Método de unión de una ventana a un vehículo y la carrocería de vehículo relacionada.
Método de unión de una ventana a un vehículo, teniendo la carrocería del vehículo al menos una abertura paraventana que comprende una pestaña de soldadura de contacto (AS) donde los paneles de la carrocería se sueldanentre sí,
en el que la unión se realiza en el borde interior de la ventana, caracterizado por que comprende:
- una etapa en la que un marco de montaje (RPC) se cuela en una sola pieza, de manera que la abertura paraalojar la ventana sigue la forma del borde del cristal,
- una etapa en la que dicho marco de montaje (RPC) se ajusta y suelda a dicha carrocería (CAR) a lo largo dedos líneas perimetrales, comprendiendo una línea dicha pestaña de soldadura de contacto (AS), estando la otralínea sobre dicha carrocería, hacia fuera de dicha abertura para alojar la ventana, de manera que dicho bordeinterno de la ventana está orientado hacia una parte de dicho marco de montaje (RPC), rodeando la otra partedel marco de montaje (RPC) la ventana por fuera del perímetro de la ventana,
- una etapa en la que se aplica una línea de cola (COL) sobre dicho marco de montaje (RPC) en una posiciónmás atrás respecto a la pestaña de soldadura de contacto (AS), hacia el perímetro de la ventana y alrededor dela pestaña de soldadura de contacto (AS).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04106460.
Solicitante: IVECO S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA PUGLIA 35 10156 TORINO ITALIA.
Inventor/es: GIOVINE,MAURO, LAMBERT,BRUNO, ARMIGLIATO,MARCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B60J10/02
- B62D25/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › Subconjuntos de carrocería; Elementos o detalles de ellos no previstos en otro lugar.
PDF original: ES-2400559_T3.pdf
Fragmento de la descripción:
Método de unión de una ventana a un vehículo y la carrocería de vehículo relacionada [0001] Esta invención se refiere a un método de unión de una ventana a una carrocería de vehículo, y a la carrocería de vehículo relativa para aplicar el método.
En sistemas convencionales la ventana se une a la pestaña de soldadura de contacto donde los paneles de la carrocería se sueldan entre sí en correspondencia con la abertura para el parabrisas en la carrocería de vehículo.
Puesto que los adhesivos que se usan generalmente pueden dañarse por exposición a los rayos ultravioleta del sol, lo que podría dar como resultado desunión, debe aplicarse un recubrimiento opaco, que normalmente es negro, al perímetro del cristal para enmascarar el adhesivo, de manera que nunca quede expuesto a los rayos del sol, incluso después de haberse aplicado y secado.
El recubrimiento opaco debe ser más ancho que la línea de adhesivo y debe extenderse más allá de esta, para ocultar el adhesivo incluso de los rayos oblicuos del sol. Puede extenderse hacia el interior tanto como 30 mm desde el borde del cristal, lo que dará como resultado que el área de visión del conductor se reduzca.
Adicionalmente, la superficie de la pestaña de soldadura de contacto a la que se aplica el adhesivo no es uniforme, con depresiones e irregularidades correspondientes a los puntos de soldadura. Esto reduce la fuerza de unión del adhesivo, que también varía en espesor, dadas tales deformaciones.
El documento JP 59 092215 A desvela un método de unión de una ventana a la carrocería de un vehículo,
en el que la unión se realiza en el borde interno de la ventana, mediante una línea de cola aplicada en un caballete cercano a la pestaña de soldadura de contacto sobre la superficie perimetral de la abertura de la carrocería que aloja la ventana.
El documento JP61 282117 A desvela un método de unión de una ventana a la carrocería de un vehículo en el que la unión se realiza mediante una línea de cola aplicada sobre la pestaña de soldadura de contacto, con un espaciador interno intermedio, que permanece oculto detrás del borde de la ventana.
El fin de esta invención es superar todos los inconvenientes descritos anteriormente con un método de unión de una ventana a un vehículo, y la carrocería de vehículo relativa para aplicar tal procedimiento, como se describe más completamente en las reivindicaciones, que son una parte integral de esta descripción.
