PROCEDIMIENTO PARA FABRICAR UNA PIEZA PERFILADA.
La invención concierne a un procedimiento para fabricar una pieza perfilada (1) a partir de un semiproducto (2) de acero templable,
especialmente una pletina, en el que se calienta el semiproducto (2) hasta la temperatura de austenitización y a continuación se le conforma y bonifica, y en el que se retira al menos un fragmento o trozo del semiproducto (2) por troquelado o corte de este último, a continuación, en lugar del fragmento o trozo, se aporta una pieza preforma plana (3) con un espesor diferente en comparación con el semiproducto (2) y/o hecha de otro material y/o dotada de otras propiedades del material, y se suelda dicha pieza preforma con el semiproducto (2) a lo largo del canto o contorno de contacto de la misma, y seguidamente se realiza el calentamiento, conformación y bonificación de la pieza perfilada completa (1).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201100528.
Solicitante: KIRCHHOFF AUTOMOTIVE DEUTSCHLAND GMBH.
Nacionalidad solicitante: Alemania.
Dirección: AM ECKENBACH 30 57439 ATTENDORN ALEMANIA.
Inventor/es: SCHMIDT,JENS, TEIPEL,Reimund, LÖCKER,Markus.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D35/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Procedimientos que combinan los métodos de tratamiento incluidos en los grupos B21D 1/00 - B21D 31/00 (B21D 21/00 tiene prioridad).
- B21D53/08 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › a partir de chapas y de tubos metálicos simultáneamente.
- B23P13/02 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 13/00 Fabricación de objetos metálicos por medio de operaciones que implican un trabajo a máquina, pero no cubiertas por alguna sola de las otras subclases (fabricación de objetos determinados B23P 15/00). › en las que solamente las operaciones de trabajo a máquina son importantes.
- B62D21/09 B […] › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 21/00 Chasis, es decir, infraestructura sobre la cual la carrocería del vehículo puede ser montada (chasis y carrocerías combinadas B62D 23/00). › Medios para montar las superficies de apoyo de la carga.
Fragmento de la descripción:
PROCEDIMIENTO PARA FABRICAR UNA PIEZA PERFILADA
La invención concierne a un procedimiento para fabri-car una pieza perfilada a partir de un semiproducto de ace-ro templable, especialmente una pletina, en el que se ca-lienta el semiproducto hasta la temperatura de austenitiza-ción y a continuación se le conforma y bonifica.
En el estado de la técnica se conocen procedimientos de esta clase.
Por ejemplo, se conoce por el documento DE 197 43 802 C2 un procedimiento en el que el componente perfilado metá-lico presenta zo nas de mayor ductilidad.
Se llevan para ello algunas zonas parciales de la ple-tina, en un tiempo de menos de 30 segundos, hasta una tem-peratura comprendida entre 600°C y 900°C, tras lo cual se conforma la pletina térmicamente tratada en un útil de prensado para obtener el componente perfilado y se bonifica éste en el útil de prensado. Por tanto, en esta ejecución la pletina fabricada de material uniforme es sometida a di-ferentes tratamientos térmicos para generar zonas de dife-rente ductilidad en el componente perfilado terminado.
De manera semejante, se consigue una ejecución de esta clase con el procedimiento que se describe en el documento DE 102 56 621 83. El documento DE 10 2006 017 317 Al des-cribe también un procedimiento de esta clase.
Partiendo de esto, la invención se basa en el problema de crear un componente con propiedades diferentes, por ejemplo ductilidad diferente, que pueda fabricarse de mane-ra sencilla mediante una configuración adecuada ajustada a propiedades determinadas.
Para resolver este problema, la invención propone que se retire al menos un fragmento o trozo del semiproducto por troquelado o corte de este último, a continuación, en lugar del fragmento o trozo, se aporte una pieza preforma plana con espesor diferente en comparación con el semipro-dueto y/o hecha de otro material y/o dotada de otras pro-piedades del material, y se suelde dicha pieza preforma con el semiproducto a lo largo del canto o contorno de contacto de la misma, y seguidamente se realice el calentamiento, conformación y bonificación de la pieza perfilada completa.
