Procedimiento para la conformación final de un tampón.
Procedimiento para una etapa de conformación que completa un proceso para producir un tampón (1) que seproduce de un material absorbente,
en el que al menos una ranura (12, 13) se estampa sobre la superficieenvolvente comprimiendo de forma radial, preferentemente bajo influencia térmica, al menos una región del tampón(1) que se extiende a lo largo de una superficie envolvente del tampón (1), extendiéndose el 5 plano de ranura deforma sustancialmente normal a la extensión longitudinal del tampón,
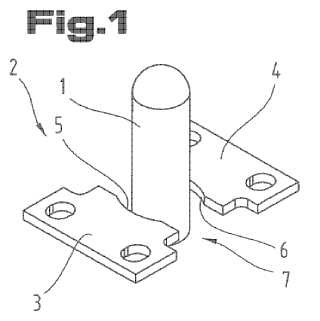
caracterizado porque una superficie envolvente del tampón (1) está abarcada por tramos por al menos un primermolde (2) de prensado con secciones (5, 6) de presión que pueden desplazarse en direcciones opuestas,configuradas cada una de forma cóncava y en su recorrido menos curvadas que la superficie envolvente del tampón,cuyas secciones de presión están dispuestas de tal modo que un prensado del tampón (1) por medio de lassecciones (9, 10) de presión da como resultado una forma de superficie convexa de una región prensada del tampón(1), y tal que dicha superficie envolvente se comprime por medio de un movimiento de cada una de las secciones (5,6) de presión hacia la otra, mediante lo cual una región comprimida después de la retirada de las secciones depresión presenta esencialmente un contorno que se corresponde con el recorrido del contorno de las secciones (5,6) de presión.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/003842.
Solicitante: RUGGLI PROJECTS AG.
Nacionalidad solicitante: Suiza.
Dirección: FRAUENTALSTRASSE 3 6332 HAGENDORN SUIZA.
Inventor/es: ROLLI,Kilian.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61F13/20 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Tampones, p. ej. tampones menstruales; Sus accesorios.
PDF original: ES-2429424_T3.pdf
Fragmento de la descripción:
Procedimiento para la conformación final de un tampón La invención se refiere a un procedimiento para una etapa de conformación que completa un proceso para producir un tampón de acuerdo con el preámbulo de la reivindicación 1.
Además, la invención se refiere a un aparato para una etapa de conformación que completa un proceso para producir un tampón de acuerdo con el preámbulo de la reivindicación 8.
Los tampones son productos sanitarios ampliamente conocidos que pueden producirse de tiras de algodón absorbente que se enrollan y posteriormente se comprimen en un aparato de prensado, debido al proceso de manufacturación que habitualmente da como resultado una forma básica cilíndrica circular del tampón. No obstante, se desea con frecuencia producir tampones que adicionalmente presenten un diseño especial, por ejemplo en la forma de unas secciones transversales diferentes en varias secciones. Un tampón de este tipo se conoce por ejemplo a partir del documento DE 212004000071 U1. Para evitar daños de la estructura de fibra del tampón, se requieren unos procedimientos relativamente complejos para producir un tampón de este tipo. Otro procedimiento para una etapa de conformación para producir un tampón se ha encontrado en el documento WO 2004/100847. En este procedimiento conocido, una compresa de tampón se coloca en un molde de cavidad dividida, al contorno de la cual ha de adaptarse el tampón terminado. Mediante aplicación de calor se consigue que la forma del tampón permanezca estable después de la retirada del molde.
Por lo tanto, el objetivo de la invención es producir tampones con unas secciones transversales diferentes sin dañar la estructura de fibra.
Usando un procedimiento de la forma que se describe al principio, este objetivo se logra, de acuerdo con la presente invención, mediante las características distintivas de la reivindicación 1.
Debido a un posible calentamiento del tampón antes de o durante la compresión, una conformación estable o duradera del tampón puede facilitarse de una forma sencilla. La expresión “conformación final” en el presente documento hace referencia al proceso final de conformación del proceso de producción. El procedimiento de acuerdo con la presente invención puede añadirse posteriormente después de un proceso de producción usual que se usa para producir un tampón. Debido a que el producto básico del procedimiento de acuerdo con la presente invención puede ser ventajosamente un tampón, ya “finalizado” usando un procedimiento usual de producción, el procedimiento de acuerdo con la presente invención puede combinarse fácilmente con cualquier procedimiento de producción para tampones y puede integrarse en procesos de producción ya existentes.