La invención está caracterizada por un método de unión de una ventana a la carrocería de un vehículo como se describe en la reivindicación 1 y por una carrocería de vehículo como se describe en la reivindicación 5.
En los siguientes párrafos, el término “ventana” se refiere a cualquier tipo de cristal para vehículos incluyendo parabrisas y similares.
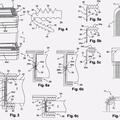
Los fines y ventajas de esta invención quedarán claros a partir de la siguiente descripción detallada de una realización preferida y los dibujos adjuntos, que son meramente ilustrativos y no limitantes, en los que:
-la figura 1 muestra un método de unión de cristal convencional; -la figura 2 muestra una vista de montaje de la parte de la carrocería a la que se une una ventana de acuerdo con esta invención; -las figuras 3, 4 y 5 muestran vistas ampliadas de las secciones transversales 1-1, 2-2, 3-3 de la figura 2.
En los dibujos se usan los mismos números y letras de referencia para identificar los mismos elementos.
La Figura 1 ilustra una sección transversal del borde de la carrocería CAR y una pestaña de soldadura de contacto AS donde los paneles de la carrocería se sueldan entre sí en correspondencia con la abertura para la 55 ventana VE en la carrocería. De acuerdo con el procedimiento de unión convencional, COL indica una línea de cola en la pestaña de soldadura de contacto AS. SER indica una sección transversal de un recubrimiento opaco negro que cubre la línea de cola en la ventana VE. Como se muestra en el dibujo, el recubrimiento opaco SER se extiende hacia dentro, hacia el centro del cristal, más allá de la pestaña, reduciendo de esta manera el área de visión total.
Por lo tanto, de acuerdo con esta invención, en lugar de aplicarlo a lo largo de la pestaña de soldadura de contacto, el adhesivo se aplica más atrás, en un rebaje obtenido a lo largo del borde de la superficie perimetral de la carrocería del vehículo, aumentando de esta manera la superficie perimetral del parabrisas, de manera que el área de unión es lisa, uniforme y sin puntos de soldadura.
Adicionalmente, moviendo la línea de cola hacia atrás, el recubrimiento opaco se mueve también hacia atrás respecto a la pestaña perimetral, eliminando de esta manera los problemas en relación con la reducción del
área de visión, en tanto que el recubrimiento opaco del cristal no se extiende más allá del borde de la pestaña.
El ejemplo de una realización preferida de esta invención que se describe a continuación con referencia a las figuras 2, 3, 4 y 5 se refiere a un parabrisas en un vehículo comercial, pero el proceso de unión de acuerdo con 5 esta invención puede aplicarse claramente a cualquier ventana en cualquier tipo de vehículo.
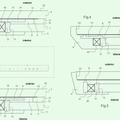
En la figura 2 CAR indica la parte de la carrocería del vehículo que comprende la abertura para parabrisas LV; AS indica la pestaña de soldadura de contacto alrededor de la abertura para parabrisas y COL indica la línea de cola.
Las figuras 3, 4 y 5 son vistas ampliadas de las secciones transversales 1-1 (borde superior) , 2-2 (borde inferior) y 3-3 (pilar lateral) respectivas de la abertura para parabrisas mostrada en la figura 2. Las figuras ilustran una sección transversal del borde de la carrocería CAR, y la pestaña de soldadura de contacto AS, donde los paneles de la carrocería se sueldan entre sí alrededor de la abertura para la ventana VE.
De acuerdo con otro aspecto de la invención, un marco de montaje RPC se suelda a la carrocería CAR a lo largo de las dos líneas perimetrales, una de las cuales consiste en la pestaña de soldadura de contacto AS. La línea de cola COL ya no está más sobre la pestaña de soldadura de contacto, sino más atrás en un rebaje RI obtenido en el marco de montaje RPC en el borde de la superficie perimetral de la carrocería, de manera que el parabrisas se lleva hacia delante y se hace ligeramente mayor.
El marco de montaje RPC está colado en una sola pieza, de manera que la abertura que aloja la ventana sigue la forma del borde del cristal, y el área de unión es lisa, uniforme y sin puntos de soldadura.