Según la invención, se mecaniza primeramente el semi-producto en forma de una pletina de tal manera que se reti-re un fragmento o un trozo de este semiproducto troquelando o cortando para ello este trozo. En el espacio libre así generado se inserta una pieza preforma plana que se ha cor-tado a la medida adecuada y que consiste en un material que está configurado de manera diferente en comparación con el semiproducto. Esta pieza preforma se suelda con el semipro-ducto a lo largo del canto de contacto o del contorno de contacto de la misma y se la somete seguidamente a una ope-ración de calentamiento, conformación y bonificación. Por tanto, mediante una selección correspondiente del material para la pieza preforma es posible de manera sencilla obte-ner en el componente terminado unas zonas de diferentes propiedades del material, diferentes resistencias o simila-res, siendo influenciada la capacidad de trabajo del compo-nente completo por la disposición correspondiente del hueco troquelado y de la pieza preforma.
Preferiblemente, se ha previsto aquí que la pieza pre-forma se suelde con láser al semiproducto a lo largo del canto o contorno de contacto de la misma.
Mediante la soldadura con láser se modifica tan solo insignificantemente el material a soldar, respecto de su estructura, en el área de la zona de soldadura.
Preferiblemente, se ha previsto, además, que el canto de corte generado por el troquelado o el corte se configure formando dientes y vanos interdentales y que la pieza pre-forma se corte a medida con un contorno periférico comple-mentario de dicho canto de corte, de modo que la pieza pre-forma pueda insertarse ajustadamente en el hueco troqueladoo aplicarse al borde del hueco cortado.
Se ha previsto a este respecto preferiblemente que los
dientes y los vanos interdentales se formen con un destalo-
nado y que la pieza preforma se inserte o aplique estable-
S ciendo una unión de conjunción de forma.
Mediante el modo de procedimiento correspondiente es
posible de manera sencilla insertar la pieza preforma en el
hueco troquelado correspondiente o similar y eventualmente
mantenerla incluso en el mismo con ayuda de una unión de
10 conjunción de forma hasta que se haya efectuado el posicio-
namiento definitivo por medio de la soldadura. Por tanto,
se facilita así el posicionamiento y se mejora la calidad
de la pieza perfilada producida.
Asimismo, se ha previsto preferiblemente que la pieza
15 preforma sea más gruesa que el semiproducto y se inserte en
el hueco troquelado del semiproducto de tal manera que di-
cha pieza se posicione en un lado a haces con la superficie
del semiproducto y solamente sobresalga hacia el otro lado.
Preferiblemente, se elige esta disposición de modo que
20 en el componente terminado, es decir, cuando éste se ha
transformado en la pieza perfilada definitiva, el lado pla-
no forme el lado exterior, mientras que el lado que presen-
ta el canto sobresaliente de la pieza preforma sea posicio-
nado en el interior. Se mejora así el tratamiento poste-
25 rior, por ejemplo por pintura o similar, y se mejora tam-
bién la impresión óptica del componente.
Además, puede estar previsto que la pieza preforma se
corte a medida de tal manera que su contorno periférico sea
unas pocas centésimas de milímetro mayor que lo que corres-
30 ponde al hueco troquelado del semiproducto en el que se in-
troduce la pieza preforma.
Es posible de esta manera introducir a presión la pie-
za preforma en el hueco troquelado correspondiente, con lo
que, debido a la sobremedida, la pieza preforma queda sóli-
35
damente sujeta en el hueco troquelado correspondiente hastaque se efectúe el posicionamiento definitivo por soldadura. Es también objeto de la invención un semiproducto se-gún la reivindicación 7. Además, es objeto de la invención un uso según las reivindicaciones 8 a 10.
En el dibujo se representa un ejemplo de realización de la invención que se describe seguidamente con más deta-lle. Muestran:
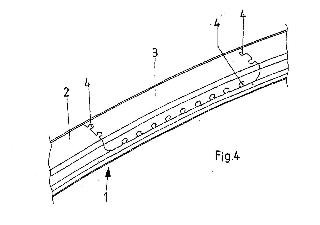
La figura 1, un componente según la invención en un estado plano antes de la conformación; La figura 2, lo mismo después de la conformación para obtener el componente terminado; La figura 3, una variante ilustrada en una vista aná-loga a la figura 1; y La figura 4, una variante ilustrada en una vista aná-loga a la figura 2.
