Dispositivo para volver a mecanizar una válvula de seguridad.
Aparato para volver a mecanizar válvulas de seguridad (10), que incluye:
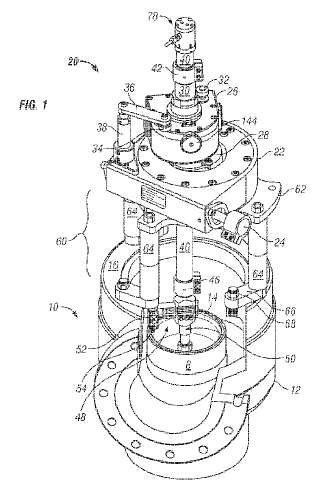
una primera caja de engranajes (22) que tiene un primer centro de giro asociado con la misma, estando la primeracaja de engranajes configurada para recibir un par de accionamiento; caracterizado por que el aparato comprendeuna segunda caja de engranajes (26) que tiene un segundo centro de giro asociado con la misma, acoplada a laprimera caja de engranajes y configurada para accionarse con la misma;
medios de acoplamiento (28) para transferir el par de accionamiento de la primera caja de engranajes a la segundacaja de engranajes y configurados para definir la ubicación del segundo centro de giro con respecto al primer centrode giro; y
un conjunto de accesorios extraíble (48, 70, 80), acoplado a la segunda caja de engranajes para realizar unaoperación de mecanizado respectiva para reacondicionar una superficie de una válvula de seguridad.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2010/050080.
Solicitante: Industrial Valve Services PTE Ltd.
Nacionalidad solicitante: Singapur.
Dirección: 420 North Bridge Road, 04-39 North Bridge Centre Singapore 187727 SINGAPUR.
Inventor/es: SPERRING,CHRISTOPHER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23C3/05 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 3/00 Fresado de piezas especiales; Operaciones de fresado especiales; Máquinas correspondientes (fresado de dientes de engranaje B23F; fresado de fileteados B23G 1/32). › Acabado de válvulas o de asientos de válvulas.
- B24B15/02 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 15/00 Máquinas o dispositivos para el trabajo con muela de superficies de apoyo; Accesorios a este efecto. › de válvulas.
- B24B15/03 B24B 15/00 […] › utilizando máquinas portátiles o móviles.
- B24B15/04 B24B 15/00 […] › de órganos de válvulas.
PDF original: ES-2435005_T3.pdf
Fragmento de la descripción:
Dispositivo para volver a mecanizar una válvula de seguridad
La presente invención se refiere al campo del mecanizado de válvulas de seguridad, y en particular a un aparato para volver a mecanizar y reacondicionar válvulas de seguridad, y al uso de tal aparato.
Las válvulas de seguridad, especialmente para su uso en aplicaciones de alta presión, tales como en las plantas industriales que operan con vapor de alta presión, operan en ambientes hostiles. Durante su uso, por lo tanto, las superficies cooperantes de la válvula, a saber, un disco de sellado de un miembro de accionamiento y un asiento de válvula, se pueden deteriorar debido al desgaste general, o corrosión. A medida que estas superficies cooperantes se deterioran, se pueden deformar y/o reunir residuos o depósitos de un fluido que pasa a través de la válvula durante la operación. Tal deformación y/o depósitos pueden hacer que el contacto entre las superficies de cooperación sea imperfecto, reduciendo de este modo el rendimiento de sellado proporcionado por la válvula. Por lo tanto, se hace necesario reacondicionar el aparato de válvula con el fin de renovar el perfil de estas superficies cooperantes de tal manera que se pongan en contacto entre sí de un modo más completo proporcionando de esta forma un sellado mejorado.
Convencionalmente, el equipo que incluye el aparato de válvula se debe desmontar, al menos, en la medida en que el aparato de válvula se pueda retirar del equipo que lo rodea. Una vez retirado del equipo que lo rodea, las superficies del aparato de válvula se pueden mecanizar mediante un aparato de mecanizado convencional montando los componentes individuales del aparato de válvula dentro del aparato de mecanizado convencional.
Cuando los tanques o sistemas de tuberías operan en condiciones extremas, como las altas presiones y altas temperaturas, los mismos están generalmente provistos de válvulas de seguridad. Por razones de seguridad y funcionales, estas válvulas de seguridad están generalmente soldadas en el sistema.