La aplicación del marco de montaje RPC constituye un elemento de esta invención. Sin un marco de montaje de una sola pieza, el cristal tendría que ajustarse directamente a la carrocería alrededor del parabrisas. Tal carrocería normalmente consiste en cuatro partes, en concreto el borde inferior, el borde superior y dos pilares laterales. La superficie en las juntas entre tales cuatro partes sería discontinua, con depresiones o protuberancias peligrosas que impedirían la unión correcta del cristal en tales puntos. En este caso se requeriría un número de procesos adicionales y un tanto complejos para crear el nivel de superficie.
De acuerdo con los puntos específicos en los que el marco de montaje de una sola pieza se ajusta a la carrocería, tal marco de montaje puede ser parte de la estructura real de la carrocería, como se muestra en la figura 4, en correspondencia con el borde inferior de la abertura para el parabrisas, donde no hay una sección correspondiente de la carrocería CAR detrás del marco RPC, o simplemente puede ajustarse encima de la estructura, como se muestra en las figuras 3 y 5 en correspondencia con el borde superior o los pilares laterales, donde hay una sección correspondiente de la carrocería CAR detrás del marco RPC. En cualquier caso, puesto que tal marco de montaje está colado en una sola pieza, garantiza el mejor tipo de superficie de unión. El marco puede estar fabricado del mismo material que la carrocería.
El ensamblaje consiste en aplicar en primer lugar el marco de montaje que está soldado a lo largo de dos líneas perimetrales. El parabrisas se ajusta después desde la parte delantera, usando el tipo de adhesivo que se usa para los procesos de unión convencionales.
La presente invención consigue un número de ventajas respecto a la técnica anterior.
Tales ventajas consisten en el hecho de que el área de unión es lisa, uniforme y sin puntos de soldadura, asegurando una resistencia de unión mejorada, una aplicación más uniforme y una reducción en los tiempos de secado del adhesivo.
Adicionalmente,... [Seguir leyendo]
Reivindicaciones:
1. Método de unión de una ventana a un vehículo, teniendo la carrocería del vehículo al menos una abertura para ventana que comprende una pestaña de soldadura de contacto (AS) donde los paneles de la carrocería se sueldan 5 entre sí, en el que la unión se realiza en el borde interior de la ventana, caracterizado por que comprende:
-una etapa en la que un marco de montaje (RPC) se cuela en una sola pieza, de manera que la abertura para alojar la ventana sigue la forma del borde del cristal, -una etapa en la que dicho marco de montaje (RPC) se ajusta y suelda a dicha carrocería (CAR) a lo largo de
dos líneas perimetrales, comprendiendo una línea dicha pestaña de soldadura de contacto (AS) , estando la otra línea sobre dicha carrocería, hacia fuera de dicha abertura para alojar la ventana, de manera que dicho borde interno de la ventana está orientado hacia una parte de dicho marco de montaje (RPC) , rodeando la otra parte del marco de montaje (RPC) la ventana por fuera del perímetro de la ventana, -una etapa en la que se aplica una línea de cola (COL) sobre dicho marco de montaje (RPC) en una posición más atrás respecto a la pestaña de soldadura de contacto (AS) , hacia el perímetro de la ventana y alrededor de la pestaña de soldadura de contacto (AS) .
2. Método de acuerdo con la reivindicación 1, caracterizado por que dicho marco de montaje (RPC) es una parte de la estructura de la carrocería o se aplica por encima de la estructura, o ambos. 20
3. Método de acuerdo con la reivindicación 1, caracterizado por que comprende una etapa adicional en la que se aplica un recubrimiento opaco (SER) alrededor del perímetro de la ventana, para cubrir dicha línea de cola (COL) , y de manera que el borde interno de dicho recubrimiento opaco no se extienda más allá de dicha pestaña de soldadura de contacto (AS) .
