PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE UN TAMPÓN.
Procedimiento para la fabricación de un tampón en el que se prensan en una prensa para tampones con unas mordazas de prensado móviles en dirección radial unos tramos en forma de banda de una pieza bruta cilíndrica de un material absorbente,
hasta formar una pieza preformada bruta, que vista en sección se compone de un núcleo central del tampón y de unos nervios longitudinales que desde el núcleo del tampón se extienden en dirección radial hacia el exterior, y que están separados entre sí mediante ranuras longitudinales, caracterizado porque la fuerza para mover cada mordaza de prensado (2) se transmite a la respectiva mordaza de prensado (2) a través de un elemento de transmisión de la presión (9) articulado respecto a la mordaza de prensado (2), y porque la dirección (R) de la transmisión de la fuerza tiene en un momento del proceso de prensado igual dirección que el movimiento de la mordaza de prensado (2)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E02022405.
Solicitante: RUGGLI PROJECTS AG.
Nacionalidad solicitante: Suiza.
Dirección: FRAUENTALSTRASSE 3 6332 HAGENDORN SUIZA.
Inventor/es: ROLLI,Kilian, Kälin,Christoph.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Octubre de 2002.
Clasificación Internacional de Patentes:
- A61F13/20M2
- B30B7/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 7/00 Prensas caracterizadas por una disposición particular de los órganos de presión. › en las que el prensado se hace simultáneamente o sucesivamente en diferentes direcciones.
Clasificación PCT:
- A61F13/20 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Tampones, p. ej. tampones menstruales; Sus accesorios.
Clasificación antigua:
- A61F13/20 A61F 13/00 […] › Tampones, p. ej. tampones menstruales; Sus accesorios.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2361732_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para la fabricación de un tampón, en el que en una prensa para tampones con unas mordazas de prensado desplazables en dirección radial se prensan unos trozos en forma de banda de una pieza bruta cilíndrica de un material absorbente para formar una pieza preformada bruta, que vista en sección se compone de un núcleo central del tampón y de unos nervios longitudinales que se extienden en dirección radial hacia el exterior desde el núcleo del tampón y que están separados entre sí por unas ranuras longitudinales.
La invención se refiere además a un dispositivo para la fabricación deseada de un tampón, con una prensa para tampones a base de unas mordazas de prensado dispuestas distribuidas por el perímetro de una pieza bruta de tampón que se trata de prensar, desplazables hacia delante y hacia atrás y dotadas de unas aristas de prensado que sobresalen.
Los tampones están compuestos por lo general de un vellón de fibra que primeramente se enrolla para formar una pieza bruta de tampón y a continuación se prensa para obtener la forma definitiva del tampón. Los requisitos que debe cumplir un tampón son principalmente una elevada rigidez de forma y alta capacidad absorbente. Mientras que la rigidez de forma depende de la resistencia al pandeo conseguida por la magnitud de compactación del vellón de fibra al prensarlo, la capacidad absorbente está determinada por la velocidad de succión y capacidad de absorción provocada por el tampón. Estas últimas se pueden conseguir en gran medida si el vellón de fibras presenta un alto grado de capilaridad y por lo tanto se compone de una estructura de fibras blanda, escasamente compactada.
Para la producción de esta clase de tampones se conoce por el documento EP 0 639 363 A2 una prensa para tampones en la que las herramientas de prensado están dispuestas cada una en el extremo interior de una palanca de prensado que se puede girar entre dos posiciones extremas. Las palancas de prensado distribuidas uniformemente alrededor del perímetro van apoyadas en sus extremos exteriores cada una por medio de una palanca de acoplamiento en un anillo, mientras que un apoyo articulado intermedio de las distintas palancas de prensado tiene lugar en un anillo de ajuste, que al mismo tiempo se ocupa del accionamiento de la prensa para tampones. Si bien con esta prensa para tampones se pueden fabricar buenos tampones de alta calidad, sin embargo la potencia de accionamiento para accionar las mordazas de prensado que se mueven hacia adelante y hacia atrás en dirección radial es relativamente alta, lo que a la larga puede conducir además a un elevado desgaste de las partes móviles de la prensa para tampones.
La invención tiene por lo tanto como objetivo perfeccionar un procedimiento y un dispositivo para el prensado del tampón, en el sentido de que, sin emplear una potencia de accionamiento superior en comparación con el estado de la técnica, se pueda conseguir una fuerza de prensado superior que actúe sobre la pieza bruta del tampón.