Después de la soldadura, las juntas se deben tratar con calor y sometidas a radiografía para asegurarse de que no existan imperfecciones o concentradores de tensiones dentro de las juntas que podrían conducir a un fallo catastrófico posterior del aparato. Por lo tanto, es difícil desmontar el conjunto de válvula, especialmente el asiento de válvula, ya que este proceso oneroso se debe seguir cada vez que el aparato se vuelve a montar. El actuador de la válvula se puede desmontar y mecanizado fácilmente en otro lugar si es necesario. Sin embargo, el asiento de válvula se reacondiciona, convencionalmente, in situ de forma manual.
En los ambientes extremos en que operan las válvulas de seguridad, es crítico que se haga un contacto excepcionalmente estrecho entre las superficies de sellado de la válvula. Las tolerancias asociadas a este ajuste, en términos de suavidad y lisura entre los componentes cooperantes, se miden en términos de micras y bandas de luz, y son típicamente de aproximadamente 3 micrómetros.
Cualquier imperfección que está presente en una de las superficies proporciona el vapor de agua sobrecalentado con un enfoque puntual en el que se ejercerá la presión y el material será posteriormente ser retirado debido al desgaste mecánico por el vapor de alta presión. La válvula fallará posteriormente.
El proceso de mecanizado manual para reacondicionar una superficie que comprende un defecto del orden de 0, 5 mm típicamente, tarda aproximadamente 1 día para completarse. El proceso es un proceso de múltiples etapas que comienza con un grano grueso seguido de granos posteriormente más finos que terminan con una pasta de diamante de 3 micras con el fin de lograr un acabado especular. Estos granos se aplican a un bloque de esmerilado que permite al técnico obtener un perfil plano. El proceso se debe repetir para el miembro de accionamiento, sin embargo, este último se puede desmontar y realizar de forma remota desde el equipo de seguridad.
Se sabe de tornos portátiles, que se pueden montar en ejes para volver a girar los ejes y rodar las muñequillas y se pueden utilizado para cortar ranuras de junta tórica o para reparar husillos de turbina. Sin embargo, aunque se puede producir tal mecanizado in situ, el aparato utilizado para realizar el mecanizado está restringido en funcionalidad. El reacondicionamiento de las superficies de válvula tiene normalmente una serie de operaciones que no se pueden realizar por un torno portátil convencional. El acabado conseguido por un torno sería inexacto y, por tanto, inadecuado para las tolerancias requeridas para las válvulas de seguridad.
Las máquinas convencionales que son capaces de algunos de los procesos de mecanizado multifuncionales necesarios para reacondicionar una válvula de seguridad son muy grandes. La mayor parte de estas máquinas (típicamente del orden de 0, 5 toneladas a varias toneladas) les impide ser transportables. Por lo tanto, las mismas no se podrían utilizar in situ para reacondicionar una cara del asiento de válvula sin necesidad de retirar la válvula de su ubicación operativa; por tanto, todavía conservan la necesidad desventajosa de volver a soldar etc. Por otra parte, ninguna de estas máquinas convencionales logran, en realidad, cada una de las funciones necesarias para volver a mecanizar y reacondicionar las válvulas de seguridad, concretamente, el corte, torneado, desbastado,
esmerilado y pulido.
A las válvulas de seguridad se les presta servicio generalmente cada 18 meses a 3 años con el fin de mantener la certificación del estándar requerido. En consecuencia, el reacondicionamiento de estas válvulas es un problema continuo que es actualmente una labor muy intensa. Es deseable proporcionar un aparato de mecanizado para superar algunas de las desventajas mencionadas anteriormente.
El documento JP-A-2005177922 desvela un aparato para volver a mecanizar válvulas de seguridad, teniendo el aparato que tiene una caja de engranajes que tiene un primer centro de giro asociado con el mismo, configurándose la caja de engranajes para recibir un par de accionamiento y un conjunto de accesorios extraíble para el mecanizado de una válvula de seguridad .
Según la presente invención, el aparato para volver a mecanizar válvulas de seguridad incluye una caja de engranajes secundaria que tiene un segundo centro de giro asociado a la misma, acoplada a la primera caja de engranajes y configurada accionarse con la misma; medios de acoplamiento para transferir el par de accionamiento de la primera caja de engranajes a la segunda caja de engranajes y configurados para definir la ubicación del segundo centro de giro con respecto al primer centro de giro; y un conjunto de accesorios extraíble, acoplado a la segunda caja de engranajes, para realizar una operación de mecanizado respectiva (corte, torneado, desbastado, esmerilado o pulido) para reacondicionar una superficie de una válvula de seguridad.
