CIP-2021 : B23P 13/02 : en las que solamente las operaciones de trabajo a máquina son importantes.
CIP-2021 › B › B23 › B23P › B23P 13/00 › B23P 13/02[1] › en las que solamente las operaciones de trabajo a máquina son importantes.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q).
B23P 13/00 Fabricación de objetos metálicos por medio de operaciones que implican un trabajo a máquina, pero no cubiertas por alguna sola de las otras subclases (fabricación de objetos determinados B23P 15/00).
B23P 13/02 · en las que solamente las operaciones de trabajo a máquina son importantes.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para el mecanizado de muñones principales y de biela de cigüeñales.
(25/01/2016). Ver ilustración. Solicitante/s: NILES-SIMMONS INDUSTRIEANLAGEN GMBH. Inventor/es: NAUMANN,HANS J. PROF. DR, HABERKORN,REINER.
Procedimiento para el mecanizado de los asientos de cojinete de los muñones principales y de biela de cigüeñales , así como de las superficies laterales adyacentes cada vez a los asientos de cojinete después del desbaste de un cigüeñal , en el que en los cigüeñales con transición directa de los asientos de cojinete a las superficies laterales , es decir sin escotaduras,
- los asientos de cojinete y secciones parciales adyacentes de las superficies laterales se templan, luego
- los asientos de cojinete templados se mecanizan por torno-fresado,
- las secciones parciales templadas adyacentes de las superficies laterales se mecanizan por torno-fresado duro de precisión, caracterizado porque los asientos de cojinete mecanizados por torno-fresado se mecanizan por torno-brochado duro de precisión a la dimensión definitiva.
PDF original: ES-2557311_T3.pdf
Máquina de aleaciones en formato laminar y/o malla a partir de láminas de metales, aleaciones, aleaciones especiales, plásticos, poliuretanos, materiales nanotecnológicos y/o textiles.
(29/04/2015) 1. Máquina de aleaciones en formato laminar y/o malla a partir de láminas de metales, aleaciones, aleaciones especiales, plásticos, poliuretanos, materiales nanotecnológicos y/o textiles, caracterizado por poder introducir las aleaciones, materias primas en formato laminar de aleaciones de metal, materias nanotecnológicas, textiles, plásticos de origen sintético y natural, textil, material horadado de extrema finura para crear materiales y/o productos fabricados y expandidos de cualquier forma y medida física, principalmente en forma de rollo, esfera, de forma hexagonal y de manera incluso bidimensional y tridimensional.
2. Máquina de aleaciones en formato laminar y/o malla a partir de láminas de metales, aleaciones, aleaciones especiales, plásticos, poliuretanos, materiales nanotecnológicos y/o textiles, según reivindicaciones…
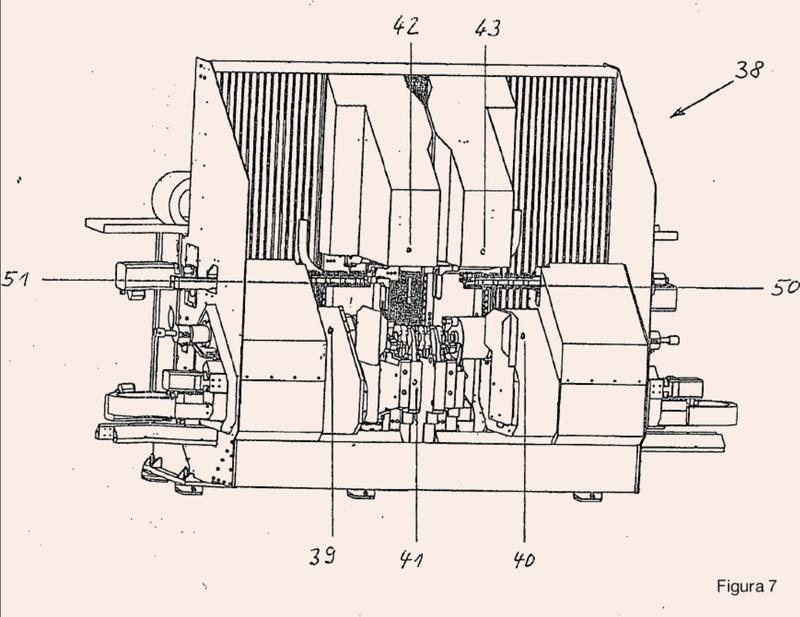
Método de producción de una pieza acabada mediante mecanizado, y máquina para producir una pieza acabada mediante mecanizado.
(09/01/2014) Método de producción de un disco acabado mediante mecanizado, a partir de una pieza base con forma de disco que comprende dos caras opuestas, comprendiendo el método una etapa de sujeción en la que la pieza base se une a un soporte , y una etapa de mecanizado, posterior a la etapa de sujeción, en la que se mecaniza al menos una cara de la pieza base para obtener el disco. El método comprende una etapa de comprobación, simultánea a la de mecanizado, en la que se mide el desplazamiento de una zona de comprobación de la cara que se mecaniza, se compara la medida con un valor umbral prestablecido, y se determina que existe un desplazamiento peligroso si el valor medido es igual o mayor que el valor umbral.