Este objetivo se resuelve con un procedimiento que presenta las características citadas inicialmente por el hecho de que la fuerza para mover cada mordaza de prensado se transmite a la respectiva mordaza de prensado a través de un elemento de transmisión de la presión articulado respecto a la mordaza de prensado y porque la dirección de transmisión de la fuerza tiene en un momento del proceso de prensado la misma dirección que el movimiento de la mordaza de prensado.
Se ha comprobado que mediante un procedimiento de prensado de tampones que presente estas características se pueden ejercer unas fuerzas de presión altas sobre la pieza bruta del tampón, empleando al mismo tiempo una potencia de accionamiento relativamente reducida. La trayectoria de la fuerza dentro de la prensa para tampones empleada está cerrada sobre sí misma, siendo suficiente una potencia de accionamiento relativamente reducida para cerrar la prensa de tampones.
Para resolver el problema planteado se propone también un dispositivo que además de las características del dispositivo citadas inicialmente, está caracterizada porque las mordazas de prensado se encuentran en conexión articulada con uno de los extremos de un elemento de transmisión de la presión, cuyo otro extremo está en comunicación con un accionamiento, y porque en una posición de avance de la respectiva mordaza de prensado la dirección de transmisión de la fuerza del elemento transmisor de la presión está orientada en la misma dirección del movimiento de la mordaza de prensado.
Unas realizaciones del procedimiento conforme a la invención y del dispositivo conforme a la invención se describen en las reivindicaciones subordinadas.
El procedimiento conforme a la invención se lleva a cabo preferentemente mediante una prensa para tampones en la que las distintas mordazas de prensado están situadas cada una en el extremo de una palanca de prensado con apoyo articulado. Para ello se propone en una realización preferente que los trozos en forma de banda se prensen por medio del giro de las palancas de prensado unidas a las mordazas de prensado y unidas de forma articulada con el elemento de transmisión de la presión, siendo invariable el emplazamiento de todas las articulaciones entre sí y porque en el momento citado del proceso de prensado la dirección de la transmisión de la fuerza es transversal a la línea de unión imaginaria entre la articulación y la mordaza de prensado. La fuerza para el giro de la palanca de prensado se transmite preferentemente a la palanca de prensado en un lugar de la palanca de prensado situado entre su articulación y su mordaza de prensado.
En una realización preferente del procedimiento conforme a la invención se propone por ejemplo que para el avance máximo de las mordazas de prensado la transmisión de la fuerza tenga una orientación radial sobre la pieza preformada bruta. Para una potencia de accionamiento predeterminada de la prensa para tampones se consigue de este modo la fuerza de prensado máxima en aquel momento en el que también es máxima la compactación de la pieza bruta del tampón y con ello de las fuerzas de deformación.
En otra realización del procedimiento conforme a la invención se propone que los ejes de giro para el apoyo articulado de las palancas de prensado sean fijos. De este modo se provoca que durante el proceso de prensado las palancas de prensado realicen un movimiento puro de giro, sin que se produzca ningún movimiento lateral de la palanca de prensado. De este modo, las fuerzas de prensado que actúan sobre la pieza bruta del tampón se pueden controlar mejor de lo que sucede por ejemplo en la prensa para tampones según el documento EP 0 639 363 A2.
El accionamiento de todas las mordazas de prensado tiene lugar preferentemente mediante el giro de un elemento de accionamiento común alrededor de un eje de giro que coincide con el eje geométrico de la pieza preformada bruta.
De acuerdo con una realización preferente del dispositivo conforme a la invención, el lugar de la articulación que une la palanca de prensado con el elemento de transmisión de la presión se puede ajustar en la dirección longitudinal de la palanca de prensado. De este modo se abre la posibilidad de tener en cuenta mediante las correspondientes modificaciones en la geometría de los distintos componentes, diferentes calidades de material y eventuales diferencias de peso de las piezas brutas de tampón que se transforman, al adaptar correspondientemente las fuerzas de prensado conseguidas. Por este motivo se puede emplear una misma prensa para tampones, con ligeras modificaciones, para la transformación de diferentes tampones, lo que como resultado da lugar a unas posibilidades de empleo muy universales del dispositivo conforme a la invención.
