Dispositivo para el procesamiento de sistemas de reacción polimérica rápida.
Dispositivo para el procesamiento automatizado de sistemas de reacción poliméricos con al menos doscomponentes a alta presión con solo un pistón de presión cada uno y eventualmente varios depósitos de trabajo porcanal de materia prima para comprimir los componentes respectivos y un cabezal de mezclado,
caracterizado porqueel volumen de conducciones entre el pistón de presión y el cabezal de mezclado asciende a ≤ 5 cm3 por canal demateria prima.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/004553.
Solicitante: Bayer Intellectual Property GmbH.
Nacionalidad solicitante: Alemania.
Dirección: ALFRED-NOBEL-STRASSE 10 40789 MONHEIM ALEMANIA.
Inventor/es: WAGNER, JOACHIM, EHBING,HUBERT,DR, GLADISCH,MICHAEL, HERWEG,THOMAS, GOLLAN,JÜRGEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29B7/76 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › B29B 7/00 Mezcla; Amasado (en general B01F; en combinación con calandrado B29C 43/24, con inyección B29C 45/46, con extrusión B29C 48/36). › con cabezas de mezcla a contracorriente.
- B29C67/24 B29 […] › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 67/00 Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00. › caracterizadas por la elección de material.
- G01N33/44 FISICA. › G01 METROLOGIA; ENSAYOS. › G01N INVESTIGACION O ANALISIS DE MATERIALES POR DETERMINACION DE SUS PROPIEDADES QUIMICAS O FISICAS (procedimientos de medida, de investigación o de análisis diferentes de los ensayos inmunológicos, en los que intervienen enzimas o microorganismos C12M, C12Q). › G01N 33/00 Investigación o análisis de materiales por métodos específicos no cubiertos por los grupos G01N 1/00 - G01N 31/00. › Resinas; Materias plásticas; Caucho; Cuero.
PDF original: ES-2422174_T3.pdf
Fragmento de la descripción:
Dispositivo para el procesamiento de sistemas de reacción polimérica rápida La presente invención se refiere a un dispositivo para el procesamiento automatizado de sistemas de reacción polimérica rápida, particularmente sistemas de poliuretano, en los que se desea un cambio rápido de formulación al mismo tiempo que un bajo consumo de materia prima.
En el desarrollo de nuevos materiales, deben ensayarse las propiedades de las distintas formulaciones. Es decisivo un cribado rápido de muchas composiciones distintas.
El procesamiento de productos poliméricos de reacción rápida, particularmente productos de poliuretano, se realiza por ejemplo en procedimientos de moldeo por inyección-reacción (RIM, Reaction Injection Moulding) . Los correspondientes dispositivos contienen todos los elementos de un reactor químico.
Se transfieren ambos componentes principales, en el caso del poliuretano poliol y poliisocianato, desde depósitos de almacenamiento a los depósitos de trabajo. En los depósitos de trabajo, se llevan las materias primas al estado procesable. Se entiende por esto en primer lugar un acondicionamiento térmico exacto, ya que cada modificación de temperatura conlleva una modificación de viscosidad. Esto puede conducir a problemas en el proceso de procesamiento posterior o a propiedades materiales modificadas del producto. Existe sin embargo también la posibilidad de realizar mezclas individuales a partir de los distintos depósitos de suministro de materia prima mediante etapas de premezcla o de mezclar componentes adicionales como activadores, estabilizadores, espumantes o ignífugos con los respectivos componentes y rellenar solo con estas mezclas los depósitos de trabajo. Para mantener los componentes en estado procesable, estos deben acondicionarse térmicamente y homogeneizarse. Correspondientemente, los depósitos de trabajo están dotados mayoritariamente de camisas de calentamiento y refrigeración. A menudo, se aportan también circuitos de acondicionamiento térmico separados mediante intercambiadores de calor para el cumplimiento exacto de las temperaturas de procesamiento deseadas. Los agitadores de homogeneización pertenecen igualmente a los posibles equipamientos, como sistema automático de relleno, indicadores de nivel, presión y temperatura.
