MÉTODO DE PREVENCIÓN DE POROSIDAD EN PIEZAS DE MATERIAL COMPUESTO.
La invención divulga un método de prevención de porosidad en piezas (1) de material compuesto,
que se aplica cuando se realiza la etapa curado de la pieza (1) sobre un útil hembra (2). En la etapa de curado, se coloca un adhesivo (4) en al menos una de las zonas de los radios (5) de la pieza (1) de material compuesto, de manera que se evita la posible aparición posterior de porosidad en dichas zonas de la pieza (1) de material compuesto. Así el adhesivo (4) adquiere la temperatura de fluidificación antes que la resina del material compuesto y se desplaza rellenando unos huecos generados durante la colocación de la pieza (1) sobre el útil hembra (2), en la zona de los radios (5) de la pieza (1), durante el acoplamiento de entre la pieza (1) y el útil hembra (2).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201230623.
Solicitante: AIRBUS OPERATIONS, S.L.
Nacionalidad solicitante: España.
Inventor/es: NOGUEROLES VIÑES,PEDRO, CANO CEDIEL,JOSÉ DAVID.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29B15/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › B29B 15/00 Pretratamiento de la materia a trabajar no cubierto por los grupos B29B 7/00 - B29B 13/00. › de agentes de refuerzo o de cargas (aspectos químicos C08J, C08K).
Fragmento de la descripción:
Método de prevención de porosidad en piezas de material compuesto.
Objeto de la invención La presente invención se refiere a un sistema mediante el cual se reduce o elimina la porosidad en la zona de los radios en las piezas de material compuesto cuando el curado de dichas piezas se realiza sobre un útil hembra. La invención es de aplicación en el ámbito de la fabricación de piezas para la industria aeronáutica.
Problema técnico a resolver y antecedentes de la invención En la industria aeronáutica, cada vez está más extendido el uso de materiales compuestos en la fabricación de piezas empleadas en la construcción de aviones, que cumplen con los requisitos demandados por las piezas empleadas en la citada industria aeronáutica.
Uno de los procedimientos habituales de fabricación de dichas piezas parte de un material preimpregnado como materia prima y comprende tres pasos: un encintado, un conformado y un curado posterior.
En el último paso del procedimiento de fabricación, con la pieza ya conformada y consolidada, la citada pieza se emplaza sobre un útil hembra de curado, sobre el que se realiza el curado de la pieza.
El útil hembra de curado está formado por piezas que se denominan pisas, diferenciándose entre pisas exteriores que son las que adoptan la forma y dimensiones de la pieza conformada por la parte externa de la pieza y pisas interiores, que adoptan la forma y dimensiones de la pieza por la parte interna de la pieza conformada y por una pieza base.
El procedimiento de fabricación de piezas realizadas con material compuesto, en el que se incluye el curado en útil hembra presenta una serie de ventajas:
-superficie exterior con precisión geométrica del útil que permite un montaje posterior de la pieza más sencillo, al asegurar unas tolerancias muy ajustadas,
- se evita el empleo de telas de sacrificio que suponen un sobrecoste y requieren de un mecanizado posterior,
- evita la aparición de arrugas en la zona de los radios.
Sin embargo, este método presenta un problema que aparece en la zona de los radios de la pieza fabricada, y es la falta de compactación en esa zona.
Este problema aparece debido al deficiente acoplamiento entre la pieza, tal y como sale conformada del útil macho, y el útil hembra sobre el que se cura. Por este acoplamiento deficiente existen huecos entre la pieza conformada y el útil hembra de curado, y estos huecos generan un diferencial de presión negativo en la zona del radio, lo que conlleva la acumulación de volátiles en dicha zona durante el curado. La mencionada acumulación de volátiles en la zona del radio se manifiesta en la pieza ya curada como porosidad a lo largo del espesor de la pieza o incluso como porosidad en capa.