La expresión “plano de ranura” en el presente documento hace referencia a un plano en el que se sitúa una curva bidimensional que se extiende a lo largo de la dirección longitudinal de la ranura y que describe la forma de la periferia de la ranura. Esta curva puede ser un círculo, una elipse o puede tener una forma poligonal o cualquier otra.
En este caso, se prevé de acuerdo con la presente invención que una superficie envolvente del tampón esté abarcada en su sección por al menos un primer molde de prensado con unas secciones de presión que pueden desplazarse en direcciones opuestas y realizándose cada una de forma cóncava. En su recorrido, dichas secciones de presión se curvan menos que la superficie envolvente del tampón y éstas se disponen de una forma tal que un prensado del tampón por medio de las secciones de presión da como resultado una forma de superficie convexa de la región prensada del tampón, y tal que dicha superficie envolvente se comprime por medio de un movimiento de cada una de las secciones de presión hacia la otra. Después de la retirada de las secciones de presión, una región comprimida presenta esencialmente un contorno que se corresponde con el recorrido del contorno de las secciones de presión.
La ventaja de este enfoque es que el espacio limitado por las secciones de presión, cuando el molde de prensado se encuentra en un estado cerrado, tiene una longitud más grande y una anchura más pequeña que el diámetro de un tampón que va a comprimirse antes de su compresión. De la forma que acaba de describirse, una compresión del tampón puede efectuarse fácilmente y la elección adecuada de los radios de curvatura de las secciones de presión o la curvatura adecuada de las secciones de presión garantiza que la superficie no se dañará o que no se cortará a través de fibras del tampón.
De acuerdo con un desarrollo ventajoso de la invención, se prevé que una sección del tampón que se ha comprimido previamente por medio del primer molde de prensado está abarcada y se conforma de nuevo por medio de al menos un segundo molde de prensado con unas secciones de presión que pueden desplazarse en direcciones opuestas y realizándose cada una de forma cóncava, que se disponen de una forma tal que un prensado del tampón por medio de las secciones de presión da como resultado una forma de superficie convexa de la sección comprimida del tampón y las secciones de presión del segundo molde de prensado se curvan más que las secciones de presión del primer molde de prensado que se usa previamente, si bien se curvan menos que las secciones previamente comprimidas del tampón que está orientado hacia las mismas. Debido al prensado secuencial del tampón con unos moldes de prensado que proporcionan diferentes curvaturas o tamaños, la forma final deseada puede conseguirse de una forma sencilla. Por medio de la primera compresión y conformación, el tampón puede ponerse de una forma
que puede mecanizarse usando un segundo molde de prensado más pequeño sin dañar la superficie del tampón o sus fibras.
Pueden producirse unas compresiones circunferenciales de cualquier recorrido estampando una ranura que se extiende de acuerdo con la primera forma de curva sobre la superficie envolvente del tampón comprimiendo el tampón usando el primer molde de prensado, y estampando una ranura que se extiende de acuerdo con la segunda forma de curva comprimiendo el tampón usando el segundo molde de prensado. En esta conexión, ha resultado ser ventajoso que la ranura que se extiende de acuerdo con la primera forma de curva y/o la ranura que se extiende de acuerdo con la segunda forma de curva sea (n) de lazo cerrado en la dirección circunferencial de la superficie envolvente.
Con el fin de producir una compresión circular con un diámetro más pequeño que el diámetro del tampón, en una primera etapa puede estamparse una primera ranura que se extiende de forma oval en la dirección circunferencial alrededor de la superficie envolvente usando el molde de prensado, mediante lo cual, en una etapa adicional la ranura que se extiende de forma oval se conforma de nuevo para ser una ranura que se extiende de forma esencialmente circular presionando con el molde de prensado adicional.
Una variante preferente de la invención es que el tampón se comprime y se conforma de nuevo cuando éste ya está envuelto en una cubierta protectora. Mediante esta forma de realización de la invención, los problemas que surgen del empaquetado de un tampón de forma compleja se evitan fácilmente debido a que la conformación se efectúa después del empaquetado del tampón.
El objetivo anteriormente mencionado puede también lograrse usando un aparato que se menciona al principio, que se realiza de acuerdo con la parte caracterizadora de la reivindicación 8.
