Dispositivo para el desmoldeado de piezas.
Dispositivo para el desmoldeado de piezas.
El dispositivo para el desmoldeado de piezas comprende una pinza (1) desplazable entre una posición de moldeado y una posición de desmoldeado,
y se caracteriza porque dicha pinza (1) comprende una muesca lateral (2) que, en la posición de moldeado, está en contacto con un elemento de tope (3), limitando el desplazamiento de dicha pinza (1).
Permite que la pinza no quede bloqueada en el interior de su alojamiento, ya que el elemento de tope impide que la superficie superior de la pinza esté por debajo de la superficie superior del molde.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201330954.
Solicitante: COMERCIAL DE UTILES Y MOLDES, S.A..
Nacionalidad solicitante: España.
Inventor/es: NAVARRA PRUNA,ALBERTO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Moldes.
- B29C45/42 B29C 45/00 […] › utilizando entre los elementos del molde medios móviles desde el exterior del molde.
Fragmento de la descripción:
Dispositivo para el desmoldeado de piezas La presente invención se refiere a un dispositivo para el desmoldeado de piezas, que comprende una pinza que expulsa una pieza moldeada.
Antecedentes de la invención Actualmente en el campo de los moldes de inyección, diferentes dispositivos para el desmoldeado de piezas. Uno de estos tipos de dispositivos comprende una pinza que puede desplazarse verticalmente para empujar una pieza ya moldeada separándola del molde.
Estas pinzas conocidas actualmente son de forma troncocónica, o sea que por la parte que hacen figura son paralelas al eje de desmoldeado pero por la parte trasera llevan un cono de ajuste (normalmente de 6-8º) que al ubicarse dentro de la cavidad del punzón del molde ejerce de apoyo para que la zona de figura a moldear este bien ajustada e impida que se produzcan rebabas por la falta de ajuste.
Un inconveniente de los dispositivos de desmoldeado que comprenden pinzas conocidos actualmente es que la pinza puede quedar bloqueada en el interior de su alojamiento si el ajuste del cono de cierre combinado con el largo de la pinza no son perfectamente ajustados, existe la tendencia de que la pinza quede clavada en la cavidad del punzón y en estos casos toda la fuerza necesaria para proceder al desclavado de la pinza, pasa por
ejercer una presión en el sentido del desclavado a través de la zona mas débil de la pinza, que es la zona que ejerce de muelle.
Todo ello conlleva un deterioro muy importante en la vida útil de la zona de muelle de la pinza, ya que este clavado y desclavado continuo de la pinza merma la resistencia mecánica del muelle y, por tanto, la utilidad del sistema.
El principal reto existe que la zona de figura de la pinza es de forma troncocónica y debe de ajustar en toda su geometría, pero por su propia forma tiene tendencia a clavarse.
Para evitar este clavado, es imperativo que la pinza ajuste al mismo tiempo en las paredes laterales y en la propia base, a fin de quedar completamente encajada.
En la práctica es mecánicamente imposible conseguir este ajuste con los sistemas tradicionales de fabricación y a un coste accesible para esta aplicación, por lo que el motivo de la presente invención, es la de crear un tope regulable para conseguir de forma sencilla y económica esta vital necesidad.
Si la pinza queda bloqueada en el interior de su alojamiento, esto representa un grave inconveniente en la productividad del molde, ya que la presión habitual que se proporciona a la pinza para el desmoldeado no es suficiente para desbloquear la pinza.
Por lo tanto, el objetivo principal de la presente invención es proporcionar un dispositivo de desmoldeado que permita una gran productividad, de una manera que la pinza no se quede bloqueada en el interior de su alojamiento.
Descripción de la invención Con el dispositivo para el desmoldeado de piezas de la invención se consiguen resolver los inconvenientes citados, presentando otras ventajas que se describirán a continuación.
El dispositivo para el desmoldeado de piezas de la presente invención comprende una pinza desplazable entre una posición de moldeado y una posición de desmoldeado, y se caracteriza porque dicha pinza comprende una muesca lateral que, en la posición de moldeado, está en contacto con un elemento de tope, limitando el desplazamiento de dicha pinza, para evitar que se clave en el alojamiento y la pinza trabaje suavemente.
Gracias a esta característica, la pinza no queda bloqueada en el interior de su alojamiento, ya que el elemento de tope impide que la superficie superior de la pinza esté por debajo de la superficie superior del molde.
Ventajosamente, dicho elemento de tope está montado de manera desplazable en un soporte, de manera que se puede regular su altura respecto a la superficie superior del molde.
Según una realización preferida, para regular dicha altura, dicho elemento de tope comprende un orificio roscado en el que se aloja un vástago roscado de dicho soporte.