El aparato según la invención puede proporcionar funcionalidad múltiple, por lo que la exactitud de la operación de reacondicionamiento se puede mejorar significativamente. El aparato se instala in situ sobre el cuerpo de la válvula y se establece un punto de referencia. Dado que los diferentes accesorios de corte, desbastado y pulido son intercambiables, una sola pieza del equipo se puede llevar al campo de operación y utilizarse para reacondicionar la válvula sin necesidad de técnicas de acabado de labor manual muy intensa.
La presente invención comprende además un método para volver a mecanizar una válvula de seguridad, que comprende proporcionar aparato según la invención, fijar el conjunto extraíble a la segunda caja de engranajes, y realizar una operación de mecanizado respectiva por medio del conjunto de accesorios con el fin de reacondicionar una superficie de la válvula de seguridad.
Como se ha indicado anteriormente, la válvula de seguridad se suelda preferentemente a un tanque a temperatura alta/alta presión de manera que la operación de mecanizado se realiza, por tanto, in situ, sin la retirada de la válvula.
Los medios de acoplamiento pueden comprender un cuerpo giratorio, configurado para ser girado por la primera caja de engranajes. Un miembro de sujeción se puede fijar al cuerpo giratorio; un miembro de sujeción de este tipo puede tener un borde con rebordes, cóncavo para recibir una placa de adaptación y medios para unir fijar firmemente el miembro de sujeción al cuerpo giratorio. Los medios de acoplamiento pueden comprender, además, una placa de adaptación, configurada para recibirse por el miembro de sujeción. La placa de adaptación puede tener un orificio formado en la misma para recibir un collarín... [Seguir leyendo]
Reivindicaciones:
1. Aparato para volver a mecanizar válvulas de seguridad (10) , que incluye:
una primera caja de engranajes (22) que tiene un primer centro de giro asociado con la misma, estando la primera caja de engranajes configurada para recibir un par de accionamiento; caracterizado por que el aparato comprende
una segunda caja de engranajes (26) que tiene un segundo centro de giro asociado con la misma, acoplada a la primera caja de engranajes y configurada para accionarse con la misma;
medios de acoplamiento (28) para transferir el par de accionamiento de la primera caja de engranajes a la segunda caja de engranajes y configurados para definir la ubicación del segundo centro de giro con respecto al primer centro de giro; y
un conjunto de accesorios extraíble (48, 70, 80) , acoplado a la segunda caja de engranajes para realizar una operación de mecanizado respectiva para reacondicionar una superficie de una válvula de seguridad.
2. Aparato según la reivindicación 1, caracterizado por que el medio de acoplamiento comprende:
un cuerpo giratorio (30) , configurado para ser girado por la primera caja de engranajes;
un miembro de sujeción (120) unido al cuerpo giratorio, teniendo la placa de sujeción un borde con rebordes cóncavo (128) para recibir una placa (130) y medios de fijación (126) para asegurar el miembro de sujeción al cuerpo giratorio; y
una placa de adaptación (130) , configurada para ser recibida por el miembro de sujeción, que tiene un orificio (132) formado en su interior para recibir un collarín de posicionamiento (146) de la segunda caja de engranajes, estando el orificio desplazado con respecto al centro de la placa de manera que el desplazamiento angular de la placa traslada el centro de giro de la segunda caja de engranajes, así recibido.
3. Aparato según la reivindicación 1 o la reivindicación 2, caracterizado por que el conjunto de accesorios es un conjunto de herramientas de corte (48) .
4. Aparato según la reivindicación 1 o la reivindicación 2, caracterizado por que el conjunto de accesorio es un conjunto de herramientas de desbaste (70) .
5. Aparato según la reivindicación 4, caracterizado por que el conjunto de herramientas de desbaste comprende una herramienta de desbaste configurada para ser accionada neumáticamente.
6. Aparato según la reivindicación 1 o la reivindicación 2, caracterizado por que el conjunto de accesorios es un conjunto de herramientas de esmerilado (80) .
7. Aparato según cualquier reivindicación anterior, caracterizado por que el aparato está configurado para ser montado in situ, en el equipo que comprende la válvula de seguridad que tiene que volver a mecanizarse.
8. Aparato según la reivindicación 6, caracterizado por que el conjunto de herramientas de esmerilado está configurado para recibir un miembro de accionamiento (220) de una válvula de seguridad.
