HERRAMIENTA PARA LA MECANIZACIÓN CON DESPRENDIMIENTO DE VIRUTA DE ASIENTOS DE VÁLVULA.
Herramienta para la mecanización con desprendimiento de viruta de asientos de válvula en culatas de máquinas de combustión interna que comprende una placa de cuchillas (7) que presenta al menos una arista cortante (9) definida geométricamente,
que descansa contra dos sectores de apoyo (27, 29) dispuestos en un ángulo α y formados por el cuerpo de base (17) de la herramienta (1), cuya bisectriz (33) se extiende, esencialmente, perpendicular a la arista cortante (9) que desprende virutas del asiento de válvula (11), caracterizada porque los sectores de apoyo (27, 29) están dispuestos de manera que se realiza una guía prismática de la placa de cuchillas (7), siendo las fuerzas de corte (FS) introducidas en la placa de cuchillas (7), en lo esencial paralelas a la bisectriz (33).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03012492.
Solicitante: MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG.
Nacionalidad solicitante: Alemania.
Dirección: OBERE BAHNSTRASSE 13 D-73431 AALEN ALEMANIA.
Inventor/es: null.
Fecha de Publicación: .
Fecha Solicitud PCT: 2 de Junio de 2003.
Clasificación PCT:
- B23B27/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 27/00 Herramientas para máquinas de tornear o de escariar (para máquinas de taladrar B23B 51/00 ); Herramientas de tipo similar en general; Accesorios de estas herramientas. › con elementos cortantes intercambiables, p. ej. capaces de ser fijados por medio de bridas.
- B23C3/05 B23 […] › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 3/00 Fresado de piezas especiales; Operaciones de fresado especiales; Máquinas correspondientes (fresado de dientes de engranaje B23F; fresado de fileteados B23G 1/32). › Acabado de válvulas o de asientos de válvulas.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2367105_T3.pdf
Fragmento de la descripción:
La invención se refiere a una herramienta para la mecanización con desprendimiento de viruta de asientos de válvula en culatas de motores de combustión interna, según el preámbulo de la reivindicación 1, así como un procedimiento para la mecanización con desprendimiento de viruta de asientos de válvula de motores de combustión interna, según el preámbulo de la reivindicación 12.
Herramientas y procedimientos del tipo mencionado aquí son conocidos. Las herramientas presentan una placa de cuchillas que comprende, como mínimo, una arista cortante definida geométricamente, con cuya ayuda se pueden desprender virutas del asiento de válvula, ya sea porque la herramienta es puesta en rotación respecto de una pieza de trabajo estacionaria o la pieza de trabajo respecto de una herramienta. Por regla general se realiza el primero de ambos casos. El asiento de válvula presenta una primera superficie anular que con una línea central imaginaria de la superficie anular incluye un primer ángulo de inclinación, por ejemplo, de 45º, aproximadamente. La primera superficie anular determina, en lo esencial, la hermeticidad a los gases de la válvula. A esta se conectan, por un lado, una segunda superficie anular con un ángulo de inclinación de 15º, aproximadamente, y, por otro lado, una tercera superficie anular con un ángulo de inclinación de 75º, aproximadamente. En una mecanización de asiento de válvula, la herramienta es desplazada, axialmente, a lo largo de una línea central común de las superficies anulares, hasta que la placa de cuchillas entre en ataque con el asiento de válvula y mecaniza, por ejemplo, la primera superficie anular. De este modo, la mecanización se realiza mediante un movimiento de la herramienta en dirección del eje de válvula, que coincide con la línea media de la superficie anular. La mecanización es denominada punzamiento de válvulas. Se usan, preferentemente, herramientas con las cuales pueden ser mecanizadas tanto el asiento de válvula como la guía de válvula, o sea, presentan una placa de cuchillas para la mecanización del asiento de válvula y un escariador para la mecanización de la guía de válvula. De este modo, la exactitud de la alineación de la línea central del asiento de válvula con la línea central de la guía de válvula es muy precisa, hecho que contribuye al buen sellado de la válvula.
