Procedimiento para la unión de una chapa exterior y de una chapa interior, en particular de una pieza de montaje de una carrocería de automóvil una carrocería de automóvil.
Procedimiento para la unión de una chapa exterior (5) y de una chapa interior (7) de una pieza de montaje,
enparticular de una pieza de montaje de una carrocería de automóvil, en el que la chapa exterior (5) presenta al menossobre una sección parcial de su borde circunferencial presenta un canto (6) dirigido en la dirección de la chapainterior (7), con el que se une la chapa interior (7) presionada contra el lado interior con su borde bajo la formaciónde una juntura de unión (9) a través de soldadura de haz o estañado de haz por medio de una cabeza de soldadurao cabeza de estañado (21), caracterizado porque la chapa interior (7) es retenida en la sección parcial de su bordecircundante, que se presiona contra el canto (6) de la chapa exterior (5), sin empotramiento sobre la chapa exterior(5) fijada por sujetadores (20) en un lecho y durante la unión se impide por medio de topes (19) posicionados en ellado exterior un movimiento fuera de la chapa exterior (5), de manera que los topes (19) liberan de acuerdo con elprogreso de la unión sucesivamente el camino para la cabeza de soldadura o la cabeza de estañado (21).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/054268.
Solicitante: ThyssenKrupp System Engineering GmbH.
Inventor/es: CORNELIUS, PETER, LUFT,AXEL, WEILAND,MIRKO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Soldadura por costuras.
- B23K33/00 B23K […] › Extremidades de piezas especialmente perfiladas para efectuar ensamblajes por soldadura sin fusión o por soldadura; Rellenado de las juntas continuas así formadas.
- B23K37/04 B23K […] › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › para sujetar o colocar las piezas.
PDF original: ES-2415157_T3.pdf
Fragmento de la descripción:
Procedimiento para la unión de una chapa exterior y de una chapa interior, en particular de una pieza de montaje de una carrocería de automóvil
La invención se refiere a un procedimiento para la unión de una chapa exterior y de una chapa interior de acuerdo con el preámbulo de la reivindicación 1 y a un dispositivo para la realización de este procedimiento de acuerdo con el preámbulo de la reivindicación 8. El documento DE 19538595 A1 publica un procedimiento de este tipo y un dispositivo de este tipo, respectivamente.
En un procedimiento conocido de este tipo (DE 103 17 552 B3) , la sección parcial unida se apoya con el canto de la chapa exterior en el lado visible de la pieza de montaje, en el caso de una puerta de automóvil en el lado opuesto al 10 lado de la bisagra de la puerta y en el lado asociado al umbral, mientras que en la zona restante no visible desde el exterior, los bordes de la chapa exterior y de la chapa interior se unen a solapa entre sí. En este procedimiento, la chapa exterior y la chapa interior solamente se empotran en la zona de los bordes que se solapan entre sí. En la práctica se ha mostrado ahora que en este tipo del procedimiento de unión se plantean problemas en la sección parcial del borde circundante, donde está previsto en canto. En el caso de soldadura con haz o de estañado con haz, la zona marginal de la chapa interior retenida normalmente por medio de ventosas elásticas se desplaza por retracción hacia fuera en virtud del calor introducido en este caso en las chapas. De esta manera no se puede conseguir con seguridad de proceso una unión perfecta en el lado visible de la pieza de montaje de la chapa interior y de la chapa exterior.
La invención tiene el cometido de desarrollar un procedimiento para la unión de una chapa exterior y de una chapa 20 interior, con el que se puede fabricar una costura de unión perfecta.
Este cometido se soluciona de acuerdo con la invención en un procedimiento del tipo mencionado al principio porque la chapa interior es retenida en la sección parcial de su borde circundante, que se presiona contra el canto de la chapa exterior, sin empotramiento sobre la chapa exterior fijada por sujetadores en un lecho y durante la unión se impide por medio de topes posicionados en el lado exterior un movimiento fuera de la chapa exterior, de manera que los topes liberan de acuerdo con el progreso de la unión sucesivamente el camino para la cabeza de soldadura o la cabeza de estañado.
