Métodos y aparatos para operaciones de fabricación.
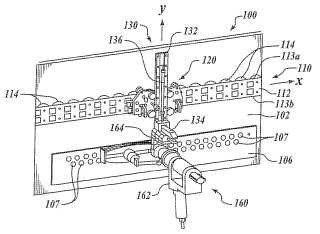
Un aparato (100) para soportar una herramienta (160) con respecto a una superficie de una pieza de trabajo(102),
en donde el aparato (100) comprende:
una base (122) adaptada para su fijación a la pieza de trabajo (102);
un soporte de herramientas (134) acoplado a la base y movible a lo largo de un eje de traslación con respectoa la pieza de trabajo (102); y
un dispositivo de presión (136) acoplado operativamente al menos a la base (122) y al soporte deherramientas (134), caracterizado porque el dispositivo de presión (136) está adaptado al menos paracontrapesar parcialmente una fuerza ejercida sobre el soporte de las herramientas (134) a lo largo del eje detraslación, en donde el dispositivo de presión (136) incluye un accionador neumático, un motor o bien unmotor de par constante.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2004/020422.
Solicitante: THE BOEING COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 100 North Riverside Chicago, IL 60606-1596 ESTADOS UNIDOS DE AMERICA.
Inventor/es: BOYL-DAVIS,THEODORE,M, GAGE,ROGER,A, JONES,DARRELL,D, OUTOUS,RONALD,W, BUTTRICK,JAMES M. JR, ARNTSON,PAUL R, WALLACE,LYLE M.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21J15/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 15/00 Remachado. › Máquinas para remachar (elementos de calefacción eléctrica H05B).
- B23Q9/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › Dispositivos para el soporte o el guiado de aparatos o máquinas portátiles para el trabajo del metal (para el aterrajado de tubos B23B 41/08; especialmente concebidos para la perforación B23B 45/14).
- B25F1/00 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25F HERRAMIENTAS COMBINADAS O PARA TRABAJOS MULTIPLES NO PREVISTAS EN OTRO LUGAR; DETALLES O PARTES CONSTITUTIVAS DE HERRAMIENTAS PORTATILES CON MOTOR NO RELACIONADAS PARTICULARMENTE CON LAS OPERACIONES EFECTUADAS Y NO PREVISTAS EN OTRO LUGAR. › Herramientas manuales combinadas o de uso múltiple.
- B25H1/00 B25 […] › B25H UTILLAJE DE TALLER, p. ej. PARA EL TRAZADO DE LAS PIEZAS QUE VAN A SER TRABAJADAS; DISPOSICION DE LOS TALLERES. › Bancos; Estantes o soportes portátiles para disponer las herramientas portátiles o las piezas que van a ser trabajadas.
PDF original: ES-2400243_T3.pdf
Fragmento de la descripción:
Métodos y aparatos para operaciones de fabricación.
CAMPO DE LA INVENCIÓN La presente exposición está relacionada con lo métodos y aparatos para las operaciones de fabricación mejoradas, y más específicamente, con los métodos y los aparatos para la ejecución de operaciones de fabricación asistidas de contrapeso, sistemas de soporte de fuerzas en oposición, sistemas de bastidor de eje neutro, sistemas de detección de posición sin contacto, y operaciones de fabricación servocontroladas.
ANTECEDENTES DE LA INVENCIÓN La fabricación de grandes estructuras puede involucrar la ejecución de grandes números de operaciones de fabricación, tales como el taladrado de un gran número de agujeros en los componentes de la estructura. Las estructuras convencionales que requieren un gran número de operaciones de taladrado incluyen, por ejemplo, a los aviones, misiles, barcos, vagones de trenes, edificios de planchas de metal, y otras estructuras similares. En particular, los procesos de fabricación de aviones convencionales incluyen típicamente el taladrado de un gran numero de secciones de alas del avión para permitir que estas secciones puedan fijarse entre si y con el bastidor con fijaciones (por ejemplo, mediante remaches) . Otros tipos de operaciones de fabricación que pueden estar involucradas en la construcción de estructuras incluyen el remachado, cortado, soldadura, chorro de arena, y demás operaciones de inspección.
Tales dispositivos son conocidos a través de los documentos EP0917920A2 y US5051044A1.
