Un método de unión para una pala de aerogenerador multi-panel.
Un método de unión para una pala de aerogenerador multi-panel.
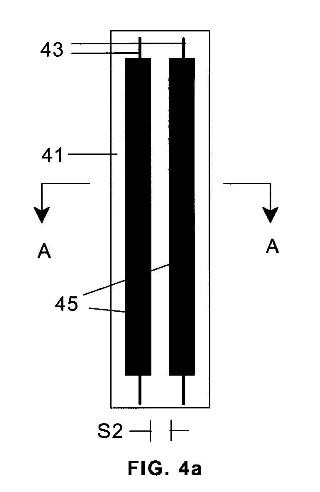
La unión de una primera y una segunda piezas prefabricadas de una pala de aerogenerador comprende las etapas de: disponer bandas (45, 55, 65) de un material adhesivo en un estado fresco manejable siguiendo trazas (43, 53, 63) señaladas en un área de unión de una de dichas piezas, siendo capaz dicho material adhesivo de fluir en la fase de curado de una manera controlada, determinando la anchura (W) y la altura (H) de dichas bandas (45, 55, 65) y la separación (S1) entre dichas trazas (43, 53, 63) de modo que una separación predeterminada (S2) entre dichas bandas, comprendida entre 0 y 300 mm, se mantenga después de la unión; unir ambas piezas bajo condiciones predeterminadas de presión y temperatura. La invención también se refiere a una pala de aerogenerador con piezas prefabricadas unidas usando dicho método.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201100576.
Solicitante: GAMESA INNOVATION & TECHNOLOGY, S.L.
Nacionalidad solicitante: España.
Inventor/es: VELEZ ORIA,SERGIO, SANZ PASCUAL,ENEKO, AROCENA DE LA RUA,ION, ZUGASTI PÁRAMO,Amaia, MARÍN MARTÍNEZ,Francisco Javier, RODRÍGUEZ SÁIZ,Emilio.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/50 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando cintas adhesivas.
- F03D1/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F03 MAQUINAS O MOTORES DE LIQUIDOS; MOTORES DE VIENTO, DE RESORTES, O DE PESOS; PRODUCCION DE ENERGIA MECANICA O DE EMPUJE PROPULSIVO O POR REACCION, NO PREVISTA EN OTRO LUGAR. › F03D MOTORES DE VIENTO. › F03D 1/00 Motores de viento con el eje de rotación dispuesto sustancialmente paralelo al flujo de aire que entra al rotor (su control F03D 7/02). › Rotores.
- F16B11/00 F […] › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › Unión de elementos estructurales o partes de máquina por pegado u oprimiéndolas las unas contra las otras, p. ej. soldadura bajo presión en frío (soldadura no eléctrica en general B23K; procedimientos que utilizan adhesivos independientemente de la forma de las superficies unidas C09J 5/00).
Fragmento de la descripción:
UN METODO DE UNION PARA UNA PALA DE AEROGENERADOR
MUL TI-PANEL
CAMPO DE LA INVENCION
5
La presente invención se refiere en general a palas de aerogenerador
multi-panel y particularmente a un método de unión de una pala de
aerogenerador multi-panel y a una pala de aerogenerador unida usando dicho
método.
10
ANTECEDENTES
Los aerogeneradores incluyen un rotor que soporta varias palas que se
extienden radialmente para capturar la energía cinética del viento y causan un
15 movimiento rotatorio de un tren de potencia acoplado a un generador eléctrico
para producir energía eléctrica.
La cantidad de energía producida por los aerogeneradores depende de la
superficie de barrido del rotor de palas que recibe la acción del viento y,
consecuentemente, el incremento de la longitud de las palas implica
2 o normalmente un incremento de la producción de energía del aerogenerador.
Sin embargo, el tamaño de las palas para parques eólicos situados en
tierra está limitado actualmente en cierta medida por condicionamientos
infraestructurales y de transporte. En particular, el tamaño de puentes y túneles
limita el tamaño de la máxima cuerda de la pala.
25 Para resolver en particular los problemas planteados por palas de gran
longitud la técnica anterior describe la división de la pala en dos o más
secciones longitudinales provistas con medios de unión, de manera que cada
sección pueda ser fabricada individualmente y todas las secciones puedan ser
ensambladas en el lugar de instalación del aerogenerador. Algunos ejemplos de
3º esa técnica anterior son los siguientes.
DE 3 109 566 describe una pala de aerogenerador subdivida en al menos
dos secciones longitudinales que se unen mediante un perno extensible.