En el procedimiento de unión de acuerdo con la invención se prescinde de un empotramiento de la chapa interior en la sección parcial con el canto. Sin embargo, se puede fabricar en un proceso seguro una costura de unión perfecta en posición exacta. La invención se basa en el reconocimiento de que a tal fin son suficientes topes unilaterales en el lado exterior de la chapa de unión, porque la chapa de unión, en virtud del calor de radiación introducido, solamente tiene la tendencia a moverse fuera de la chapa exterior.
Para mejorar adicionalmente la seguridad del proceso durante la unión, posicionando la chapa interior directamente en el lugar de una manera todavía más exacta, está previsto de acuerdo con una configuración de la invención, que la chapa interior sea retenida durante la unión por medio de soportes desprendibles dispuestos en una serie a lo largo de la juntura de unión y en su proximidad y que inciden en el lado exterior de la chapa interior. Estos soportes impiden también un movimiento de la chapa interior en la dirección de la chapa exterior, que es reducido, sin embargo, en comparación con la tendencia descrita de la chapa interior a moverse fuera de la chapa exterior.
La unión se puede realizar con la cabeza de soldadura o cabeza de estañado por secciones entre los topes y sujetadores. Pero, de acuerdo con la invención, se puede realizar una costura de unión continua con sujetadores y
topes posicionados cerca del lugar de unión sin problemas topes y/o sujetadores regulables de forma individual, posicionados en una serie a lo largo de la juntura de unión, puesto que los topes y/o sujetadores, que se encuentran en el camino de la cabeza de soldadura o cabeza de estañado liberan de acuerdo con el progreso de la unión sucesivamente el camino para la cabeza de soldadura o cabeza de estañado. De manera correspondiente, también los soportes deberían liberar el camino para la cabeza de soldadura y la cabeza de estañado.
Como se conoce en sí a partir del estado de la técnica indicada al principio, el borde de la chapa interior puede estar configurado de forma diferente. Con preferencia de manera similar a la chapa exterior, está canteada hacia dentro. Puesto que, en general, se trabaja con un material de soldadura o material de aportación, éste se puede introducir especialmente bien en la juntura de unión, aunque la chapa interior esté canteada hacia dentro en la zona de la sección de la unión.
La chapa interior es retenida normalmente en ventosas flexibles. Pero puede estar apoyada también sólo o también adicionalmente sobre elementos distanciadores, que están previstos sobre entre la chapa interior y la chapa exterior. Como elementos distanciadores son adecuados nervios en la chapa interior o cuerpos de inserción entre la chapa interior y la chapa exterior. Tales elementos distanciadores son superfluos especialmente cuando se emplean los soportes descritos.
La chapa exterior fijada en un lecho se puede fijar de diferentes maneras con los sujetadores. Pero es especialmente ventajoso que los sujetadores presionen sobre el canto del canteado, porque la chapa exterior está alineada entonces en el lugar de unión especialmente en posición exacta.
Un dispositivo para la realización del procedimiento descrito con un medio de fijación para la chapa exterior y con medios de retención para la chapa interior que debe mantenerse a distancia por encima y con su borde apoyado en el lado interior en el borde canteado de la chapa exterior, en el que sobre el lado de la chapa interior, que está alejado de la chapa exterior, a lo largo de la juntura de unión, que se forma por el borde canteado de la chapa exterior, están previstos unos sujetadores que presionan sobre el borde de la chapa exterior y unos topes para el borde de la chapa interior, en el que, respectivamente, están soportados un sujetador y un tope por un caballete común, y con una cabeza de soldadura o cabeza de estañado desplazable a lo largo de la juntura de unión, caracterizado porque el caballete es desplazable de acuerdo con el progreso de la unión desde su posición de funcionamiento en la pieza de montaje hasta una posición de aparcamiento, que libera el camino de desplazamiento para la cabeza de soldadura o cabeza de estañado, y porque la chapa interior es retenida sin empotramiento en la sección parcial de su borde circundante, que es presionada contra el canto de la chapa exterior.
Con preferencia, los topes son soportados por caballetes pivotables.
Cada soporte, que incide en el lado exterior de la chapa interior, de tipo mecánico, neumático o electromagnético, es activable con relación a su función de retención, de manera que se puede regular de acuerdo con el progreso de la unión desde su posición de funcionamiento en la chapa interior sin problemas hasta una posición de aparcamiento que libera el camino de desplazamiento para la cabeza de soldadura o cabeza de estañado. En particular, cada soporte puede estar soportado por el caballete común pivotable para uno de los topes y para uno de los sujetadores.