De acuerdo con la invención, el aparato comprende al menos un molde de prensado con unas secciones de presión que pueden desplazarse en direcciones opuestas y realizándose cada una de forma cóncava, y las secciones de presión, cuando el molde de prensado se encuentra en un estado cerrado, limitan un espacio de compresión y se disponen de una forma tal que un prensado del tampón por medio de las secciones de presión da como resultado una forma de superficie convexa de la región prensada del tampón.
La dirección de inserción del tampón en el interior del molde de prensado puede discurrir esencialmente en paralelo a un plano de prensa, mediante lo cual cada sección de presión puede conformarse de acuerdo con la conformación requerida de la región que va a comprimirse.
Con el fin de introducir la temperatura necesaria durante el proceso de conformación en el tampón, al menos un molde de prensado se puede calentar. Alternativamente, también el propio tampón puede calentarse anteriormente.
De acuerdo con una variante de la invención, que entre otras se distingue por un ensamblaje sencillo, el molde de prensado puede... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para una etapa de conformación que completa un proceso para producir un tampón (1) que se produce de un material absorbente, en el que al menos una ranura (12, 13) se estampa sobre la superficie envolvente comprimiendo de forma radial, preferentemente bajo influencia térmica, al menos una región del tampón (1) que se extiende a lo largo de una superficie envolvente del tampón (1) , extendiéndose el plano de ranura de forma sustancialmente normal a la extensión longitudinal del tampón, caracterizado porque una superficie envolvente del tampón (1) está abarcada por tramos por al menos un primer molde (2) de prensado con secciones (5, 6) de presión que pueden desplazarse en direcciones opuestas, configuradas cada una de forma cóncava y en su recorrido menos curvadas que la superficie envolvente del tampón, cuyas secciones de presión están dispuestas de tal modo que un prensado del tampón (1) por medio de las secciones (9, 10) de presión da como resultado una forma de superficie convexa de una región prensada del tampón (1) , y tal que dicha superficie envolvente se comprime por medio de un movimiento de cada una de las secciones (5, 6) de presión hacia la otra, mediante lo cual una región comprimida después de la retirada de las secciones de presión presenta esencialmente un contorno que se corresponde con el recorrido del contorno de las secciones (5, 6) de presión.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la región limitada por las secciones (5, 6) de presión en un estado cerrado del molde (2) de prensado tiene una longitud más grande y una anchura más pequeña que un diámetro del tampón (1) que va a comprimirse antes de su compresión.
3. Procedimiento de acuerdo con la reivindicación 1 o 2, caracterizado porque una región del tampón (1) que se ha comprimido previamente por medio del primer molde (2) de prensado está abarcada y se conforma de nuevo por medio de al menos un segundo molde (8) de prensado con unas secciones (9, 10) de presión que pueden desplazarse en direcciones opuestas y realizándose cada una de forma cóncava, que se disponen de una forma tal que un prensado del tampón (1) por medio de las secciones de presión (9, 10) da como resultado una forma de superficie convexa de la sección comprimida del tampón (1) , mediante lo cual las secciones (9, 10) de presión del segundo molde (8) de prensado se curvan más que las secciones (5, 6) de presión del primer molde (2) de prensado que se usa previamente, si bien se curvan menos que las secciones de la región previamente comprimida del tampón (1) , que están orientadas al mismo.
4. Procedimiento de acuerdo con la reivindicación 3, caracterizado porque comprimiendo el tampón (1) usando el primer molde (2) de prensado se estampa una ranura (12) que se extiende de acuerdo con una primera forma de curva sobre la superficie envolvente del tampón (1) y comprimiendo el tampón (1) usando el segundo molde (8) de prensado se estampa otra ranura (13) que se extiende de acuerdo con una segunda forma de curva.
5. Procedimiento de acuerdo con la reivindicación 4, caracterizado porque la ranura (12) que se extiende de acuerdo con la primera forma de curva y/o la ranura (13) que se extiende de acuerdo con la segunda forma de curva es/son de lazo cerrado en la dirección circunferencial de la superficie envolvente.
6. Procedimiento de acuerdo con la reivindicación 5, caracterizado porque en una primera etapa, usando el primer molde (2) de prensado se estampa una primera ranura (12) que se extiende de forma oval en la dirección circunferencial alrededor de la superficie envolvente, mediante lo cual en una etapa adicional la ranura (12) que se extiende se conforma para ser una ranura (13) que se extiende de forma esencialmente circular presionando con el segundo molde de prensado.
7. Procedimiento de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque el tampón (1) ya está envuelto en una cubierta protectora cuando se comprime y se conforma de nuevo.