US 4, 389, 182 describe una pala de aerogenerador subdivida en varias
secciones longitudinales que están interconectadas por miembros
tensionadores tales como cables de acero pasantes a través de las secciones
de la pala.
5 EP 1 244 873 A 1 describe una pala de aerogenerador subdividida en
secciones longitudinales que se unen por medio de una unión a ras que
comprende varios clips dispuestos a lo largo de la junta con sus respectivos
extremos fijados a las secciones objeto de unión y pernos para fijar dichos clips.
WO 2005/100781, WO 2006/103307, WO 2007/051879 a nombre del
1º solicitante describen palas de aerogenerador subdivididas en secciones
longitudinales con medios mejorados de unión.
También se conoce técnica anterior que describe la división de la pala en
varias secciones transversales adicional ó independientemente a la división en
secciones longitudinales. Algunos ejemplos de esa técnica anterior son los
15 siguientes.
EP 1 184 566 A 1 describe una pala de aerogenerador que está formada
ensamblando una, dos o más secciones longitudinales, cada una de las cuales
comprende un elemento central formado por un tubo longitudinal de fibra de
carbono sobre el que están montadas una serie de costillas transversales de
2 o fibra de carbono o fibra de vidrio unidas a dicha zona central y una cubierta de
fibra de carbono o fibra de vidrio unida a dichas costillas.
WO 01/46582 A2 describe una pala de aerogenerador que tiene una
pluralidad de elementos divididos unidos a un viga cajón transmisora de la carga
y separados por juntas elásticas que permiten a dichos elementos divididos
2 5 movimientos entre ellos de cara a minimizar los esfuerzos de tracción en la
región de la pala en la que están situados dichos elementos divididos.
EP 1 965 074 a nombre del solicitante describe una pala de
aerogenerador formada por dos paneles prefabricados de alas y dos paneles
prefabricados de almas dispuestos uno al lado del otro en forma de cajón y al
3 o menos dos secciones longitudinales de conchas formando, respectivamente, el
borde de ataque y el borde de salida de la correspondiente sección de la palaque están dispuestas adyacentemente a las secciones de la viga central,
estando definido el perfil aerodinámico de la pala por dichos paneles de alas y
por dichos paneles únicos de conchas.
Uno de los métodos conocidos para unir los componentes de una pala de
aerogenerador es una unión adhesiva. La técnica típica de la aplicación del
5 adhesivo en una superficie de dichos componentes es la distribución del
adhesivo desde un contenedor al que es bombeado desde una máquina de
mezclado en la cual se realiza y controla la dosificación de los componentes del
adhesivo.
Este proceso tiene varias desventajas: requiere tiempos de aplicación
1º muy exigentes, los trabajadores que realizan la operación necesitan equipos de
protección y resulta difícil una aplicación correcta sobre la superficie de unión.
Por otra parte, dicho proceso implica el uso de un exceso de adhesivo y por lo
tanto un aumento de peso y coste.
La actual tendencia en la industria de aerogeneradores a palas de rotor
15 más grandes demanda nuevos diseños de palas aptos para cumplir con los
condicionantes de transporte y con los condicionantes de calidad en la
fabricación planteados por palas que pueden alcanzar longitudes de 100 m y
cuerdas de 8 m. por lo que hay una demanda particular para mejorar las
uniones adhesivas de las palas segmentadas.
2 o La presente invención está orientada a la satisfacción de esa demanda.
SUMARIO DE LA INVENCIÓN
Un objeto de la presente invención es proporcionar un método para unir
25 piezas prefabricadas de una pala de aerogenerador que permita el control del
volumen del material adhesivo y, por lo tanto, una reducción de peso.
Otro objeto de la presente invención es proporcionar un método para
unir piezas prefabricadas de una pala de aerogenerador que facilite la aplicación
del material adhesivo en las zonas de unión.
30 En un aspecto estos y otros objetos se cumplan mediante un método de
unión de una primera y una segunda piezas prefabricadas de una pala deaerogenerador que comprende las etapas de:
- disponer bandas de un material adhesivo en un estado fresco
manejable siguiendo trazas señaladas en un área de unión de una de dichas
piezas, siendo capaz dicho material adhesivo de fluir en la fase de curado de
una manera controlada, y determinando la anchura y la altura de dichas bandas
5 y la separación entre dichas trazas de modo que una separación
predeterminada entre dichas bandas, comprendida entre 0-300 mm, se
mantenga después de la unión;
- unir ambas piezas bajo condiciones predeterminadas de presión y
temperatura.