Se han desarrollado una amplia variedad de dispositivos para facilitar las operaciones de taladrado que incluyen el taladrado de un gran número de agujeros. Por ejemplo, la patente de los EE.UU. numero 4850763 emitida por Jack y otros, expone un sistema de taladrado que incluye un par de raíles fijados temporalmente al fuselaje de un avión. Un carro de soporte se encuentra acoplado en forma deslizable a los raíles y soporta un conjunto de taladrado. Una plantilla fijada al fuselaje del avión proporciona un índice de los puntos de localización de los agujeros que tienen que formarse en el fuselaje del avión. Conforme el carro se desplaza a lo largo de los raíles, un mecanismo de bloqueo (o disparador) interactúa con la plantilla para posicionar con seguridad el carro para una operación subsiguiente de taladrado.
Aunque se han conseguido unos resultados deseables utilizando los sistemas de taladrado de la técnica anterior, se han observado algunos inconvenientes. Los conjuntos de taladrado que se han utilizado convencionalmente para tales operaciones pesan típicamente en torno a veinte libras, y pueden ser relativamente voluminosos y complicados de manipular. Estos atributos pueden conducir a la fatiga del operario, y pueden reducir la eficiencia del proceso de fabricación. Además de ello, el peso y el volumen del conjunto de taladrado puede provocar que el conjunto de soporte de los raíles y del carro provoquen una flecha, doblez, etc., dependiendo de la orientación de la sección del fuselaje que estén bajo el trabajo, lo cual puede dar lugar a imprecisiones o desalineamientos de los agujeros resultantes.
Además de ello, el rendimiento de los conjuntos de taladrado de la técnica anterior puede reducirse al operar en estructuras relativamente más ligeras y más flexibles. En tales casos, el empuje del taladro puede llegar a ser demasiado alto y puede provocar un doblez no deseable o una deflexión estructural de la pieza de trabajo, lo cual puede a su vez resultar en una calidad reducida del agujero. Así mismo, en tales estructuras ligeras, las fuerzas aplicadas por el sistema de taladrado en la estructura pueden requerir un control cuidado para evitar un sobreesfuerzo contra la estructura. Esto puede ralentizar la operación de la fabricación y reducir la producción.
Además de ello, la capacidad de la posición precisa de una herramienta de fabricación sobre una pieza de trabajo, puede estar comprometida cuando la estructura está siendo contorneada. Esto es particularmente cierto cuando la estructura es de tipo contorneado simple en múltiples planos de curvatura. Debido a que la precisión de la posición puede reducirse, las operaciones de fabricación en tales estructuras puede requerir unos retardos incrementados debido a la necesidad de una verificación incrementada y al ajuste de la posición de la herramienta de trabajo, y puede requerir también unas reparaciones adicionales y el re-trabajado de la pieza de trabajo debido a las faltas de precisión en las operaciones de fabricación.
Los conjuntos de fabricación de la técnica anterior necesitan típicamente el estar orientados cuidadosamente en la pieza de trabajo para ejecutar las operaciones de fabricación, para asegurar que las operaciones de fabricación se ejecuten en los puntos apropiados. La orientación de los conjuntos de la técnica anterior en la pieza de trabajo pueden requerir contactos físicos entre el carro de soporte o bien otras porciones del conjunto, y uno o más puntos de contacto sobre la pieza de trabajo. Tales contactos físicos pueden estar sujetos a la degradación, especialmente a través del uso repetido, y puede impactar en forma adversa también en la calidad de algunos tipos de las superficies de la pieza de trabajo.
Además de ello, los conjuntos de fabricación de la técnica anterior incluyen típicamente un controlador que está posicionado remotamente desde el carro que soporta un conjunto de herramientas sobre la pieza de trabajo, tal como se expone por ejemplo, en la patente de los EE.UU. número 6550129 B1 emitida por Buttrick, y la patente de los EE.UU., numero 6073326 emitida por Banks y otros. En tales sistemas, las señales de control para controlar el movimiento del carro de soporte y para controlar las operaciones de fabricación utilizando el conjunto de herramientas se transmiten por medio de un sistema de cables de control que se extienden entre el controlador situado remotamente y los componentes del carro de soporte y el conjunto de herramientas. Aunque se han conseguido resultados deseables utilizando tales conjuntos de fabricación, la extensión del movimiento del carro de soporte y la operación del conjunto de herramientas puede estar limitada por las longitudes de los cables de control
o por la movilidad del controlador dentro de los confines del entorno de fabricación.