Los equipos de dosificación transportan entonces los componentes en una relación de mezcla definida exactamente desde los depósitos de trabajo al cabezal de mezclado. Aquí se encuentran los reactantes y se combinan entre sí para la mezcla de reacción.
Según el sistema de poliuretano para procesar, se requieren equipos de dosificación de precisión de distintas capacidades de transporte e intervalos de presión. Básicamente, todos deben satisfacer unos altos a máximos requisitos de exactitud de dosificación para mantener la estequiometría. Además de bombas de engranajes y series de bombas de pistón convencionales, se acreditan también bombas de pistón axiales.
Generalmente, se diferencia entre dos procedimientos de procesamiento: el procedimiento a baja presión (BP) y a alta presión (AP) .
Mientras que en el procedimiento a BP se aplican a las corrientes de componentes presiones en el intervalo de 300 a 4000 kPa, el procedimiento a AP trabaja a presiones de los componentes en el intervalo de 10000 a 40000 kPa. El mezclado de los componentes en el procedimiento a BP sucede mediante cámaras de mezclado agitadas o con mezcladores estáticos; en el procedimiento a AP, se mezclan los componentes según el principio de inyección a contracorriente: se aprovecha la alta energía cinética producida por las corrientes de componentes a la entrada a la cámara de mezclado para la mezcla.
En el procedimiento a BP, se hacen circular los dos componentes de materia prima antes del mezclado en un intervalo de baja presión, a saber de 300 a 4000 kPa, generalmente por el cabezal de mezclado. Con el suministro de la “carga” se abren válvulas del cabezal de mezclado de accionamiento forzado y sincrónicas que desplazan los componentes en la relación de mezcla requerida a la cámara de mezclado. Una correspondiente cámara de mezclado a BP consiste, por ejemplo, en un cilindro hueco con un agitador intensivo del que se descarga la mezcla de reacción después del mezclado. El agitador debe limpiarse regularmente de las cantidades residuales restantes de mezcla de reacción, por ejemplo mediante un agente de lavado. Aunque esto se realiza automáticamente, son inevitables las paradas de limpieza de la máquina a baja presión. El procesamiento a baja presión se utiliza preferiblemente en instalaciones de procesamiento de poliuretano de régimen sustancialmente continuo (por ejemplo, fabricación de espuma de bloques flexibles) .
También es conocido mezclar los componentes directamente con un mezclador estático; la ventaja de este procedimiento consiste en que en el mezclado no son necesarias partes móviles mecánicas. La desventaja de este procedimiento consiste en el procedimiento de purificación costoso del mezclador estático y en el hecho de que este mezclador siempre está lleno de polímero reactivo. Una interrupción de la dosificación conlleva por tanto la producción de desechos o la obstrucción del mezclador. Para evitar estas desventajas, pueden utilizarse mezcladores desechables de plástico, como se comercializan por ejemplo en la compañía Agens Stratmann, Oelde, o WEKEM GmbH, Werne. Resulta sin embargo otra desventaja. Pueden no ser operativas altas presiones de transporte a causa de la estabilidad mecánica del mezclador.
En el procedimiento a AP, se disponen los componentes en primer lugar a una alta presión de 10000 a 40000 kPa, estos se designan a continuación como comprimidos; este material se transporta entonces por los equipos de dosificación a la presión de trabajo presente al cabezal de mezclado y, según el estado de la técnica, de vuelta al depósito de trabajo por circulación por una válvula de descompresión. Un pistón de control en el cabezal de mezclado se retrae con la activación de la “carga” y libera a este respecto los componentes comprimidos sincrónicamente a la entrada de la boquilla del cabezal de mezclado. Los componentes de poliol e isocianato se combinan entre sí por ejemplo a 20000 kPa en la cámara de mezclado y se mezclan. Cuando se carga la cantidad de producto previamente definida, se cierra el pistón de control de la boquilla del cabezal de mezclado y se abre de nuevo la ruta para la recirculación de los componentes no consumidos; mediante una conducción exacta del émbolo, se limpia a este respecto la cámara de mezclado automáticamente, es decir, la mezcla de reacción todavía no gastada se transporta desde la cámara de mezclado sin residuos. No son necesarios aquí agentes de limpieza adicionales. Las máquinas a alta presión pueden aprovecharse más que las máquinas a baja presión, porque se evitan casi completamente las paradas de limpieza.