1 o En realizaciones preferentes el material adhesivo utilizado para disponer
dichas bandas se proporciona en uno de los siguientes formatos: cinta, tira,
rollo. Se utiliza por lo tanto un material adhesivo en un formato que facilita su
aplicación en las superficies de unión, así como un control total de su peso.
En realizaciones preferentes el material adhesivo utilizado para disponer
15 dichas bandas se proporciona en bloques. Se utiliza por lo tanto un material
adhesivo en un formato totalmente adaptado para su aplicación en bandas.
En realizaciones preferentes el material adhesivo tiene una consistencia
en estado fresco que permite que dichas bandas mantengan su geometría
original cuando no están sometidas a presión y que la altura de dichas bandas
2 o se reduzca en una proporción comprendida entre el 25%-95% (preferentemente
el 50%-95%) de la altura original cuando se les somete a una presión
comprendida entre 0, 05 y 2 MPa. Se utiliza, por lo tanto, un material adhesivo
con la consistencia necesaria para, por un lado, permitir su aplicación en un
estado semi-sólido y, por otro lado, controlar su flujo durante la etapa de curado
2 5 en las condiciones típicas en las que se lleva a cabo la unión de piezas
prefabricadas de una pala de aerogenerador.
En realizaciones preferentes la adherencia a cortadura de dicho material
adhesivo en estado curado es mayor de 15 MPa. Se utiliza por lo tanto un
material adhesivo con la adherencia a cortadura requerida para unir piezas
3º prefabricadas de una pala de aerogenerador.
En realizaciones preferentes dichas condiciones predeterminadas depresión y temperatura son las siguientes: la presión está comprendida entre
0, 05 y 2 MPa y la temperatura está comprendida entre 40°C y 1 00°C. Estas son las condiciones típicas para unir piezas prefabricadas de una pala de aerogenerador por lo que el método según la invención no necesita ningún equipo especial.
En realizaciones...
Reivindicaciones:
1. Un método de unión de una primera y una segunda piezas
prefabricadas de una pala de aerogenerador, caracterizado porque comprende
5 las etapas de:
- disponer bandas (45, 55, 65) de un material adhesivo en un estado
fresco manejable siguiendo trazas (43, 53, 63) señaladas en un área de unión
de una de dichas piezas, siendo capaz dicho material adhesivo de fluir en la
fase de curado de una manera controlada, determinando la anchura (W) y la
10 altura (H) de dichas bandas (45, 55, 65) y la separación (S1) entre dichas trazas
(43, 53, 63) de modo que una separación predeterminada (S2) entre dichas
bandas (45, 55, 65) , comprendida entre O y 300 mm, se mantenga después de
la unión;
- unir ambas piezas bajo condiciones predeterminadas de presión y
15 temperatura.
2. Un método según la reivindicación 1, en el que el material adhesivo
utilizado para disponer dichas bandas (45, 55, 65) se proporciona en uno de los
siguientes formatos: cinta, tira, rollo.
20
3. Un método según la reivindicación 1, en el que el material adhesivo
utilizado para disponer dichas bandas (45, 55, 65) se proporciona en bloques.
4. Un método según cualquiera de las reivindicaciones 1-3, en el que el
2 5 material adhesivo tiene una consistencia en estado fresco que permite que:
- dichas bandas (45, 55, 65) mantengan su geometría original cuando no
están sometidas a presión;
- la altura de dichas bandas se reduzca en una proporción comprendida
entre e.
25. 95% de la altura original (H) cuando se les somete a una presión
3º comprendida entre 0, 05 y 2 MPa.
5. Un método según la reivindicación 4, en el que la altura de dichas bandas se reduce en una proporción comprendida entre e.
50. 95% de la altura original (H) cuando se les somete a una presión comprendida entre 0, 05 y 2 MPa.
6. Un método según cualquiera de las reivindicaciones 1-5, en el que la adherencia a cortadura de dicho material adhesivo en estado curado es mayor de 15 MPa.
7. Un método según cualquiera de las reivindicaciones 1-6, en el que dichas condiciones predeterminadas de presión y temperatura son las siguientes:
-la presión está comprendida entre 0, 05 y 2 MPa;
-la temperatura está comprendida entre 40°C y 1 00°C.
8. Un método según cualquiera de las reivindicaciones 1-7, en el que dicho material adhesivo es un material adhesivo de un solo componente seleccionado entre uno de los siguientes: poliuretano, resinas epoxi, ésteres de vinilo o metacrilato.
9. Un método según cualquiera de las reivindicaciones 1-8, en el que en estado fresco:
-dichas bandas (45, 55, 65) tienen una anchura (W) comprendida entr.
3. 150 mm y una altura (H) comprendida entre 2-40 mm;
-la separación (S1) entre dichas trazas (43, 53, 63) está comprendida entr.