Actualmente, para evitar los mencionados problemas de porosidad se fabrican útiles complejos y de una cuantía económica muy elevada en los que se trata de elevar la presión en la zona de los radios.
La presente invención plantea un método sencillo, eficaz y de mínimo coste, con el que resolver el problema de la aparición de porosidad o delaminaciones locales en la zona de los radios de la pieza fabricada.
Descripción de la invención La presente invención divulga un método de prevención de la porosidad en piezas de material compuesto, que resuelve el problema de la porosidad y que aparecen en las zonas de los radios cuando el curado se realiza sobre un útil hembra.
La fabricación de una pieza de material compuesto, comprende una etapa de laminación, una etapa de conformado, y una etapa de curado, que puede realizarse sobre un útil hembra. En el curado sobre un útil hembra, debido a un acople irregular entre el útil hembra de curado y la pieza, se generan unos huecos en al menos una de las zonas de los radios de la pieza.
En el método objeto de la invención, previamente a someter a la pieza a la etapa de curado, se coloca un adhesivo en, al menos, una de las zonas de los radios de la pieza, que se fluidifica y se desplaza rellenando los huecos existentes entre la pieza y el útil hembra de curado.
En el método objeto de la invención el adhesivo se fija, bien a la pieza de material compuesto en la zona de los radios de la pieza, o bien se incorpora al útil hembra de curado en una zona del útil hembra de curado que se corresponde con En una realización alternativa del método objeto de la invención, entre la pieza de material compuesto y el adhesivo, se puede interponer una capa de un material pelable que se retira después de realizar el curado de la pieza, arrastrando consigo el adhesivo.
El adhesivo empleado en el método de prevención de porosidad en piezas de material compuesto se presenta en forma de película y tiene las siguientes características:
- en un estado inicial tiene características de fácil manejabilidad y colocación,
-la temperatura de fluidificación es menor que la temperatura de fluidificación de la resina del material compuesto, y
- alcanza el endurecimiento antes de que la resina del material compuesto alcance el curado.
Descripción de las figuras Para completar la descripción y con objeto de ayudar a una mejor comprensión de las características del dispositivo, se acompaña a esta memoria descriptiva un conjunto de figuras en dónde, con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
La figura 1 es una vista en perspectiva de la pieza colocada en el útil hembra empleado en el curado, en esta figura también aparecen representadas las pisas interiores, dicha vista incorpora un detalle de la zona de los radios de la pieza.
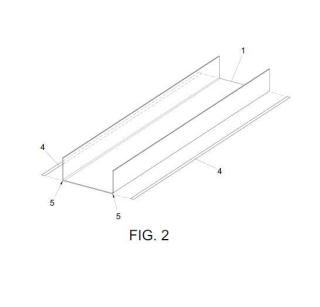
La figura 2 es una vista en perspectiva de la pieza conformada con dos franjas de adhesivo situadas separadas de la pieza a los dos lados, en dicha vista se señala la posición en la que se sitúa el adhesivo.
A continuación se proporciona una lista de los distintos elementos representados en las figuras que integran la invención:
1. pieza,
2. útil hembra,
3i. pisa interior,
3e. pisa exterior,
4. adhesivo,
5. zona de los radios.
Descripción detallada de la invención El objeto de la invención es un método mediante el cual se previene la porosidad que aparece en las piezas de material compuesto, en la zona de los radios (5) de las piezas (1) , cuando estas piezas (1) se someten, durante el procedimiento de fabricación, a un paso de curado sobre un útil hembra (2) .
El procedimiento de fabricación de piezas (1) de material compuesto que se emplea actualmente comprende:
- un primer paso de encintado;
- un segundo paso de conformado sobre un útil macho de conformado, y
-un último paso de curado, en el que la pieza (1) conformada es trasladada a un útil hembra (2) de curado y se somete a dicha pieza (1) conformada a un ciclo de calor y presión, a través del cual se consigue obtener, del material compuesto, las características finales de la pieza (1) fabricada.