Los ejemplos de realización ilustran un procedimiento para fabricar una pieza perfilada 1 a partir de un semipro-ducto 2 de acero templable, especialmente una pletina. El semiproducto 2, que se presenta de momento en estado plano, es calentado hasta la temperatura de austenitización y se-guidamente es conformado y bonificado, con lo que se obtie-ne la pieza perfilada l.
Para conseguir propiedades diferentes en la pieza per-filada 1, en zonas diferentes de esta pieza perfilada 1, se retira un fragmento del semiproducto 2 por troquelado de este último y, en lugar del fragmento troquelado, se inser-ta una pieza preforma plana 3 con espesor y/o calidad del material y/o propiedades del material diferentes en compa-ración con el semiproducto, y se suelda dicha pieza prefor-ma a lo largo de su contorno de contacto. El semiproducto así obtenido, constituido por las partes 2 y 3, es calenta-do, conformado y bonificado, con lo que se resulta entonces la pieza perfilada terminada 1 según la figura 2 o según la figura 4. Preferiblemente, la pieza preforma 3 se sueldacon láser al semiproducto 2 a lo largo del contorno de con-
tacto de la misma. Para mejorar el posicionamiento y el
mantenimiento de la posición se puede configurar el canto
de corte producido por el troquelado o el corte de tal ma-
S nera que, como se muestra en las figuras 3 y 4, se formen
dientes 4 y vanos interdentales. La pieza preforma 3 pre-
senta un contorno periférico complementario de dicho canto
de corte, con lo que dicha pieza preforma 3 puede introdu-
cirse ajustadamente en el hueco troquelado del serniproducto
10 2.
Preferiblemente, los dientes 4 o los vanos interdenta-
les presentan un destalonado tal que la pieza preforma 3
puede insertarse estableciendo una unión de conjunción de
forma y queda fijamente ubicada en lo que respecta a su po-
15 sición. Siempre que, tal corno prevé la invención, la pieza
preforma 3 sea más gruesa que el serniproducto 2, se inserta
la pieza preforma 3 en el hueco troquelado del serniproducto
2 de tal manera que dicha pieza quede posicionada en un la-
do a haces con la superficie del...
Reivindicaciones:
l. Procedimiento para fabricar una pieza perfilada (1) a partir de un semiproducto (2) de acero templable, espe-cialmente una pletina, en el que se calienta el semiproduc-to (2) hasta la temperatura de austenitización y a conti-nuación se le conforma y bonifica, caracterizado porque se retira al menos un fragmento o trozo del semiproducto (2) por troquelado o corte de éste, a continuación, en lugar del fragmento o trozo, se aporta una pieza preforma plana (3) con un espesor diferente en comparación con el semipro-ducto (2) y/o hecha de otro material y/o dotada de otras propiedades del material, y se suelda dicha pieza preforma con el semiproducto (2) a lo largo del canto o contorno de contacto de la misma, y seguidamente se realiza el calenta-miento, conformación y bonificación de la pieza perfilada completa (1) .
2. Procedimiento según la reivindicación 1, caracteri-zado porque se suelda con láser la pieza preforma ( 3) al semiproducto (2) a lo largo del canto o contorno de contac-to de la misma.
3. Procedimiento según la reivindicación 1 ó 2, carac-terizado porque se configura el canto de corte generado por el troquelado o corte de tal manera que se formen dientes
(4) y vanos interdentales, y se corta a medida la pieza preforma (3) con un contorno periférico complementario de dicho canto de corte, con lo que la pieza preforma (3) puede insertarse ajustadamente en el hueco troquelado o apli-carse al borde del hueco cortado.
4. Procedimiento según la reivindicación 3, caracteri-zado porque se configuran los dientes (4) y los vanos in-terdentales con un destalonado y se inserta o aplica la pieza preforma (3) estableciendo una unión de conjunción de forma.