Por regla general, el asiento de válvula en culatas de motores de combustión interna se realiza mediante anillos de asiento de válvula compuestos de materiales sinterizados muy duros resistentes al desgaste, de modo que la mecanización es muy complicada y, por regla general, debe usarse nitruro cúbico de boro (CBN), que es muy caro. Además, para garantizar la denominada hermeticidad a los gases, los requerimientos de calidad son muy elevados. Ya un pequeño desgaste de la arista cortante se traduce en un exceso de las tolerancias admisibles. En total, se demuestra que los costes para la mecanización del asiento de válvula son muy elevados.
Del documento DE 89 10 333 U1 para la mecanización con desprendimiento de virutas, esencialmente de asientos de válvulas de motores de combustión interna, surge una herramienta que comprende un inserto de corte, con una pluralidad de filos de corte, fijados a la herramienta mediante un tornillo tensor. Para el alojamiento del inserto de corte se ha dispuesto un taladro cilíndrico o cónico. Un ajuste del inserto de corte a una posición de trabajo deseada se realiza mediante el destornillado del tornillo tensor y giro del inserto de corte. Se ha demostrado que es, justamente, la girabilidad del inserto de corte circular la que produce una cierta susceptibilidad a vibraciones.
Por el documento US 4 966 500 se conoce una fresa frontal con una placa de cuchilla que presenta una arista cortante activa. La arista cortante activa está formada por dos filos que incluyen entre sí un ángulo obtuso. La fresa frontal presenta un cuerpo de base con dos sectores de apoyo dispuestos en un ángulo contra los que se apoya la placa de cuchillas. La bisectriz de dichos sectores de apoyo se extiende, en lo esencial, perpendicular a la arista cortante activa que desprende las virutas de una herramienta. En primer lugar, durante la mecanización de una pieza de trabajo la fresa frontal es puesta en rotación sobre su eje de giro y penetra algo en la pieza de trabajo en sentido del eje de giro. A continuación, la fresa frontal es movida a lo largo de un recorrido perpendicular al eje de giro. En este caso, en los filos de la arista cortante activa se introducen fuerzas de corte que, por una parte, son perpendiculares a una arista y, por otra parte, perpendiculares a la otra arista. Por lo tanto, el vector resultante de fuerzas de corte no es perpendicular a ninguna de dichas aristas, de modo que la placa de cuchillas, debido a las fuerzas de corte, siempre es presionada de manera más firme contra uno de los dos sectores de apoyo que contra el otro. Por este motivo pueden presentarse, en particular en la zona del sector de apoyo en la cual la placa de cuchillas no está presionada tan firmemente, vibraciones que tienen por resultado un rápido desgaste de la placa de cuchillas, en particular cuando se mecanizan materiales duros.
El objetivo de la invención es crear una herramienta del tipo mencionado aquí en la cual durante la mecanización de un asiento de válvula se eviten, eficazmente, vibraciones de la placa de cuchillas, de modo que aumente, ostensiblemente, la vida útil de la arista cortante de una placa de cuchillas al tiempo que satisface las tolerancias.
Para conseguir este objetivo se propone una herramienta que presenta las características mencionadas en la reivindicación 1. Esta comprende una placa de cuchillas que presenta, como mínimo, una arista cortante definida geométricamente. Esta está en contacto con sectores de apoyo dispuestos bajo un ángulo α, cuya bisectriz se extiende, en lo esencial, perpendicular a aquella arista cortante que desprende las virutas del asiento de válvulas. La herramienta destaca porque sus sectores de apoyo están dispuestos de manera que se realiza una guía prismática de la placa de cuchillas, siendo las fuerzas de corte introducidas en la placa de cuchillas, en lo esencial paralelas a la bisectriz.
Mediante la disposición de las superficies de apoyo para la realización de una guía prismática de la placa de cuchillas se consigue que la misma sea alojada de manera muy firme en el cuerpo de base de la herramienta. Es decir, la placa de cuchillas es anclada de tal manera a la herramienta que al mecanizar un asiento de válvula no se presentan, virtualmente, vibraciones de la placa de cuchillas. Ha resultado que, debido a vibraciones aumenta de manera relativamente pronunciada el desgaste de la arista cortante y que, a la inversa, con un anclaje con pocas vibraciones de la placa de cuchillas el desgaste de la arista cortante activa, o sea de la arista cortante que desprende virutas del asiento de válvula, se reduce considerablemente.