2. 300 mm.
10. Un método según cualquiera de las reivindicaciones 1-9, en el que:
-dichas primera y segunda piezas prefabricadas son paneles 27, 21; 27, 23; 25, 21; 25, 23) de una viga (15) de la pala;
-dichas bandas (45) tienen una altura (H) comprendida entre 2-25 mm;- la separación (S1) entre dichas trazas (41) está comprendida entr.
2. 50mm.
5 11. Un método según cualquiera de las reivindicaciones 1-9, en el que dicha primera pieza pertenece a una viga (15) de la pala y dicha segunda pieza es una concha (17, 19) de la pala.
1º 15 12. Un método según cualquiera de las reivindicaciones 1-9, en el que: -dichas primera y segunda piezas prefabricadas son conchas (17, 19) de la pala; -dichas bandas (65) tienen una altura (H) comprendida entre 2-25 mm. -la separación (S1) entre dichas trazas (63) está comprendida entr.
2. 50mm.
13. Uso de un método según cualquiera de las reivindicaciones 1-12 para unir piezas prefabricadas de una pala de aerogenerador.
2 o 14. Una pala de aerogenerador comprendiendo al menos dos piezas prefabricadas unidas usando un método según cualquiera de las reivindicaciones 1-12.
15. Una pala de aerogenerador según la reivindicación 14, en la que dichas al menos dos piezas prefabricadas pertenecen a un modulo de la pala.
Patentes similares o relacionadas:
Cuerpo de extensión de las palas del rotor y planta de energía eólica, del 15 de Julio de 2020, de Senvion Deutschland GmbH: Un cuerpo de extensión de las palas del rotor (6, 6', 6") para su uso con una pala del rotor (5, 5', 5") de un rotor de una planta de energía eólica […]
 Unidad de regulación para regular el paso de una pala de rotor y turbina eólica con una unidad de regulación de este tipo, del 24 de Junio de 2020, de Liebherr-Components Biberach GmbH: Unidad de regulación, en particular para regular un ángulo de paso de una pala de rotor de turbina eólica, con un cojinete giratorio que comprende […]
Unidad de regulación para regular el paso de una pala de rotor y turbina eólica con una unidad de regulación de este tipo, del 24 de Junio de 2020, de Liebherr-Components Biberach GmbH: Unidad de regulación, en particular para regular un ángulo de paso de una pala de rotor de turbina eólica, con un cojinete giratorio que comprende […]
Unidad de ajuste para el ajuste de inclinación de una pala de rotor y turbina eólica con una unidad de ajuste de este tipo, del 17 de Junio de 2020, de Liebherr-Components Biberach GmbH: Unidad de ajuste, en particular para el ajuste de un ángulo de inclinación de una pala de rotor de turbina eólica , con un cojinete giratorio […]
Turbina eólica y procedimiento para montar una turbina eólica, del 10 de Junio de 2020, de Siemens Gamesa Renewable Energy A/S: Una turbina eólica , que comprende una primera porción , una segunda porción que se puede conectar a la primera porción […]
 Pala del rotor de una planta de energía eólica, planta de energía eólica y método para operar una planta de energía eólica, del 27 de Mayo de 2020, de Senvion Deutschland GmbH: Una pala del rotor de una planta de energia eolica con una extension longitudinal que se extiende desde la raiz de la pala del rotor hasta la […]
Pala del rotor de una planta de energía eólica, planta de energía eólica y método para operar una planta de energía eólica, del 27 de Mayo de 2020, de Senvion Deutschland GmbH: Una pala del rotor de una planta de energia eolica con una extension longitudinal que se extiende desde la raiz de la pala del rotor hasta la […]
Elemento de pala de rotor para una instalación de energía eólica, pala de rotor, así como un procedimiento de fabricación para ello e instalación de energía eólica con pala de rotor, del 13 de Mayo de 2020, de Wobben Properties GmbH: Elemento de pala de rotor, en particular un canto de pala de rotor para una instalación de energía eólica, con una base que presenta un material de fibras impregnado con […]
Raiz de pala alabeada, del 6 de Mayo de 2020, de Wobben Properties GmbH: Conjunto de pala de rotor para una turbina eólica que comprende un extremo de fijación en la posición longitudinal L=O para la fijación de la pala […]
Cojinetes de aerogenerador, del 6 de Mayo de 2020, de GENERAL ELECTRIC COMPANY: Configuración de cojinete dual de inclinación de las palas para acoplar una pala de rotor a un buje de un aerogenerador , comprendiendo la configuración […]