PROCEDIMIENTO PARA FABRICAR UNA PIEZA PERFILADA.
(09/04/2013) La invención concierne a un procedimiento para fabricar una pieza perfilada a partir de un semiproducto de acero templable, especialmente una pletina, en el que se calienta el semiproducto hasta la temperatura de austenitización y a continuación se le conforma y bonifica, y en el que se retira al menos un fragmento o trozo del semiproducto por troquelado o corte de este último, a continuación, en lugar del fragmento o trozo, se aporta una pieza preforma plana con un espesor diferente en comparación con el semiproducto y/o hecha de otro material y/o dotada de otras propiedades del material, y se suelda dicha pieza preforma con el semiproducto a lo largo del canto o contorno de contacto de la misma, y seguidamente se realiza el calentamiento, conformación y bonificación de la pieza perfilada completa .
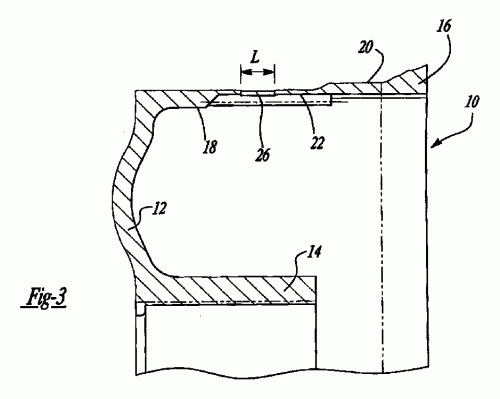
PROCEDIMIENTO PARA FORMAR UNA CAJA DE TRANSFERENCIA PARA UNA TRANSMISION AUTOMATICA.
(16/04/2004). Ver ilustración. Solicitante/s: MASCOTECH, INC. Inventor/es: TOWNSEND, DAVID R., MEIER, THOMAS.
UNA CARCASA DE EMBRAGUE PARA UN MONTAJE DE TRANSMISION DE UN VEHICULO, Y UN PROCEDIMIENTO PARA REALIZARLA. LA CARCASA TIENE GENERALMENTE FORMA DE COPA CON UN CUBO AXIAL . LA PARED EXTERIOR DE LA CARCASA , ESTA CONFORMADA CON UNA PLURALIDAD DE ACANALADURAS LONGITUDINALES DE CONFIGURACIONES VARIABLES. SE CONFORMAN ACANALADURAS SELECCIONADAS CON UNA PROFUNDIDAD AUMENTADA. SE CONFORMA UNA RANURA EN LA SUPERFICIE EXTERIOR DE LA CARCASA, A UNA PROFUNDIDAD SUFICIENTE PARA INTERSECTAR CON LAS ACANALADURAS SELECCIONADAS DE LA SUPERFICIE INTERIOR, FORMANDO ASI ABERTURAS A TRAVES DE LA PARED DE LA CARCASA. LAS DIMENSIONES DE LAS ABERTURAS ESTAN DETERMINADAS POR LA CONFIGURACION DE LA RANURA EXTERIOR Y LAS ACANALADURAS INTERIORES.
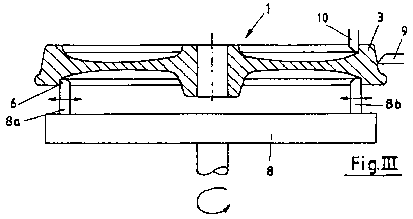
PROCEDIMIENTO PARA LA FABRICACION DE UNA RUEDA DE FERROCARRIL DE ACEROENDURECIDA EN SU SUPERFICIE DE RODADURA.
(16/11/2002). Ver ilustración. Solicitante/s: BOCHUMER VEREIN VERKEHRSTECHNIK GMBH. Inventor/es: SCHNEIDER, JURGEN, DR. ING., MURAWA, FRANZ DIPL. ING.
PARA FABRICAR UNA RUEDA DE CARRIL CON UNA SUPERFICIE DE RODADURA UNIFORMEMENTE ENDURECIDA EN TODO SU PERIMETRO EL METODO PROPONE CREAR UN REBORDE DE SUJECION , CUYA UBICACION SE DERIVA DE LAS ETAPAS ANTERIORES DEL PROCESO, PARA EL TRATAMIENTO CON DESPRENDIMIENTO DE VIRUTAS POSTERIOR AL ENDURECIMIENTO Y ESPECIALMENTE EN EL LADO DE CONTACTO DE LA PESTAÑA CON LA SUPERFICIE DE RODADURA. DE ESTA MANERA SE CONSIGUE QUE LOS GRADIENTES DE ENDURECIMIENTO RADIALES QUE PARTEN DE LA SUPERFICIE DE RODADURA NO TRATADA SEAN IGUALES EN DIFERENTES PUNTOS DEL PERIMETRO CON RESPECTO AL REBORDE DE SUJECION.
{kind=link}
{kind=link}
{kind=link}