CIP-2021 : B21C 37/18 : de tubos cónicos.
CIP-2021 › B › B21 › B21C › B21C 37/00 › B21C 37/18[4] › de tubos cónicos.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA.
B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular.
B21C 37/18 · · · · de tubos cónicos.
CIP2021: Invenciones publicadas en esta sección.
Construcción de estructura cónica.
(23/10/2019). Solicitante/s: Keystone Tower Systems, Inc. Inventor/es: SMITH,ERIC D, TAKATA,ROSALIND K, SLOCUM,ALEXANDER H, NAYFEH,SAMIR A.
Método de formación de una estructura cónica, comprendiendo el método:
introducir materia prima en un dispositivo de curvado ; y hacer que la materia prima se junte con una parte predecesora de materia prima a lo largo de uno o más bordes adyacentes, caracterizado por que:
la introducción de materia prima se realiza de manera que cada punto (A) de la materia prima se someta a un movimiento de rotación en torno a una ubicación de punta (P) de la estructura cónica, es decir, cada punto (A) en la lámina de materia prima entrante está a una distancia constante de la ubicación de punta (P) de la estructura cónica según la materia prima es deformada por el dispositivo de curvado , de manera que el dispositivo de curvado no imparta una deformación en plano a la materia prima.
PDF original: ES-2765173_T3.pdf
Método de producir una cánula cónica o puntiaguda.
(08/10/2014) Un método de producir un dispositivo tubular, que comprende:
proporcionar una pieza de base tubular que tiene un paso axial que tiene un diámetro interior pre-estirado, y una parte externa que tiene un diámetro exterior;
calentar la pieza de base tubular en una primera ubicación de calentamiento para formar una sección reblandecida, separando la sección reblandecida una parte de pieza a mecanizar de la pieza de base tubular de una parte restante de la pieza de base tubular ;
estirar la parte de pieza a mecanizar lejos de la parte restante para alargar la sección reblandecida y separar la parte de la pieza a mecanizar de la parte restante para formar el dispositivo tubular, en que el estirado es realizado a un índice tal que el dispositivo tubular tiene un paso axial que tiene un diámetro interior…
Método para la producción de cánulas ahusadas o aguzadas.
(16/04/2014) Un método para producir una cánula en punta que comprende:
la provisión de un material de base tubular que tiene un pasaje axial;
el calentamiento del material de base tubular en una primera ubicación de calentamiento para formar una sección ablandada, separando la sección ablandada una porción de pieza de trabajo del material de base tubular de una porción remanente del material de base tubular ;
el calentamiento del material de base tubular en una segunda ubicación de calentamiento, estando la segunda ubicación de calentamiento desplazada de la primera ubicación de calentamiento a lo largo de una dirección longitudinal del material de base tubular …
Procedimiento y dispositivo para la fabricación de perfiles con sección transversal variable en la dirección longitudinal.
(06/11/2013) Procedimiento para la fabricación de perfiles con sección transversal variable en la dirección longitudinal, a partir de la preparación de una pletina, caracterizado por las etapas: transformación de la pletina a través de embutición profunda, de tal manera que a través de la embutición profunda se obtiene un perfil abierto en un lado con sección transversal variable en la dirección longitudinal y con dos pestañas que se distancian desde el perfil abierto en un lado; corte de las pestañas que se distancian desde el perfil abierto en un lado.
Perfil con sección transversal variable en la dirección longitudinal.
(03/07/2013) Perfil fabricado a partir de una pletina a través de embutición profunda, corte de pestañas y operaciones deflexión, con sección transversal cerrada y variable sobre la longitud con espesor de pared variable, en el que el perfilpresenta al menos una sección con un diámetro mayor, una cono de transición y una sección con undiámetro menor, en el que el perfil presenta una línea de costura de soldadura recta a lo largo de la al menos unasección con diámetro mayor, con cono de transición y con la sección con diámetro menor.
Procedimiento y dispositivo para la producción de un cuerpo hueco y cuerpo hueco.