El útil hembra (2) del curado está formado por partes que se denominan pisas, estas pisas reproducen la forma y dimensiones de la pieza (1) final que se quiere obtener. Se diferencian dos tipos de pisas, según se coloquen por el exterior de la pieza (1) , pisas exteriores (3e) que reproducen la geometría exterior de la pieza (1) , o se coloquen por el interior de la pieza (1) , pisas interiores (3i) , que reproducen la forma interior de la citada pieza (1) .
Para realizar el curado, primero se configura la geometría exterior de la pieza (1) que se quiere obtener mediante la unión de diferentes pisas exteriores (3e) , a continuación se acopla la pieza (1) sobre las citadas pisas exteriores (3e) , y posteriormente se colocan las pisas interiores (3i) por el interior de la pieza (1) reproduciendo la geometría interior de la pieza (1) . Sobre este útil hembra (2) de curado se somete a la pieza (1) a, al menos, un ciclo de presión y temperatura que confiere a la pieza (1) su geometría final.
La experiencia demuestra que en el acoplamiento de la pieza (1) sobre las pisas exteriores (3e) del útil hembra (2) de curado se generan unos pequeños huecos (no representados en las figuras) en la zona de los radios (5) de la pieza (1) debido a que el acoplamiento entre pieza (1) y útil hembra (2) es irregular.
En el método de prevención de la porosidad objeto de la invención, previamente a someter a la pieza (1) al ciclo de La oquedad existente entre el útil de curado y la pieza es una zona de baja presión en la que tenderán a concentrarse todos los volátiles existentes en el laminado durante el proceso de curado. Para evitarlo, el adhesivo fluye con anterioridad al proceso de consolidación de la resina rellenando...
Reivindicaciones:
La invención no debe verse limitada a la realización particular descrita en este documento. Expertos en la materia pueden desarrollar otras realizaciones a la vista de la descripción aquí realizada. En consecuencia, el alcance de la invención se define por las siguientes reivindicaciones.
1. Método de prevención de porosidad en piezas (1) de material compuesto, en el que la pieza (1) de material compuesto pasa por:
-una etapa de encintado,
- una etapa de conformado, y
- una etapa de curado sobre un útil hembra (2) , se caracteriza por que, previamente a someter a la pieza (1) a la etapa de curado, se coloca un adhesivo (4) en al menos una de las zonas de los radios (5) de la pieza (1) de material compuesto, tal que el adhesivo (4) durante la etapa de curado rellena unos huecos que se generan por un acople irregular entre la pieza (1) y el útil hembra (2) de curado en, al menos, una de las zonas de los radios (5) de la pieza (1) .
2. Método de prevención de porosidad en piezas (1) de material compuesto, según la reivindicación 1, caracterizado por que el adhesivo (4) se incorpora al útil hembra (2) de curado en una zona del útil hembra (2) de curado que se corresponde con la zona de los radios (5) de la pieza (1) de material compuesto, cuando la pieza (1) de material compuesto está sobre el útil hembra (2) de curado.
3. Método de prevención de porosidad en piezas (1) de material compuesto, según una cualquiera de las reivindicaciones anteriores, caracterizado por que el adhesivo (4) se presenta en forma de película.
4. Método de prevención de porosidad en piezas (1) de material compuesto, según cualquiera de las reivindicaciones anteriores caracterizado por que entre el adhesivo (4) y la pieza (1) de material compuesto se interpone una capa de un material pelable, que se retira después de realizar el curado de la pieza (1) de material compuesto arrastrando, en la retirada de la capa de material pelable, el adhesivo (4) .
5. Método de prevención de porosidad en piezas (1) de material compuesto, según cualquiera de las reivindicaciones anteriores caracterizado por que el adhesivo (4) :
- en un estado inicial tiene características de fácil manejabilidad y colocación,
-la temperatura de fluidificación es menor que la temperatura de fluidificación de la resina del material compuesto, y
- alcanza el endurecimiento antes de que la resina del material compuesto alcance el curado.