Unos detalles y otras ventajas del objeto de la invención se deducen de la siguiente descripción de un ejemplo de realización preferente. Los dibujos muestran en particular:
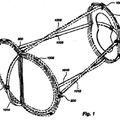
la figura 1, una vista esquemática de un dispositivo para prensar un tampón mediante herramientas de prensado, en una posición totalmente abierta;
la figura 2, una vista esquemática del dispositivo según la figura 1, en una posición de parada ligeramente cerrada;
la figura 3, una vista esquemática del dispositivo según la figura 1, en la posición de prensado cerrada al máximo;
la figura 4, una vista esquemática según la figura 1, en una posición de liberación siguiente al proceso de prensado;... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un tampón en el que se prensan en una prensa para tampones con unas mordazas de prensado móviles en dirección radial unos tramos en forma de banda de una pieza bruta cilíndrica de un material absorbente, hasta formar una pieza preformada bruta, que vista en sección se compone de un núcleo central del tampón y de unos nervios longitudinales que desde el núcleo del tampón se extienden en dirección radial hacia el exterior, y que están separados entre sí mediante ranuras longitudinales,
caracterizado porque
la fuerza para mover cada mordaza de prensado (2) se transmite a la respectiva mordaza de prensado (2) a través de un elemento de transmisión de la presión (9) articulado respecto a la mordaza de prensado (2), y porque la dirección (R) de la transmisión de la fuerza tiene en un momento del proceso de prensado igual dirección que el movimiento de la mordaza de prensado (2)
2. Procedimiento según la reivindicación 2,
caracterizado porque
los tramos en forma de banda se prensan debido al giro alrededor de unas articulaciones (5) de unas palancas de prensado (4) dotadas de las mordazas de prensado (2) y unidas de modo articulado con el elemento de transmisión de la presión (9), siendo el emplazamiento de todas las articulaciones (5) invariable entre sí, y porque en el citado momento del proceso de prensado la dirección (R) de la transmisión de la fuerza es transversal a la línea de comunicación imaginaria (15) entre la articulación (5) y la mordaza de prensado (2).
3. Procedimiento según la reivindicación 2,
caracterizado porque
la fuerza para el giro de la palanca de prensado (4) se transmite a la palanca de prensado en un lugar de la palanca de prensado situado entre su articulación (5) y su mordaza de prensado (2).
4. Procedimiento según una de las reivindicaciones anteriores,
caracterizado porque
para el avance máximo de las mordazas de prensado, la transmisión de la fuerza (dirección R) tiene una orientación radial sobre la pieza preformada bruta (1).
5. Procedimiento según una de las reivindicaciones 2 a 4,
caracterizado porque
los ejes de giro (5) para el apoyo articulado de las palancas de prensado (4), son fijos.
6. Procedimiento según una de las reivindicaciones 1 a 5,
caracterizado porque
el accionamiento de todas las mordazas de prensado (2) tiene lugar mediante el giro de un elemento de accionamiento común (11) alrededor de un eje de giro (12) que coincide con el eje geométrico de la pieza preformada bruta (1).
7. Dispositivo para la fabricación de un tampón con una prensa para tampones a base de unas mordazas de prensado (2) dispuestas distribuidas alrededor del perímetro de una pieza bruta de tampón que se trata de prensar, desplazables hacia adelante y hacia atrás y dotadas de unas aristas de prensado que sobresalen,
caracterizado porque
las mordazas de prensado (2) se encuentran en comunicación articulada con un extremo de un elemento de transmisión de la presión (9), cuyo otro extremo está en comunicación con un accionamiento, y porque en una posición de avance de la respectiva mordaza de prensado (2), la dirección de transmisión de la fuerza (R) del elemento de transmisión de la presión (9) tiene la misma orientación que el movimiento de la mordaza de prensado (2).
8. Dispositivo según la reivindicación 7,
caracterizado porque
las mordazas de prensado (2) están situadas cada una en el extremo de una palanca de prensado (4) que se puede girar alrededor de un eje de giro (5), siendo invariable entre sí la posición de todos los ejes de giro (5) de las palancas de prensado, y porque en una determinada posición de giro de la palanca de prensado (4) la dirección de transmisión de la fuerza (R) del elemento de transmisión de la presión (9) se extiende en dirección transversal a la línea de unión imaginaria (15) entre el eje de giro (5) y la mordaza de prensado (2).
9. Dispositivo según la reivindicación 8,
caracterizado porque
las palancas de prensado (4) están unidas de modo articulado con el elemento de transmisión de una presión (9) entre su eje de giro (5) y su mordaza de prensado (2).
10. Dispositivo según las reivindicaciones 7 a 9,
caracterizado porque
Para el avance máximo de la palanca de prensado (4), la dirección de transmisión de la fuerza (R) del elemento de transmisión de la presión (9) presenta una orientación radial sobre el tampón (1).
11. Dispositivo según las reivindicaciones 7 a 10,
caracterizado porque
el elemento de transmisión de la presión es una biela de empuje (9) cuyo otro extremo está unido de modo articulado con un elemento de accionamiento común (11), igual que los otros extremos de las restantes bielas de empuje (9) de la prensa para tampones.