La dosificación de los componentes en relaciones estequiométricas correctas debe ser reproducible en ambos procedimientos y realizarse con gran exactitud. Por eso, se emplean solo equipos de dosificación de precisión Con el cambio de formulaciones, tanto en procedimientos de fabricación a BP como a AP, los depósitos de materias primas y conductos de circulación han de limpiarse completamente, lo que no representa realmente un problema en la producción industrial, ya que dichos cambios de producto son comparativamente escasos. Para dichos procedimientos en laboratorios de desarrollo, este cambio de formulación es sin embargo muy frecuente, en parte varias veces al día. Esto representa una clara desventaja para el empleo de dichas máquinas.
La fabricación de productos poliméricos en procedimientos de moldeo por inyección-reacción es conocido en el estado de la técnica (véanse, por ejemplo, “Reinhard Leppkes: Polyurethane”, "Die Bibliothek der Technik", 5ª ed., vol. 91, pág. 23 a 27, Verlag Moderne Industrie 1993 o “Ullmann’s Enzyklopädie der Technischen Chemie”, 4ª Ed., vol. 19, pág. 316 a 317, Verlag Chemie, Weinheim 1980) .
Los distintos fabricantes ofrecen los correspondientes aparatos. Están disponibles en el mercado dispositivos para el procedimiento de moldeo por inyección-reacción cuyos volúmenes de carga varían en el intervalo entre 16 y 50 cm3 y alcanzan hasta varios cientos de litros.
Además de en un procesamiento industrial, son también conocidas máquinas para uso a escala piloto con menores volúmenes de carga. Tanto la instalación VARIO-MIX® de Hilger y Kern como la instalación a alta presión de poliuretano PSM 3000 de Isotherm AG son adecuadas para bajos volúmenes de carga. La PSM 3000 de Isotherm tiene sin embargo... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para el procesamiento automatizado de sistemas de reacción poliméricos con al menos dos componentes a alta presión con solo un pistón de presión cada uno y eventualmente varios depósitos de trabajo por canal de materia prima para comprimir los componentes respectivos y un cabezal de mezclado, caracterizado porque el volumen de conducciones entre el pistón de presión y el cabezal de mezclado asciende a ! 5 cm3 por canal de materia prima.
2. Dispositivo según la reivindicación 1, caracterizado porque los motores lineales eléctricos comprimen las materiales brutos líquidos que se encuentran en los pistones de presión.
3. Dispositivo según la reivindicación 2, caracterizado porque los motores lineales eléctricos comprimen los materiales brutos mediante un acumulador de energía mecánica.
4. Dispositivo según la reivindicación 3, caracterizado porque el acumulador de energía mecánica presenta resortes de platillo.
5. Dispositivo según una de las reivindicaciones 1 a 4, caracterizado porque los materiales brutos se comprimen en los pistones de presión a una presión respectivamente en el intervalo de 10000 a 40000 kPa.
6. Dispositivo según una de las reivindicaciones 1 a 5, caracterizado porque todas las alimentaciones al cabezal de mezclado se encuentran en un plano y las boquillas de inyección mediante las que entran los materiales brutos en el cabezal de mezclado se encuentran combinados en una línea.
7. Dispositivo según la reivindicación 6, caracterizado porque las secciones transversales de la tobera son ajustables manual o electrónicamente.
8. Dispositivo según una de las reivindicaciones 1 a 7, caracterizado porque el cabezal de mezclado presenta exclusivamente canales lineales.
9. Dispositivo según la reivindicación 8, caracterizado porque la cámara de mezclado comprende un revestimiento de plástico.
10. Dispositivo según una de las reivindicaciones 1 a 9, caracterizado porque el cabezal de mezclado presenta un volumen de mezcla ! 15 mm3 incluyendo la aguja.