(18/04/2013) Procedimiento para la producción de un cuerpo hueco de metal que presenta al menos una primera sección axial con una primera superficie de corte transversal y una segunda sección axial con una segundasuperficie de corte transversal y en el que ambas secciones axiales del cuerpo hueco están unidasentre sí a través de una transición de forma, que discurre esencialmente en un plano radial, es decir, através de una transición de forma que presenta una desviación de como máximo +/- 20º con respecto a laperpendicular a la dirección axial, en el que se produce un cuerpo de preforma a partir de una pletina,que presenta al menos una zona de transición,…
APARATO Y PROCEDIMIENTO PARA LA FABRICACION DE ARBOLES HUECOS.
(01/11/2005) Un procedimiento para la soldadura de un árbol ahusado hueco que tiene una junta abierta definida entre bordes longitudinales opuestos, comprendiendo el procedimiento: mover un árbol ahusado a lo largo de su eje longitudinal respecto a una pluralidad de rodillos que pueden rotar libremente de un modo sustancialmente simétrico alrededor de un eje fijo común, y cada uno de ellos inclinado con un ángulo agudo relativo a sus siguientes vecinos adyacentes en cada lado, estando dispuestos los ejes de rotación del rodillo mencionados en un plano perpendicular al eje fijo común mencionado, en el que cada uno del gran número de rodillos se puede mover por medio de presión hidráulica de modo radial respecto al eje fijo para aplicar fuerzas radiales dirigidas hacia el interior…
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO CON SEGMENTOS DE DIFERENTE CONFIGURACION DE SECCION TRANSVERSAL.
(16/05/2001). Solicitante/s: BENTELER AG. Inventor/es: STREUBEL, WOLFGANG, KLASFAUSEWEH, UDO DR..
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION CON TRAMOS DE DIFERENTE CONFIGURACION DE SECCION TRANSVERSAL. PARTIENDO DE ESTA DISPOSICION SE ASOCIA UNA MAQUINA CON UNA ZONA (11') BASICA RECTANGULAR, EN EL QUE SE DISPONE DE UN TRAMO DE CONFORMADO TRAPEZOIDAL Y UN TRAMO DE CONFORMADO RECTANGULAR. EN EL PASO SIGUIENTE SE ENROLLA LA PLETINA PARA LA FORMACION DE UN CUERPO CILINDRICO HUECO. CON ELLO RESULTA UNA CONFORMACION DE FORMA TUBULAR DE LA ZONA (11') BASICA Y UN CONFORMADO EN FORMA DE ESPIRAL DE LOS TRAMOS DE CONFORMACION. EN LA CONFORMACION FINAL SE ACTUA A TRAVES DE MEDIOS DE ACCION APROPIADOS SOBRE LOS TRAMOS DE CONFORMADO Y SE OBTIENE UNA GEOMETRIA DEFINITIVA DEL TUBO . EN LOS PROCESOS DE UNION QUE SIGUEN A CONTINUACION SE UNEN MEDIANTE TECNICA DE SOLDADURA LAS SECCIONES (17,17', 18,18', 19,19').
NUEVO PROCEDIMIENTO DE FABRICACION DE TUBOS CONICOS DE DIVERSAS SECCIONES EN MAQUINAS PERFILADORAS.
(16/02/1981). Solicitante/s: DE LA PEÑA AZNAR,JUAN MANUEL.