9. Aparato según la reivindicación 8, caracterizado por que el conjunto de herramientas de esmerilado comprende dos anillos de esmerilado posicionados concéntricamente en un plato de esmerilado (210) del conjunto de herramientas de esmerilado de tal manera que el espacio entre los anillos de esmerilado corresponde a una dimensión de una protuberancia (222) del miembro de accionamiento.
10. Aparato según la reivindicación 9, caracterizado por que el conjunto de herramientas de esmerilado comprende un brazo de guía (216) para acoplarse con y mover giratoriamente el miembro de accionamiento para efectuar el esmerilado de una superficie (224) del mismo.
11. Aparato según cualquier reivindicación anterior, caracterizado por que el aparato está configurado para ser portátil.
12. Un método para volver a mecanizar una válvula de seguridad (10) , que comprende proporcionar un aparato según cualquiera de las reivindicaciones 1 a 11, fijar el conjunto de accesorios extraíble a la segunda caja de engranajes, y realizar una operación de mecanizado respectiva por medio de dicho conjunto de accesorios a fin de
reacondicionar una superficie de la válvula de seguridad.
Patentes similares o relacionadas:
Máquina y método de procesamiento de superficies herméticas, del 22 de Abril de 2020, de Mitsubishi Hitachi Power Systems, Ltd: Una máquina de procesamiento de superficies herméticas (1; 1A; 1B; 1C) para realizar el corte de una superficie de unión de un miembro hermético en un cuerpo […]
CABEZAL CON PORTACUCHILLAS AJUSTABLE., del 1 de Junio de 2005, de KOMET PRAZISIONSWERKZEUGE ROBERT BREUNING GMBH: Cabezal portaherramientas para la aplicación en máquinas herramientas con un cuerpo principal , un mango de la herramienta , que sobresale […]
UTILILLAJE DE PLACA INTERCANBIABLE PARA EL MECANIZADO DE ASIENTOS PERFILADOS., del 1 de Diciembre de 2002, de MACHINES SERDI: Utillaje de placa intercambiable para el mecanizado de asientos de válvula comprendiendo un porta-placa montándose con posibilidad de regulación radial, sobre el portaútil […]
HERRAMIENTA PARA EL MECANIZADO CON ARRANQUE DE VIRUTA DE SUPERFICIES DE TALADROS., del 16 de Noviembre de 2002, de MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG: SE EXPONE UNA HERRAMIENTA PARA EL MECANIZADO DE SUPERFICIES DE PIEZAS, ESPECIALMENTE SUPERFICIES DE ORIFICIOS DE TALADRO POR RETIRADA DE VIRUTAS, QUE COMPRENDE […]
ACCIONAMIENTO DE POSICIONADO, ESPECIALMENTE PARA LA APLICACION EN MAQUINAS HERRAMIENTA ASI COMO CABEZAL CON UN ACCIONAMIENTO DE POSICIONADO DE ESTA CLASE., del 1 de Noviembre de 2002, de KOMET PRAZISIONSWERKZEUGE ROBERT BREUNING GMBH: LA INVENCION SE REFIERE A UN MANDO DE POSICIONAMIENTO PARA UN CABEZAL DESTINADO AL USO EN MAQUINAS-HERRAMIENTA. EL CABEZAL PRESENTA UN CUERPO […]
APARATO Y PROCEDIMIENTO PARA MECANIZAR ASIENTOS DE VALVULAS DE COMPUERTA., del 16 de Diciembre de 2001, de WESTINGHOUSE ELECTRIC CORPORATION: APARATO PARA MECANIZAR LOS ASIENTOS DE VALVULA ANULARES DE UNA VALVULA DE COMPUERTA TIENE UNA CUNA QUE SE DESLIZA SOBRE Y CUÑAS HACIA FUERA […]
HERRAMIENTA., del , de MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG: SE PROPONE UNA HERRAMIENTA, EN PARTICULAR PARA MECANIZACION FINA CON ARRANQUE DE VIRUTA, QUE MUESTRA DOS HERRAMIENTAS PARCIALES UNA JUNTO A OTRA, […]
HERRAMIENTA PARA LA MECANIZACIÓN CON DESPRENDIMIENTO DE VIRUTA DE ASIENTOS DE VÁLVULA, del 28 de Octubre de 2011, de MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG: Herramienta para la mecanización con desprendimiento de viruta de asientos de válvula en culatas de máquinas de combustión interna que comprende una placa de cuchillas […]