5. Procedimiento según cualquiera de las reivindica-
ciones 1 a 4, caracterizado porque la pieza preforma (3) se hace más gruesa que el semiproducto (2) y se inserta en el hueco troquelado del semiproducto (2) de tal manera que dicha pieza quede posicionada en un lado a haces con la su-perficie de dicho semiproducto y solamente sobresalga hacia el otro lado.
6. Procedimiento según cualquiera de las reivindicaciones 1 a 5, caracterizado porque la pieza preforma (3) se corta a medida de tal manera que su contorno exterior sea unas pocas centésimas de milímetro mayor que lo que corres-ponde al hueco troquelado del semiproducto (2) en el que se introduce la pieza preforma (3) .
7. Semiproducto (2) de acero templable, especialmente pletina, para la fabricación de una pieza perfilada bonifi-cada (1) , con al menos un hueco cortado o troquelado al borde del cual o dentro del cual está soldada una pieza preforma (3) que, en comparación con el semiproducto (2) , presenta una calidad diferente del material, un espesor di-ferente y/o unas propiedades diferentes del material, vi-niendo determinada la disposición, tamaño y/o naturaleza de dicha pieza preforma por las propiedades deseadas del com-ponente terminado {1) después de la conformación y bonifi-cación del mismo.
8. Uso de una pletina según la reivindicación 7 y/o fabricada según cualquiera de las reivindicaciones 1 a 6 para producir componentes optimizados frente a choques para vehículos automóviles.
9. Uso según la reivindicación 8 para producir colum-nas A, B, C y/o D de vehículos automóviles.
10. Uso según la reivindicación 8 para producir cajo-nes antichoque para vehículos automóviles.
Patentes similares o relacionadas:
Carrocería de vehículo, del 17 de Julio de 2019, de NIPPON STEEL CORPORATION: Una carrocería de vehículo que comprende un miembro longitudinal dispuesto alineado en la dirección frente-atrás de la carrocería del vehículo, y un miembro […]
Refuerzo para estructura de carrocería de vehículo automóvil, del 6 de Febrero de 2019, de RENAULT S.A.S.: Estructura de carrocería de vehículo automóvil, extendiéndose el vehículo según un eje longitudinal (X), comprendiendo la estructura de carrocería una estructura delantera […]
Carcasa para alojar objetos, del 9 de Mayo de 2018, de BOMBARDIER TRANSPORTATION GMBH: Carcasa con un espacio de alojamiento para alojar objetos, presentando la carcasa: - una parte inferior de la carcasa , - una tapa de […]
Viga de perfil para un chasis de vehículo y chasis de vehículo industrial con una viga de perfil de este tipo, del 23 de Agosto de 2017, de SCHMITZ CARGOBULL AG: Chasis de vehículo industrial para un semirremolque de un camión articulado, con una viga de perfil compuesta de acero, que se extiende por una parte esencial de la longitud […]
Cuerpo tubular para uso en el ámbito automovilístico, del 9 de Agosto de 2017, de Thiel & Hoche GmbH & Co. KG: Cuerpo tubular, en particular para el uso en el ámbito automovilístico, con un tubo de base cilíndrico y un tubo de apoyo conectado al tubo […]
Refuerzo modular para el anclaje de un cinturón de seguridad al pie central de un vehículo, del 5 de Abril de 2017, de PSA Peugeot Citroen Automobiles S.A: Vehículo que comprende una estructura con un pilar formado por una chapa interior y una chapa exterior que delimitan un espacio hueco […]
Carrocería de vehículo, del 16 de Noviembre de 2016, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Una carrocería de vehículo que comprende un miembro longitudinal dispuesto alineado en la dirección frente-atrás de la carrocería del […]
Componente estructural formado por dos planos unidos mediante nervios con un material estructural entre ellos, del 14 de Septiembre de 2016, de HENKEL AG & CO. KGAA: Componente estructural , que presenta un soporte formado por al menos dos planos de soporte , que están dispuestos a distancia entre sí de tal modo que […]