De las reivindicaciones secundarias resultan ejemplos de realización ventajosos.
El objetivo de la invención es también crear un procedimiento que no presente los inconvenientes nombrados.
Para conseguir este objetivo se propone también un procedimiento que presenta las características nombradas en la reivindicación 12. Destaca porque durante la mecanización del asiento de válvula la herramienta es desplazada en dirección de una línea central del asiento anular de válvula, y por que como arista cortante activa un sector dispuesto entre dos vértices de una placa de cuchillas desprende virutas del asiento de válvula, estando los dos sectores de apoyo formados por el cuerpo de base de la herramienta y dispuestos en un ángulo α de manera que se realiza una guía prismática de la placa de cuchillas, y siendo las fuerzas de corte incorporadas en la placa de cuchillas, en lo esencial paralelas a la bisectriz, de modo que, debido a la alineación de la placa de cuchillas de la herramienta realizada mediante los sectores de apoyo puede prescindirse de un reajuste y/o ajuste de la misma ante un desgaste de una arista cortante. Ello conduce a una simplificación esencial del procedimiento y, de este modo, a soluciones económicas.
Otra forma de realización resulta de la reivindicación secundaria.
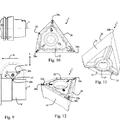
A continuación, la invención se explica en detalle mediante el dibujo. Muestran:
La figura 1, una vista lateral de una herramienta;
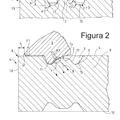
la figura 2, una representación ampliada de la placa de cuchillas, en vista en planta, que se usa en la herramienta según... [Seguir leyendo]
Reivindicaciones:
1. Herramienta para la mecanización con desprendimiento de viruta de asientos de válvula en culatas de máquinas de combustión interna que comprende una placa de cuchillas (7) que presenta al menos una arista cortante (9) definida geométricamente, que descansa contra dos sectores de apoyo (27, 29) dispuestos en un ángulo α y formados por el cuerpo de base (17) de la herramienta (1), cuya bisectriz (33) se extiende, esencialmente, perpendicular a la arista cortante (9) que desprende virutas del asiento de válvula (11), caracterizada porque los sectores de apoyo (27, 29) están dispuestos de manera que se realiza una guía prismática de la placa de cuchillas (7), siendo las fuerzas de corte (FS) introducidas en la placa de cuchillas (7), en lo esencial paralelas a la bisectriz (33).
2. Herramienta según la reivindicación 1, caracterizada porque los sectores de apoyo (27, 29) están formados mediante superficies de apoyo.
3. Herramienta según una de las reivindicaciones precedentes, caracterizada porque al menos en la zona de los sectores de apoyo (27, 29) están dispuestos espacios libres (55).
4. Herramienta según una de las reivindicaciones precedentes, caracterizada porque está dispuesta una alimentación de agente refrigerante/lubricante.
5. Herramienta según una de las reivindicaciones precedentes, caracterizada porque la alimentación de agente refrigerante/lubricante se produce mediante una garra de sujeción (15) que sujeta la placa de cuchillas (7).
6. Herramienta según una de las reivindicaciones precedentes, caracterizada porque la alimentación de agente refrigerante/lubricante se produce mediante una salida de agente refrigerante (63) alargada extendida, en lo esencial, paralela al filo activo (9).
7. Herramienta según una de las reivindicaciones precedentes, caracterizada porque la placa de corte (7) está realizada como placa reversible.
8. Herramienta según una de las reivindicaciones precedentes, caracterizada porque la placa de corte (7) está realizada de forma hexagonal.
9. Herramienta según una de las reivindicaciones precedentes, caracterizada porque la placa de corte (7) está dotada de CBN.
10. Herramienta según una de las reivindicaciones precedentes, caracterizada porque la placa de corte (7) está dotada de una capa (S) de CBN.