12. Dispositivo según la reivindicación 11,
caracterizado porque
el elemento de accionamiento común (11) es un anillo giratorio cuyo eje de giro (12) coincide con el eje geométrico del tampón (1).
13. Dispositivo según la reivindicación 12,
caracterizado porque
las palancas de prensado (4) así como las bielas de empuje (9) unidas de modo articulado con estas, están situadas dentro del elemento de accionamiento (11).
14. Dispositivo según una de las reivindicaciones 8 a 13,
caracterizado por
un anillo de apoyo fijo (6) en el que están situados los ejes de giro (5) de las palancas de prensado (4).
15. Dispositivo según una de las reivindicaciones 9 a 14,
caracterizado porque
la articulación (8) que une la palanca de prensado (4) con el elemento de transmisión de la presión (9) está situado más próximo a la mordaza de prensado (2) que al eje de giro (5).
16. Dispositivo según una de las reivindicaciones 8 a 15,
caracterizado porque
el emplazamiento de la articulación (8) que una la palanca de prensado (4) con el elemento de transmisión de la fuerza (9) se puede ajustar en la dirección longitudinal de la palanca de prensado (4).
Patentes similares o relacionadas:
PRENSA MECÁNICA CONCENTRADORA DE PRESIÓN APLICADA ESFÉRICAMENTE, del 24 de Octubre de 2019, de ACTIVE FINANCIAL, S.A. DE C.V: Esta invención se refiere a un equipo mecánico de poco volumen capaz de generar muy altas presiones uniformes de trabajo sobre un objeto, realizándolo en 8 puntos radiales […]
Sistema y procedimiento para el prensado en caliente de artículos metálicos, del 2 de Julio de 2019, de Hydromec S.r.l: Sistema para el prensado en caliente de artículos metálicos, especialmente en latón o aluminio, que comprende: - una máquina de prensado en caliente que tiene una carcasa […]
Prensa y procedimiento para deformar piezas metálicas, del 20 de Mayo de 2019, de AUTOMAZIONI INDUSTRIALI S.R.L: Una prensa para deformar al menos una pieza metálica que tiene inicialmente la forma de palanquilla o de producto semiacabado similar, que comprende al menos un molde […]
Prensa de embutición con sujeción de chapa estática, del 25 de Abril de 2018, de Schuler Pressen GmbH: Prensa de embutición con un bastidor de prensa , con un empujador , que está montado de forma desplazable en una dirección de […]
 Procedimiento para el prensado de chatarra, del 2 de Marzo de 2016, de Colombo Giovanni Srl: Método para prensar chatarra que comprende al menos una primera etapa de carga, en la que una masa incoherente y suelta de dicha chatarra se carga en una base de prensado […]
Procedimiento para el prensado de chatarra, del 2 de Marzo de 2016, de Colombo Giovanni Srl: Método para prensar chatarra que comprende al menos una primera etapa de carga, en la que una masa incoherente y suelta de dicha chatarra se carga en una base de prensado […]
Método de producción de corcho columniforme y aparato de moldeo para producir corcho columniforme, del 11 de Marzo de 2015, de UCHIYAMA MANUFACTURING CORP: Un método de producción de un corcho columniforme, el cual comprende los siguientes pasos: - amasar gránulos de corcho (1a) y resina aglutinante (1b) para hacer una mezcla […]
 Prensa y método para formar una viga a partir de trozos de madera recubiertos de pegamento, del 14 de Marzo de 2013, de Newbeam Sweden Ab: Prensa del tipo usado para prensar trozos de madera recubiertos por pegamento para formar una viga quetiene al menos una parte de la sección recta en forma […]
Prensa y método para formar una viga a partir de trozos de madera recubiertos de pegamento, del 14 de Marzo de 2013, de Newbeam Sweden Ab: Prensa del tipo usado para prensar trozos de madera recubiertos por pegamento para formar una viga quetiene al menos una parte de la sección recta en forma […]
 APARATOS DE PRESION Y CALOR LOCALIZADOS, del 21 de Octubre de 2010, de ALLIANT TECHSYSTEMS INC.: SE DESCRIBE UN APARATO Y PROCEDIMIENTO PARA EL USO DE UN APARATO QUE APLICA CALOR Y PRESION LOCALIZADOS Y ES ACCIONADO A DISTANCIA PARA LA […]
APARATOS DE PRESION Y CALOR LOCALIZADOS, del 21 de Octubre de 2010, de ALLIANT TECHSYSTEMS INC.: SE DESCRIBE UN APARATO Y PROCEDIMIENTO PARA EL USO DE UN APARATO QUE APLICA CALOR Y PRESION LOCALIZADOS Y ES ACCIONADO A DISTANCIA PARA LA […]