8. Aparato para una etapa de conformación que completa un proceso para producir un tampón (1) que se produce de un material absorbente, estando configurado el aparato para comprimir al menos parcialmente en dirección radial, preferentemente bajo influencia térmica, mediante la aplicación de presión al menos una región que se extiende a lo largo de una superficie envolvente del tampón (1) y para estampar una ranura (12, 13) con un plano de ranura que se extiende sustancialmente de forma normal al eje longitudinal del tampón (1) , caracterizado porque el aparato presenta al menos un molde (2) de prensado con unas secciones (5, 6) de presión que pueden moverse esencialmente en direcciones opuestas y realizándose cada una de forma cóncava, mediante lo cual las secciones (9, 10) de presión en un estado cerrado del molde (2) de prensado limitan una región de compresión y se disponen de una forma tal que un prensado del tampón (1) por medio de las secciones (9, 10) de presión da como resultado una forma de superficie convexa de la región prensada del tampón (1) .
9. Aparato de acuerdo con la reivindicación 8, caracterizado porque la dirección de inserción del tampón (1) en el interior del molde (2) de prensado es esencialmente paralela al plano de prensado.
10. Aparato de acuerdo con una de las reivindicaciones 8 o 9, caracterizado porque cada sección (5, 6, 9, 10) de presión se conforma de acuerdo con la conformación que va a obtenerse de la región que va a comprimirse.
11. Aparato de acuerdo con una de las reivindicaciones 8 a 10, caracterizado porque al menos un molde (2, 8) de prensado puede calentarse.
12. Aparato de acuerdo con las reivindicaciones 8 a 11, caracterizado porque al menos un molde (2, 8) de prensado presenta al menos dos mordazas (3, 4, 15, 16) de compresión con forma de placa, mediante lo cual unas secciones de las secciones de borde de las mordazas (3, 4, 15, 16) de compresión que están cada una orientada hacia la otra se diseñan para ser secciones (5, 6, 9, 10) de presión.
13. Aparato de acuerdo con una de las reivindicaciones 8 a 12, caracterizado porque presenta al menos dos moldes (2, 8) de prensado realizándose cada uno de acuerdo con una de las reivindicaciones 10 a 14, curvándose las secciones (9, 10) de presión del segundo molde (8) de prensado más que las secciones (5, 6) de presión del primer molde (2) de prensado.
Patentes similares o relacionadas:
TAMPÓN HIGIÉNICO, del 4 de Mayo de 2020, de VENDREL VILA, Ramón: 1. Tampón higiénico, comprendiendo un cuerpo de forma general cilíndrica provisto de un extremo anterior redondeado en el sentido introducción […]
Producto higiénico, del 22 de Abril de 2020, de Calla Lily Personal Care Ltd: Un producto higiénico para una vagina humana, que comprende un tapón absorbente que se usa internamente y una almohadilla absorbente que se usa externamente […]
Dispositivo de administración de drogas, del 4 de Marzo de 2020, de Calla Lily Personal Care Ltd: Un dispositivo para la inserción en una cavidad humana o animal, el dispositivo comprende un tapón que puede ser portado internamente […]
Sondas ureterales y vesicales, del 12 de Febrero de 2020, de Strataca Systems Limited: Una sonda ureteral , que comprende: una luz de drenaje que comprende una parte proximal y una parte distal configuradas para situarse […]
Procedimiento para la fabricación de un tampón, del 12 de Febrero de 2020, de RUGGLI PROJECTS AG: Procedimiento para la fabricación de un tampón , que comprende las siguientes etapas: i) posicionar una tira de un material no tejido sobre […]
APLICADOR DE TAMPONES, del 30 de Enero de 2020, de FONT CASELLES, Ramón: Aplicador de tampones; que comprende un tubo de inserción vaginal destinado a contener un tampón (T) a aplicar, y un émbolo montado coaxialmente […]
TAMPÓN CON APLICADOR, del 19 de Marzo de 2019, de FONT CASELLES, Ramón: 1. Tampón con aplicador, de uso femenino; que comprende: - un tampón de material absorbente y, - un dispositivo aplicador que comprende: - un cuerpo […]
Compresa quirúrgica compuesta de tejido no tejido y red de polímero textil, del 11 de Marzo de 2019, de Bastos Viegas S.A: Compresa quirúrgica que comprende en su constitución, a) dos o más capas externas de tejido no tejido; b) una capa interna de red […]