Además de ello, las herramientas de fabricación de la técnica anterior pueden ser pesadas en forma no deseable, particularmente las herramientas accionadas neumáticamente y otros conjuntos ensamblados a partir de componentes convencionales que tengan armazones individuales y rodamientos de soporte. Al menos algunas herramientas accionadas NEUMÁTICAMENTE convencionales no proporcionan un control preciso para poder ejecutar las operaciones de fabricación. Tales conjuntos de taladrado neumático, por ejemplo, no permiten un control preciso de la velocidad de avance del taladro o de la velocidad rotacional.
Por las razones anteriores, existe una necesidad no satisfecha de un aparato mejorado y de los métodos para la ejecución de las operaciones de fabricación.
SUMARIO DE LA INVENCIÓN La presente invención está dirigida a los métodos y aparatos para las operaciones mejoradas de fabricación. En una realización, un aparato para soportar una herramienta con respecto a la superficie de una pieza de trabajo incluye una base adaptada a la pieza de trabajo, un soporte de herramienta acoplada a la base, y un dispositivo de presión acoplado tanto a la base como el soporte de la herramienta. El soporte de la herramienta es desplazable con respecto a la base a lo largo de un eje de traslación, y el dispositivo de presión que es variable a lo largo de un eje de presión que está situado al menos parcialmente a lo largo del eje de traslación, y en donde el dispositivo de presión incluye un accionador neumático, un motor, o bien un motor de par constante. El dispositivo de presión está adaptado para al menos parcialmente contrapesar una fuerza (por ejemplo una fuerza gravitacional) ejercida sobre el soporte de la herramienta a lo largo del eje de traslación. Tal como se describe en su totalidad más adelante, un aparato de acuerdo con la presente invención puede reducir ventajosamente la eficiencia y la precisión de las operaciones de fabricación ejecutadas con la herramienta de trabajo.
En otro dispositivo, un aparato para soportar una herramienta de fabricación con respecto a una pieza de trabajo incluye un conjunto de pistas adaptado a la pieza de trabajo, y un carro movible acoplado al conjunto de la pista. El carro incluye un soporte de la herramienta adaptado para recibir y soportar una herramienta de fabricación. El conjunto de soporte de fuerzas opuestas... [Seguir leyendo]
Reivindicaciones:
1. Un aparato (100) para soportar una herramienta (160) con respecto a una superficie de una pieza de trabajo (102) , en donde el aparato (100) comprende:
una base (122) adaptada para su fijación a la pieza de trabajo (102) ; un soporte de herramientas (134) acoplado a la base y movible a lo largo de un eje de traslación con respecto a la pieza de trabajo (102) ; y un dispositivo de presión (136) acoplado operativamente al menos a la base (122) y al soporte de herramientas (134) , caracterizado porque el dispositivo de presión (136) está adaptado al menos para contrapesar parcialmente una fuerza ejercida sobre el soporte de las herramientas (134) a lo largo del eje de traslación, en donde el dispositivo de presión (136) incluye un accionador neumático, un motor o bien un motor de par constante.
2. El aparato de la reivindicación 1 que incluye una herramienta de fabricación (160) acoplada al soporte de las herramientas (134) y adaptada para ser acoplable con la superficie de la pieza de trabajo (102) para ejecutar la operación de fabricación sobre la superficie de la pieza de trabajo (102) .
3. El aparato de la reivindicación 1 ó 2, en donde el eje de traslación tiene al menos un componente que es perpendicular a una normal local a la superficie de la pieza de trabajo (102) .
4. El aparato de la reivindicación 1 ó 2, en donde el soporte de la herramienta (134) está acoplado en forma deslizable a la base (122) a lo largo de un rail de guía (132) .
5. El aparato de la reivindicación 1 ó 2 en donde el soporte de las herramientas (134) es movible en la primera y segunda direcciones a lo largo del eje de traslación.
6. El aparato de la reivindicación 1 ó 2, en donde el dispositivo de presión (136) es controlable en la dirección de la presión a lo largo del eje de presión.
7. El aparato de la reivindicación 1 ó 2, en donde la base (122) incluye:
al menos un miembro de rail alargado (132) acoplable a la superficie de la pieza de trabajo (102) ; y un conjunto de carro (120; 220) acoplado en forma movible al menos a un miembro del rail (132) , en donde el soporte de herramientas (134) está acoplado al conjunto del carro (120) .
8. El aparato de la reivindicación 9, en donde la dirección de traslación es al menos parcialmente transversal al menos a un miembro del rail alargado (132) .