11. Herramienta según una de las reivindicaciones precedentes, caracterizada porque la placa de corte (7) presenta un flanco que comprende sectores con diferentes ángulos de inclinación.
12. Procedimiento para la mecanización por desprendimiento de viruta de asientos de válvula en culatas de motores de combustión interna mediante una herramienta según una de las reivindicaciones 1 a 11, caracterizado porque durante la mecanización del asiento de válvula la herramienta (1) es desplazada en dirección de una línea central del asiento anular de válvula, y por que como arista cortante (9) activa un sector dispuesto entre dos vértices (35) de una placa de cuchillas (7) desprende virutas del asiento de válvula (11), estando los dos sectores de apoyo (27, 29) formados por el cuerpo de base (17) de la herramienta (1) y dispuestos en un ángulo α de manera que se realiza una guía prismática de la placa de cuchillas (7), y siendo las fuerzas de corte (FS) incorporadas en la placa de cuchillas (7), en lo esencial, paralelas a la bisectriz (33), de modo que, debido a la alineación de la placa de cuchillas (7) de la herramienta (1) realizada mediante los sectores de apoyo (27, 29) puede prescindirse de un reajuste y/o ajuste de la misma ante un desgaste de una arista cortante (9).
13. Procedimiento según la reivindicación 12, caracterizada porque se usa una placa de cuchillas (7) realizada como placa reversible.
Patentes similares o relacionadas:
 Sistema de herramientas y procedimiento de torneado, del 29 de Julio de 2020, de CERATIZIT AUSTRIA GESELLSCHAFT M.B.H.: Sistema de herramientas para torneado mecanizado con:
un cuerpo de herramienta que se extiende a lo largo de un eje longitudinal (L) y que presenta un […]
Sistema de herramientas y procedimiento de torneado, del 29 de Julio de 2020, de CERATIZIT AUSTRIA GESELLSCHAFT M.B.H.: Sistema de herramientas para torneado mecanizado con:
un cuerpo de herramienta que se extiende a lo largo de un eje longitudinal (L) y que presenta un […]
 Inserto de corte en miniatura, del 24 de Junio de 2020, de CERAMTEC GMBH: Una placa de corte para una herramienta de corte para quitar virutas, que comprende una cara superior de la placa de corte y una cara inferior […]
Inserto de corte en miniatura, del 24 de Junio de 2020, de CERAMTEC GMBH: Una placa de corte para una herramienta de corte para quitar virutas, que comprende una cara superior de la placa de corte y una cara inferior […]
Sistema de herramienta, del 13 de Mayo de 2020, de CERAMTEC GMBH: Sistema de herramienta que comprende una placa de corte y que comprende un portaherramientas que tiene un asiento de placa para recibir la placa de corte […]
Inserto de corte y conjunto de inserto de corte, del 25 de Marzo de 2020, de ISCAR LTD.: Un conjunto de inserto de corte que comprende: un alojamiento del inserto que tiene una base del alojamiento que incluye un orificio […]
INSERTO DE CORTE APLICABLE A HERRAMIENTAS DE MECANIZADO Y HERRAMIENTA QUE LO PORTA, del 2 de Enero de 2020, de HERRAMIENTAS PREZISS, S.L.: Inserto de corte aplicable a herramientas de mecanizado y herramienta que lo porta. El inserto posee un filo de corte que puede ser completamente […]
Portaherramientas que tiene un miembro de sujeción con una sección transversal no circular y método para sujetar un inserto de corte en el mismo, del 11 de Diciembre de 2019, de ISCAR LTD.: Un portaherramientas que comprende: un cuerpo principal que tiene un cabezal de soporte que se extiende lejos de un vástago de […]
Conjunto de máquina herramienta para mecanizar piezas de trabajo y componente accionador del mismo, del 4 de Diciembre de 2019, de ISCAR LTD.: Un conjunto de máquina herramienta que comprende: un cuerpo básico que tiene un eje de sujeción (AC) y un eje de movimiento de accionador (AM), […]
Sistema de herramientas, del 4 de Diciembre de 2019, de CERAMTEC GMBH: Un sistema de herramientas que comprende un portaherramientas que tiene un asiento de la placa para recibir una placa de corte y […]