Puesto que durante la soldadura por haz y/o el estañado por haz, en particular con rayo láser, es importante que el rayo esté dirigido exactamente sobre la juntura de unión, se puede controlar la cabeza de soldadura o bien la cabeza de estañado. Cuando se utiliza material de aportación de soldadura, por ejemplo alambre de estañar o alambre de soldar, éste se puede utilizar como órgano de exploración para la posición de la juntura de unión. En función de este resultado de prueba se regula entonces la cabeza de soldadura o bien la cabeza de estañado. De esta manera, el alambre siempre al mismo tiempo como “sensor de localización de la costura”.
A continuación se explica en detalle la invención con la ayuda de un dibujo que representa un ejemplo de realización. En particular:
La figura 1 muestra una pieza de montaje como puerta de un automóvil de forma fragmentaria y en sección.
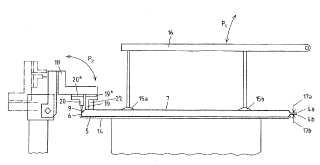
La figura 2 muestra un dispositivo para la unión de una chapa exterior y de una chapa interior de la pieza de montaje de una carrocería de automóvil de acuerdo con la figura 1 en representación esquemática y en la sección vertical en posición de funcionamiento... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la unión de una chapa exterior (5) y de una chapa interior (7) de una pieza de montaje, en particular de una pieza de montaje de una carrocería de automóvil, en el que la chapa exterior (5) presenta al menos sobre una sección parcial de su borde circunferencial presenta un canto (6) dirigido en la dirección de la chapa 5 interior (7) , con el que se une la chapa interior (7) presionada contra el lado interior con su borde bajo la formación de una juntura de unión (9) a través de soldadura de haz o estañado de haz por medio de una cabeza de soldadura
(5) fijada por sujetadores (20) en un lecho y durante la unión se impide por medio de topes (19) posicionados en el
lado exterior un movimiento fuera de la chapa exterior (5) , de manera que los topes (19) liberan de acuerdo con el progreso de la unión sucesivamente el camino para la cabeza de soldadura o la cabeza de estañado (21) .
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la chapa interior (7) es retenida por medio de soportes (22) desprendibles dispuestos en una serie a lo largo de la juntura de unión (9) y en su proximidad y que inciden en el lado exterior de la chapa interior (7) .
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque los soportes (22) liberan de acuerdo con el progreso de la unión sucesivamente el camino para la cabeza de soldadura o la cabeza de estañado (21) .
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque también la chapa interior
(7) está doblada en la zona de la sección de la unión en la dirección de la chapa exterior (5) .
5. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque la chapa interior (7) se 20 apoya sobre la chapa exterior (5) por medio de un elemento distanciador (12, 13) dispuesto entre la chapa exterior
(5) y la chapa interior (7) en la zona de la unión (9) .
6. Procedimiento de acuerdo con la reivindicación 5, caracterizado porque el elemento distanciador (12, 13) es un reborde (12) en la chapa interior (7) o un cuerpo de inserción (13) .
7. Procedimiento de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque con los sujetadores (20) 25 se presiona sobre el canto del canteado de la chapa exterior (5) .
8. Dispositivo para la realización del procedimiento de acuerdo con la reivindicación 1, con un medio de fijación (14) para la chapa exterior (5) y con medios de retención (15a, 15b) para la chapa interior (7) que debe mantenerse a distancia por encima y con su borde (8) apoyado en el lado interior en el borde canteado (6) de la chapa exterior (5) , en el que sobre el lado de la chapa interior (7) , que está alejado de la chapa exterior (5) , a lo largo de la juntura de 30 unión (9) , que se forma por el borde canteado (6) de la chapa exterior (5) y por el borde (8) adyacente de la chapa interior (7) , están previstos unos sujetadores (20) que presionan sobre el borde (6) de la chapa exterior (5) y unos topes (19) para el borde (8) de la chapa interior (7) , en el que, respectivamente, están soportados un sujetador (20) y un tope (19) , y con una cabeza de soldadura o cabeza de estañado (21) desplazable a lo largo de la juntura de unión (9) , caracterizado porque el sujetador (20) y el tope (19) están soportados por un caballete común (18) , porque el
caballete (18) es desplazable de acuerdo con el progreso de la unión desde su posición de funcionamiento en la pieza de montaje hasta una posición de aparcamiento, que libera el camino de desplazamiento para la cabeza de soldadura o cabeza de estañado (21) , y porque la chapa interior (7) es retenida sin empotramiento en la sección parcial de su borde circundante, que es presionada contra el canto (6) de la chapa exterior (5) .