9. El aparato de la reivindicación 2, en donde la herramienta de fabricación (160) incluye un taladro (162) y en donde la operación de fabricación incluye una operación de taladrado.
10. El aparato de la reivindicación 1, en donde el dispositivo de presión (136) comprende un conjunto (460) de soporte de fuerzas opuestas , que incluye un pasador roscado adaptado para el acoplamiento roscado (403) en la pieza de trabajo (402) .
11. El aparato de la reivindicación 1, en donde el dispositivo de presión (136) comprende un conjunto (460) de soporte de fuerzas opuestas, que incluye:
un primer miembro (422) acoplado en forma movible a un carro (420) y siendo movible a lo largo de un primer eje; un primer actuador (476) acoplado al primer miembro (422) y al carro (420) y adaptado para mover el primer miembro (422) a lo largo del primer eje; un segundo miembro (424) acoplado en forma movible al primer miembro (422) y movible a lo largo de un segundo eje orientado ortogonalmente con respecto al primer eje; un segundo actuador (466) acoplado al segundo miembro (424) y al primer miembro (422) y adaptado para mover el segundo miembro (424) a lo largo del segundo eje; y un dispositivo de seguridad acoplado al segundo miembro (424) y adaptado para estar fijado a la pieza de trabajo (402) .
12. El aparato de la reivindicación 11, en donde el dispositivo de seguridad está acoplado al segundo miembro
(424) por un tercer actuador (478) , en donde el tercer actuador está adaptado para mover el dispositivo de seguridad a lo largo de un tercer eje orientado ortogonalmente al primer y segundo ejes, y en donde el segundo eje es aproximadamente paralelo con el eje de traslación del carro (420) , y en donde el primer eje está adaptado para que sea aproximadamente paralelo con el eje longitudinal de la herramienta de trabajo.
13. El aparato de la reivindicación 12, en donde el primer miembro (422) está acoplado en forma movible a un par de miembros alargados en el carro (420) , en donde los miembros alargados están adaptados para que sean aproximadamente paralelos con un eje longitudinal de la herramienta de fabricación (450) .
14. El aparato de la reivindicación 12, en donde el segundo miembro (424) está acoplado en forma movible a un par de miembros alargados en el primer miembro (422) , en donde los miembros alargados están adaptados para que sean aproximadamente paralelos con el eje de traslación del carro (420) .
15. El aparato de la reivindicación 1, que además comprende un conjunto de pistas (410) que incluye al menos un 10 rail (480) , y en donde el carro (130; 420) está acoplado en forma arrollable en el rail (480) .
Patentes similares o relacionadas:
Método para la configuración del mandril de una remachadora para elementos de remache ciegos y remachadora, del 27 de Mayo de 2020, de HONSEL Distribution GmbH & Co: Método para la configuración de una remachadora manual , accionada por un accionamiento eléctrico , para la colocación de elementos de remache ciegos , presentando la […]
Pinzas de mecanizado, del 20 de Noviembre de 2019, de SCHMIDT, HEIKO: Pinzas de mecanizado para el mecanizado y/o procesamiento de piezas de trabajo con elevadas fuerzas de mecanizado (F) que comprende un cuerpo de las pinzas con un primer […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]
Métodos y aparatos para operaciones de fabricación, del 22 de Mayo de 2019, de THE BOEING COMPANY: Un aparato para realizar una operación de fabricación de una pieza de trabajo, comprendiendo el aparato: un conjunto de oruga adaptado […]
Cabeza remachadora con retenedor de remaches, del 3 de Julio de 2017, de LIZARRAGA GONZALEZ, Jon Aingeru: 1. Cabeza de remachadora con retenedor de remaches, caracterizada por presentar una bola que en posición de reposo ocupa el orificio […]
Herramienta de instalación de elementos de fijación con manguitos concéntricos internos, del 4 de Enero de 2017, de Arconic Inc: Una herramienta para la instalación de un elementos de fijación, que comprende: - un conjunto de cilindro que incluye una carcasa que tiene un extremo […]
Métodos y aparatos para operaciones de fabricación, del 21 de Diciembre de 2016, de THE BOEING COMPANY: Un aparato para realizar una operación de fabricación sobre una pieza de trabajo, comprendiendo el aparato: un miembro de base; una plataforma […]
Métodos y aparatos para operaciones de fabricación, del 14 de Diciembre de 2016, de THE BOEING COMPANY: Un aparato para soportar una herramienta de fabricación con relación a una pieza de trabajo, comprendiendo el aparato […]