerrados para bloquear el paso de una caja a otra. Un terminal 5 estï realizado en el ejemplo de la figura 1 en 55 forma de U invertida cuyos brazos estïn perforados (perforaciones... [Seguir leyendo]
Reivindicaciones:
1. Caja (1) de vehïculo ferroviario que comprende un chasis (2) , un techo (4) y unos paneles de cara (3) , estando el chasis (2) y el techo (4) provistos de medios de fijaciïn (9, 10) en sus bordes longitudinales, estando los paneles de cara (3) provistos en sus bordes inferiores y superiores de unos primer y segundo medios de fijaciïn (11, 12) , respectivamente, que cooperan con los medios de fijaciïn (9, 10) del chasis (2) y del techo (4) , presentando los medios de fijaciïn (9, 10) del chasis (2) y del techo (4) y los medios de fijaciïn (11, 12) de los paneles de cara (3) unos perfiles de encajado complementarios, caracterizada porque los medios de fijaciïn (9, 10, 11, 12) del chasis (2) , del techo (4) y de los paneles de cara (3) comprenden unas perforaciones coaxiales (21, 22, 28, 36) realizadas previamente a su encajado, y unos elementos de fijaciïn (25) dispuestos a travïs de dichas perforaciones coaxiales (21, 22, 28, 36) , que garantizan la rigidizaciïn de los medios de fijaciïn (9, 10, 11, 12) encajados de los paneles de cara (3) al chasis (2) y al techo (4) .
2. Caja (1) segïn la reivindicaciïn 1, caracterizada porque los perfiles de encajado son apropiados para garantizar una sujeciïn de los paneles de cara (3) con respecto al chasis (2) y al techo (4) con un juego de ajuste que permite un desplazamiento relativo de los paneles de cara (3) con respecto al chasis (2) y al techo (4) .
3. Caja (1) segïn la reivindicaciïn 1 o 2, caracterizada porque uno de los perfiles de encajado presenta una secciïn hembra que comprende por lo menos dos alas y un alma mientras que el perfil de encajado complementario presenta una secciïn macho apropiada para encajarse en la secciïn hembra.
4. Caja (1) segïn una de las reivindicaciones 1 a 3, caracterizada porque se ensambla mediante un mïtodo de ensamblaje en frïo.
5. Caja (1) segïn una de las reivindicaciones 1 a 4, caracterizada porque los medios de fijaciïn (9, 10, 11, 12) del chasis (2) , del techo (4) y de los paneles de cara (3) estïn dispuestos longitudinalmente en el chasis (2) , el techo (4) y los paneles de cara (3) .
6. Caja (1) segïn una de las reivindicaciones anteriores, caracterizada porque los elementos de fijaciïn (25) son unos pernos o unos remaches.
7. Procedimiento de fabricaciïn de una caja (1) de vehïculo ferroviario que comprende un chasis (2) , un techo (4) y unos paneles de cara (3) , estando el chasis (2) y el techo (4) provistos de medios de fijaciïn (9, 10) en sus bordes longitudinales, estando los paneles de cara (3) provistos de un primer medio de fijaciïn (11) en su borde inferior y de un segundo medio de fijaciïn (12) en su borde superior, caracterizado porque comprende las siguientes etapas sucesivas en este orden:
-se ensamblan el chasis (2) , el techo (4) y por lo menos dos paneles de cara (3) encajando los medios de fijaciïn (9, 10) del chasis (2) y del techo (4) respectivamente con los primeros (11) y segundos (12) medios fijaciïn previstos en los paneles de cara (3) ,
-se ajustan las posiciones relativas de los medios de fijaciïn (9, 10, 11, 12) del chasis (2) , del techo (4) y de los paneles de cara (3) ,
-se rigidizan las uniones entre los medios de fijaciïn (9, 10, 11, 12) del chasis (2) , del techo (4) y de los paneles de cara (3) solamente tras el encajado y el ajuste de las posiciones relativas de todos los medios de fijaciïn (9, 10, 11, 12) , por medio
i. de perforaciones coaxiales, (21, 22, 28, 36) previstas en dichos medios de fijaciïn (9, 10, 11, 12) del chasis (2) , del techo (4) y de los paneles de cara (3) y realizadas previamente a su ensamblaje mediante encajado,
ii. de elementos de fijaciïn (25) dispuestos a travïs de dichas perforaciones coaxiales (21, 22, 28, 36) .
8. Procedimiento de fabricaciïn de una caja (1) segïn la reivindicaciïn 7, caracterizado porque la caja se ensambla mediante un mïtodo de ensamblaje en frïo.
9. Procedimiento de fabricaciïn de una caja (1) segïn la reivindicaciïn 7 u 8, caracterizado porque, durante la etapa de ensamblaje, todos los paneles de cara (3) se ensamblan al chasis (2) y al techo (4) .
10. Procedimiento de fabricaciïn de una caja (1) segïn una de las reivindicaciones 7 a 9, caracterizado porque, durante la etapa de ensamblaje, en primer lugar se ensamblan al chasis (2) los paneles de cara (3) mediante el encajado de sus respectivos medios de fijaciïn (9, 11) y a continuaciïn se ensambla el techo (4) a los paneles de cara (3) mediante el encajado de sus respectivos medios de fijaciïn (10, 12) .