11. Dispositivo según una de las reivindicaciones 1 a 10, caracterizado porque el volumen de materia prima necesaria por componente asciende a 200 cm3 o menos.
12. Dispositivo según una de las reivindicaciones 1 a 11, caracterizado porque los depósitos de trabajo se pueden acondicionar térmicamente hasta una temperatura de 80ºC.
13. Dispositivo según una de las reivindicaciones 1 a 12, caracterizado porque el molde se puede acondicionar térmicamente hasta una temperatura de 130ºC.
14. Dispositivo según una de las reivindicaciones 1 a 13, caracterizado porque presenta una supervisión con la que pueden controlarse y supervisarse la presión de mezcla, desplazamiento de pistón y aumento de presión en el molde durante el curso de la reacción.
15. Procedimiento para la fabricación de cuerpos de moldeo poliméricos en procedimientos de RIM usando un dispositivo según una de las reivindicaciones 1 a 14.
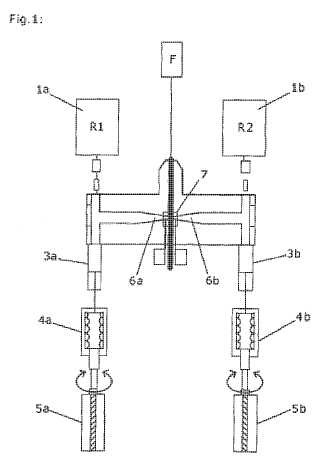
Fig. 1: Configuración esquemática
Patentes similares o relacionadas:
Dispositivo de mezclado con un dispositivo de mantenimiento de presión, y procedimiento relacionado, del 6 de Mayo de 2020, de HENKEL AG & CO. KGAA: Dispositivo de mezclado con al menos una abertura de alimentación para al menos un líquido, y con al menos otra abertura de alimentación para al menos un […]
Dispositivo de mezclado con dispositivo de ajuste para la regulación del espacio entre el agitador y la abertura de descarga, del 6 de Mayo de 2020, de HENKEL AG & CO. KGAA: Dispositivo de mezclado con al menos una primera abertura de alimentación para al menos un primer componente plástico líquido, preferentemente cargado […]
Boquilla de alimentación para componentes poliméricos, del 18 de Septiembre de 2018, de KRAUSSMAFFEI TECHNOLOGIES GMBH: Boquilla de alimentación de componente con una carcasa que presenta una entrada de componente y una salida de componente , […]
Módulo de mezclado y método para su operación, del 23 de Noviembre de 2016, de GRACO MINNESOTA INC.: Módulo de mezclado que comprende: una primera entrada ; una segunda entrada ; y un integrador que comprende: una primera […]
Dispositivo y procedimiento para mezclar al menos dos materiales termoplásticos, del 20 de Abril de 2016, de Faurecia Automotive Composites: Dispositivo de mezcla de al menos dos materiales termoplásticos para formar un elemento de material compuesto termoplástico a partir de dichos dos materiales termoplásticos, […]
Control de flujo variable usando bombas lineales, del 26 de Noviembre de 2014, de GRACO MINNESOTA INC.: Un sistema de distribución de múltiples componentes de flujo variable , comprendiendo dicho sistema de distribución: primera y segunda […]
 Aparato de dispensación de múltiples componentes operable con aire, del 26 de Noviembre de 2014, de GRACO MINNESOTA INC.: Aparato para mezclar los múltiples componentes de un material de múltiples componentes y dispensar el material mezclado de múltiples componentes, que comprende: […]
Aparato de dispensación de múltiples componentes operable con aire, del 26 de Noviembre de 2014, de GRACO MINNESOTA INC.: Aparato para mezclar los múltiples componentes de un material de múltiples componentes y dispensar el material mezclado de múltiples componentes, que comprende: […]
Dispositivo para la fabricación de piezas de plástico entremezcladas con fibras de refuerzo, del 15 de Noviembre de 2013, de KRAUSSMAFFEI TECHNOLOGIES GMBH: Dispositivo para la fabricación de piezas de plástico entremezcladas con fibras de refuerzo • con una cámara de mezcla para la producción […]