PROCEDIMIENTO PARA CORTAR EL FLEJE O BANDA A INTRODUCIR EN MAQUINAS PERFILADORAS CON CIZALLAS EN LA FABRICACION DE TUBOS CONICOS. UNA CIZALLA TRANVCERSAL PRODUCE CORTES TRANSVERSALES DE CORTA LONGUITUD DESDE LOS BORDES DEL FLEJE O BANDA HACIA EL INTERIOR. AL LLEGAR LOS CORTES TANSVERSALES AL FINAL DE LAS CIZALLAS LONGUITUDINALES, UN TOPE DE FIN DE CARRERA CIERRA UN CIRCUITO QUE PONE EN MOVIMIENTO LAS DOS CIZALLAS LONGUITUDINALES DE LA ZONA (D), QUE FORMAN UN ANGULO ADECUADO AL DESARROLLO DEL CONO, DEL PERFIL CONICO A OBTENER. LA CIRCULACION DEL FLEJE O BANDA SE REALIZA DE FORMA DISCONTINUA. UNOS RODILLOS DE EJE VERTICAL O BANDA SE REALIZA DE FORMA DISCONTINUA. UNOS RODILLOS DE EJE VERTICAL Y HORIZONTAL CONFORMAN LA SECCION RECTA DEL TUBO CONICO. UNA PRENSA MECANICA CIERRA LA GENERATRIZ ABIERTA HASTA QUE TOQUEN SUS DOS BORDES EN TODA SU LONGUITUD.
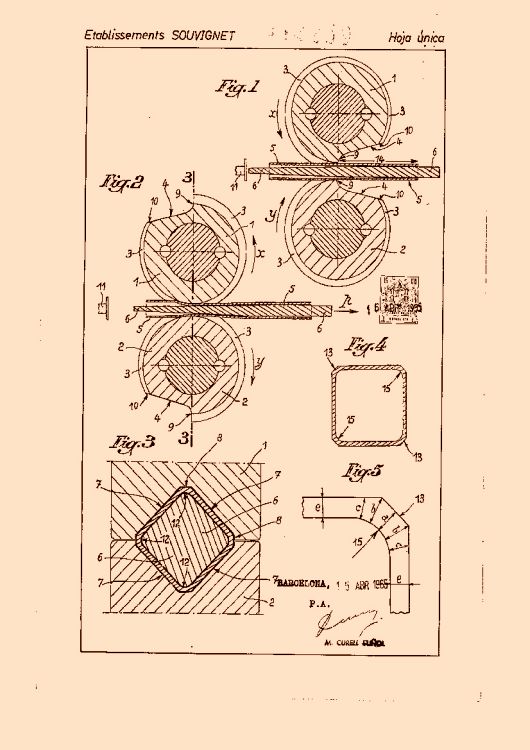
PROCEDIMIENTO PARA CONFIGURAR TUBOS METALICOS.
(16/12/1965). Ver ilustración. Solicitante/s: ETABLISSEMENTS SOUVIGNET.
Resumen no disponible.
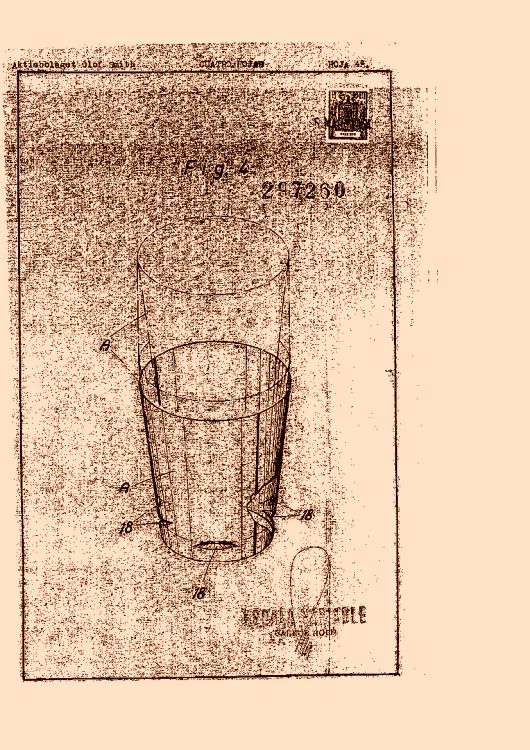
DISPOSICIÓN PARA LA FABRICACIÓN EN BRUTO PARA CAJAS DE CHAPA CON FORMA DE TRONCO DE CONO.
(16/05/1964). Ver ilustración. Solicitante/s: OLOF SMITH, AKTIEBOLAGET.
Resumen no disponible.
{kind=link}
{kind=link}