11. Procedimiento de fabricaciïn de una caja (1) segïn una de las reivindicaciones 7 a 10, caracterizado porque,
durante la etapa de ensamblaje, los respectivos desplazamientos de los medios de fijaciïn (9, 10, 11, 12) encajados se limitan en las direcciones espaciales en las que existe por lo menos un grado de libertad, mediante la colocaciïn de algunos elementos de fijaciïn (25) a travïs de perforaciones (21, 22, 28, 36) realizadas previamente en los medios de fijaciïn (9, 10, 11, 12) .
12. Procedimiento de fabricaciïn de una caja (1) segïn una de las reivindicaciones 7 a 11, caracterizado porque, durante la etapa de ajuste de las posiciones relativas de los medios de fijaciïn (9, 10, 11, 12) del chasis (2) , del techo (4) y de los paneles de cara (3) , los medios de fijaciïn encajados se desplazan en las direcciones espaciales en las que presentan por lo menos un grado de libertad, con el fin de alinear los ejes de todas las perforaciones (21,
22, 28, 36) .
13. Procedimiento de fabricaciïn de una caja (1) segïn una de las reivindicaciones 7 a 12, caracterizado porque la etapa de ajuste se termina con la colocaciïn de todos los elementos de fijaciïn (25) a travïs de todas las perforaciones coaxiales (21, 22, 28, 36) .
14. Procedimiento de fabricaciïn de una caja (1) segïn una de las reivindicaciones 7 a 13, caracterizado porque la rigidizaciïn de la caja se realiza bloqueando los desplazamientos en las tres direcciones espaciales de los medios de fijaciïn (9, 10, 11, 12) respectivamente encajados.
Patentes similares o relacionadas:
Faldón multipieza para un vehículo, del 1 de Abril de 2020, de Siemens Mobility GmbH: Faldón multipieza para un vehículo, con al menos un primer y un segundo faldón parcial , que están unidos con la ayuda de al menos un elemento de conexión […]
Panel de material compuesto para un vehículo ferroviario y método para fabricar el panel, del 1 de Abril de 2020, de ALSTOM Transport Technologies: Panel para un vehículo ferroviario, en particular un piso o techo de un vehículo ferroviario, el panel se extiende en un plano y comprende una red de vigas (5, […]
Caja de vagón de un vehículo ferroviario con un soporte longitudinal, que comprende una chapa de conexión con curvatura, del 11 de Marzo de 2020, de Siemens Mobility GmbH: Vehículo ferroviario para el transporte de pasajeros con una caja de vagón, que presenta al menos una chapa de soporte longitudinal horizontal y al menos un montante […]
Vehículo con módulo de puerta y/o ventana, del 11 de Marzo de 2020, de Siemens Mobility GmbH: Vehículo, en particular vehículo ferroviario , con al menos un módulo de puerta y/o de ventana , que está insertado en una abertura […]
Separación de un compartimento de pasajeros respecto de un puesto de mando de un vehículo ferroviario, del 27 de Noviembre de 2019, de Siemens Mobility GmbH: Separación de un compartimento de pasajeros respecto de un puesto de mando de un vehículo ferroviario de transporte de pasajeros, donde comprende al menos […]
 Limpiaparabrisas para alojar un sistema de lijado, vehículo ferroviario con sistema de lijado y procedimiento para instalar un sistema de lijado en un vehículo ferroviario, del 27 de Noviembre de 2019, de Siemens Mobility, Inc: Un limpiaparabrisas que comprende:
un primer elemento de carcasa y un segundo elemento de carcasa , estando […]
Limpiaparabrisas para alojar un sistema de lijado, vehículo ferroviario con sistema de lijado y procedimiento para instalar un sistema de lijado en un vehículo ferroviario, del 27 de Noviembre de 2019, de Siemens Mobility, Inc: Un limpiaparabrisas que comprende:
un primer elemento de carcasa y un segundo elemento de carcasa , estando […]
 Caja para un vehículo ferroviario con un elemento de pared que solapa parcialmente el techo de caja, del 25 de Septiembre de 2019, de BOMBARDIER TRANSPORTATION GMBH: Caja , en particular para un vehículo ferroviario, que presenta:
- un techo con un borde ,
- un elemento de pared que presenta una zona […]
Caja para un vehículo ferroviario con un elemento de pared que solapa parcialmente el techo de caja, del 25 de Septiembre de 2019, de BOMBARDIER TRANSPORTATION GMBH: Caja , en particular para un vehículo ferroviario, que presenta:
- un techo con un borde ,
- un elemento de pared que presenta una zona […]
 Vehículo ferroviario con puntos de elevación, del 28 de Agosto de 2019, de BOMBARDIER TRANSPORTATION GMBH: Vehículo ferroviario con uno o varios coches, comprendiendo cada uno de los coches una caja con puntos de elevación, previstos en los lados longitudinales […]
Vehículo ferroviario con puntos de elevación, del 28 de Agosto de 2019, de BOMBARDIER TRANSPORTATION GMBH: Vehículo ferroviario con uno o varios coches, comprendiendo cada uno de los coches una caja con puntos de elevación, previstos en los lados longitudinales […]