9. Dispositivo de acuerdo con la reivindicación 8, caracterizado porque al menos los topes (19) son soportados por 40 caballetes pivotables (18) .
10. Dispositivo de acuerdo con la reivindicación 8 ó 9, caracterizado porque cada soporte (22) , que incide en el lado exterior de la chapa interior (7) , de tipo mecánico, neumático o electromagnético, es activable con relación a su función de retención.
11. Dispositivo de acuerdo con la reivindicación 10, caracterizado porque el soporte (22) es regulable de acuerdo 45 con el progreso de la unión desde su posición de funcionamiento en la chapa interior hasta una posición de aparcamiento que libera el camino de desplazamiento para la cabeza de soldadura o la cabeza de estañado (21) .
12. Dispositivo de acuerdo con la reivindicación 11, caracterizado porque cada soporte (22) está soportado por el caballete común (18) pivotables para uno de los topes (18) y uno de los sujetadores (20) .
Patentes similares o relacionadas:
Dispositivo de ensamblaje y procedimiento de ensamblaje, del 12 de Febrero de 2020, de VOLKSWAGEN AKTIENGESELLSCHAFT: Dispositivo de ensamblaje para el ensamblaje láser de por lo menos dos piezas (B1, B2), que presenta: un primer generador de radiación láser con una configuración de […]
Método para ensamblar dos componentes en el área de una zona de ensamblaje mediante al menos un rayo láser, y método para producir una costura de ensamblaje continua, del 4 de Diciembre de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Método para ensamblar dos componentes en el área de una zona de ensamblaje, que define las superficies libres que han de ser unidas de los dos componentes, […]
Procedimiento de ensamblaje por soldadura de una chapa de aluminio que tiene una abertura con una chapa de acero, del 6 de Junio de 2018, de PSA Automobiles SA: Procedimiento de ensamblaje de chapas de materiales diferentes, que comprende al menos una etapa de superposición de las chapas y una etapa de soldadura, presentando […]
Procedimiento y dispositivo para soldar estructuras de asiento así como asiento, del 22 de Marzo de 2017, de KUKA Industries GmbH: Procedimiento para la soldadura de estructuras de asiento de asientos , especialmente asientos de automóviles, soldándose una chapa de cubrición en forma de […]
Dispositivo para la unión de dos partes de pieza de trabajo con zonas de diferentes propiedades mediante una soldadura de irradiación láser y un homogeneizador, del 18 de Enero de 2017, de JENOPTIK AUTOMATISIERUNGSTECHNIK GMBH: Dispositivo para la unión de dos partes de pieza de trabajo en una pieza de trabajo mediante soldadura de irradiación, por cordones […]
Método de soldadura de una primera y una segunda pieza de trabajo metálica con pulverización en frío de una capa del material de modificación de la soldadura a una de las superficies, del 21 de Septiembre de 2016, de THE WELDING INSTITUTE: Un método de soldadura de unas primera y segunda piezas de trabajo metálicas delgadas , caracterizadas porque cada una de las primera y segunda piezas de trabajo […]
Procedimiento para procesar un sustrato que tiene dos capas superpuestas usando láser focalizado dentro del sustrato para soldar las capas, del 3 de Agosto de 2016, de Corelase OY (100.0%): Un procedimiento para procesar un sustrato modificando estructuralmente al menos parte de una zona de interfase definida por al menos dos capas superpuestas (28A, […]
Pistola de soldadura láser accionable manualmente, del 27 de Julio de 2016, de IPG Photonics Corporation: Una pistola de soldadura láser accionable manualmente para unir dos o más piezas de metal superpuestas, que comprende: una columna de soporte alargada […]