4. Carrocería de vehículo, con al menos una abertura para ventana que comprende una pestaña de soldadura de contacto (AS) donde los paneles de la carrocería se sueldan entre sí, en la que la unión se realiza en el borde interno de la ventana, caracterizada por que comprende:
-al menos un marco de montaje (RPC) colado en una sola pieza de manera que la abertura para alojar la ventana sigue la forma del borde del cristal, y que está soldado a dicha carrocería (CAR) a lo largo de dos líneas perimetrales, comprendiendo una línea dicha pestaña de soldadura de contacto (AS) , estando la otra línea sobre dicha carrocería, hacia fuera de dicha abertura para alojar la ventana, de manera que dicho borde interno de la ventana está orientado hacia una parte de dicho marco de montaje (RPC) , rodeando la otra parte del marco de montaje (RPC) la ventana por fuera del perímetro de la ventana, -una línea de cola (COL) aplicada sobre dicho marco de montaje en una posición más atrás de la pestaña de soldadura de contacto (AS) , hacia el perímetro de la ventana alrededor de la pestaña de soldadura de contacto (AS) .
5. Carrocería de vehículo de acuerdo con la reivindicación 4, caracterizada por que dicho marco de montaje (RPC) puede ser una parte de la estructura de la carrocería, o puede aplicarse por encima de la estructura, o ambos.
6. Carrocería de vehículo de acuerdo con la reivindicación 4, caracterizada por que comprende adicionalmente un recubrimiento opaco (SER) aplicado alrededor del perímetro del cristal, para cubrir dicha línea de cola (COL) y de 45 manera que el borde interno de dicho recubrimiento opaco no se extienda más allá de dicha pestaña de soldadura de contacto (AS) .
Patentes similares o relacionadas:
Acristalamiento que comprende un elemento de refuerzo y su procedimiento de fabricación, del 21 de Diciembre de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que incluye un elemento de vidrio dotado de un marco periférico, o de elementos periféricos, de material plástico sobremoldeado […]
Acristalamiento que comprende un elemento de refuerzo y su método de producción, del 10 de Agosto de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que incluye un elemento de vidrio dotado de un marco periférico, o de elementos periféricos, de material plástico sobremoldeado sobre […]
Elemento perfilado para unir un componente a una luna de vehículo fija, del 20 de Julio de 2016, de ELKAMET KUNSTSTOFFTECHNIK GMBH: Elemento perfilado para unir un componente a una luna de vehículo con un cuerpo perfilado que se puede fijar a una primera […]
Disposición de hermetización para lunas de vehículos, procedimiento para su construcción y su utilización, del 29 de Junio de 2016, de SAINT-GOBAIN GLASS FRANCE: Disposición de hermetización para lunas de vehículos con - una luna , - un ala de sujeción unido con la luna y - un cierre […]
Disposición de junta para lunas de vehículo, procedimiento para su producción y su uso, del 1 de Junio de 2016, de SAINT-GOBAIN GLASS FRANCE: Disposición de junta para una luna de vehículo, comprendiendo al menos: - un carril de sujeción con un canal de bloqueo , que está conformado por un carril de […]
 Acristalamiento equipado con medios de estanqueidad y su procedimiento de fabricación, del 6 de Abril de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que comprende un sustrato que presenta dos caras externas opuestas y un borde periférico que une las dos caras, así como medios […]
Acristalamiento equipado con medios de estanqueidad y su procedimiento de fabricación, del 6 de Abril de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que comprende un sustrato que presenta dos caras externas opuestas y un borde periférico que une las dos caras, así como medios […]
 Acristalamiento luminoso, del 30 de Diciembre de 2015, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento luminoso, que comprende
- una primera lámina de cristal mineral u orgánico, con una primera cara principal , una segunda cara principal […]
Acristalamiento luminoso, del 30 de Diciembre de 2015, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento luminoso, que comprende
- una primera lámina de cristal mineral u orgánico, con una primera cara principal , una segunda cara principal […]
Material laminado de capas múltiples, que tiene al menos una capa de vidrio, del 21 de Diciembre de 2015, de BASELL POLIOLEFINE ITALIA S.R.L.: Un material laminado de capas múltiples que comprende al menos una capa de vidrio y que tiene una mejor estabilidad térmica, donde dicho material laminado comprende una capa […]