Patentes similares o relacionadas:
Material de compuesto reforzado con fibra, del 6 de Mayo de 2020, de KABUSHIKI KAISHA TOYOTA JIDOSHOKKI: Un material de compuesto reforzado con fibra construido al impregnar una capa de paquete de fibras laminada formada al laminar una pluralidad de capas […]
Procedimiento para producir un producto moldeado por inyección, producto moldeado por inyección correspondiente y uso de fibras de cáscara de girasol especialmente preparadas como aditivo, del 20 de Noviembre de 2019, de SPC Sunflower Plastic Compound GmbH: Procedimiento para producir un producto moldeado por inyección que comprende las siguientes etapas: (a) procesamiento de cáscaras de […]
Material de base preimpregnado, material de base laminado, procedimiento para producir material de base preimpregnado y proceso para producir plástico reforzado con fibra, del 10 de Abril de 2019, de TORAY INDUSTRIES, INC.: Material de base preimpregnado (P) que comprende numerosas fibras de refuerzo (F) dispuestas esencialmente en una dirección y una resina […]
Procedimiento para mejorar la adhesión entre un elemento de refuerzo y un material elastómero de la matriz, del 10 de Abril de 2019, de CONTINENTAL REIFEN DEUTSCHLAND GMBH: Procedimiento para mejorar la adhesión entre un elemento de refuerzo textil, especialmente un elemento de refuerzo que comprende fibras textiles o filamentos textiles […]
PROCESO DE ACONDICIONAMIENTO DE FIBRAS, INSTALACIÓN DE ACONDICIONAMIENTO DE FIBRAS Y CINTA DE FIBRA ACONDICIONADA OBTENIDA, del 25 de Enero de 2018, de TORRES MARTINEZ,MANUEL: Proceso de acondicionamiento de fibras, instalación de acondicionamiento de fibras y cinta de fibra acondicionada obtenida, en donde el proceso de acondicionamiento […]
PROCEDIMIENTO PARA LA OBTENCIÓN DE UNA BARBOTINA CERÁMICA PARA LA FABRICACIÓN DE HILOS PARA IMPRESIÓN 3D-FDM, BARBOTINA QUE SE OBTIENE E HILOS CERÁMICOS., del 9 de Noviembre de 2017, de UNIVERSIDAD DE CASTILLA-LA MANCHA: La presente invención es un procedimiento de obtención de una barbotina cerámica para la fabricación de hilos para impresión 3D-FDM que comprende añadir un polisacárido, […]
PROCEDIMIENTO PARA LA OBTENCIÓN DE UNA BARBOTINA CERÁMICA PARA LA FABRICACIÓN DE HILOS PARA IMPRESIÓN 3D-FDM, BARBOTINA QUE SE OBTIENE E HILOS CERÁMICOS, del 7 de Noviembre de 2017, de UNIVERSIDAD DE CASTILLA-LA MANCHA: La presente invención es un procedimiento de obtención de una barbotina cerámica para la fabricación de hilos para impresión 3D-FDM que comprende […]
 MATERIALES Y COMPUESTOS CELULÓSICOS Y LIGNOCELULÓSICOS TEXTURIZADOS Y COMPOSICIONES Y COMPUESTOS DE LOS MISMOS, del 7 de Abril de 2011, de XYLECO, INC.: Un método que comprende: Proporcionar un material fibroso texturizado que incluye fibras que comprende un material celulósico o lignocelulósico, teniendo […]
MATERIALES Y COMPUESTOS CELULÓSICOS Y LIGNOCELULÓSICOS TEXTURIZADOS Y COMPOSICIONES Y COMPUESTOS DE LOS MISMOS, del 7 de Abril de 2011, de XYLECO, INC.: Un método que comprende: Proporcionar un material fibroso texturizado que incluye fibras que comprende un material celulósico o lignocelulósico, teniendo […]