Además, dicho elemento de tope comprende preferentemente una ranura que define una porción delantera. Así, solamente hay que mecanizar la superficie superior de dicha porción delantera para que tuviera las dimensiones adecuadas.
Según una realización preferida, dicha muesca lateral define una superficie horizontal y una superficie vertical que forman un ángulo substancialmente recto, y dicho elemento de tope comprende una superficie plana que, en la posición de moldeado de la pinza, está en contacto con dicha superficie horizontal definida por la muesca lateral.
Breve descripción de los dibujos Para mejor comprensión de cuanto se ha expuesto, se acompañan unos dibujos en los que, esquemáticamente y tan sólo a título de ejemplo no limitativo, se representa un caso práctico de realización.
La figura 1 es una vista lateral de la pinza del dispositivo para el desmoldeado de piezas de la presente invención;
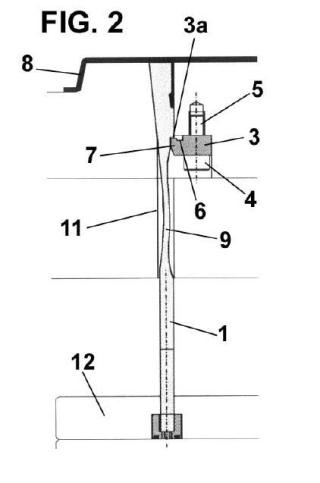
La figura 2 es una vista esquemática en alzado del dispositivo para el desmoldeado de piezas de la presente invención en la posición cerrada del molde;
La figura 3 es una vista esquemática en alzado del dispositivo para el desmoldeado de piezas de la presente invención en la posición abierta del molde.
Descripción de una realización preferida En la figura 1 se representa una pinza 1 que forma parte del dispositivo de desmoldeado de acuerdo con la presente invención.
Dicha pinza 1 es alargada y comprende en su parte superior una superficie plana 1a, que 30 estará en contacto con la pieza 8 a desmoldear, tal como se aprecia en la figura 2.
Además, dicha pinza 1 también comprende una zona intermedia 9 con un espesor menor que el resto de la pinza 1, de manera que la parte superior pueda desviarse ligeramente respecto a la vertical durante el desmoldeado, tal como se puede apreciar en la figura 2.
Según la invención, la pinza 1 comprende una muesca lateral 2, que define una superficie
horizontal 2a y una superficie vertical 2b, formando ambas superficies 2a, 2b un ángulo substancialmente recto.
Dicha pinza 1 está alojada en el molde en el interior de un alojamiento 11, de manera que es desplazable verticalmente en el interior del alojamiento 11 entre una posición de moldeado (representada en la figura 2) y una posición de desmoldeado (representada en la figura 3) .
En la posición de moldeado, el desplazamiento de la pinza 1 hacia abajo está limitado por un elemento de tope 3, que topa con dicha muesca lateral 2 de dicha pinza 1, en concreto, dicho elemento de tope 3 comprende una superficie plana 3a que topa con dicha superficie horizontal 2a de la muesca lateral 2.
Dicho elemento de tope 3 es desplazable a lo largo de un soporte 4, en particular a lo largo de un vástago roscado 5 de dicho soporte 4. Para ello, dicho elemento de tope 3 comprende un orificio roscado (que no se puede apreciar en las figuras) en cuyo interior se aloja dicho vástago roscado 5. De esta manera, se puede ajustar la posición de dicho elemento de soporte 3 respecto a la superficie superior 10 del molde.
Dicho elemento de tope 3 también comprende una ranura 6, que define una porción delantera 7 del elemento de tope 3, que es la que dispone de dicha superficie plana 3a citada anteriormente. De esta manera, si es necesario, se puede mecanizar únicamente dicha superficie plana 3a.
Esta ranura tiene la utilidad de separar las zonas de ajuste del tope, y delimitar cada una de ellas a fin poder ser mecanizadas independientemente, si rectificamos la zona delantera, por cada 0, 1 mm que rebajemos el apoyo de la pinza, ésta se desplazará verticalmente 1 mm hasta conseguir el apoyo, mientras que si rectificamos la parte posterior, por cada 0, 1 mm que rectifiquemos, el apoyo de la pinza subirá 1 mm. Con este procedimiento podemos ajustar con total precisión el apoyo de la pinza y conseguir que la pared de figura, el apoyo trasero y el tope de apoyo consigan el apoyo de precisión en todo momento, lo que implica claramente que el problema actual del “clavado” de la pinza desaparezca completamente, y de esta forma podemos conseguir una vida ilimitada al funcionamiento perfecto del producto.
En la posición de moldeado, representada en la figura 2, la pinza 1 está completamente alojada en el interior del alojamiento 11, y el elemento de tope 3 limita el desplazamiento hacia abajo de dicha pinza 1, de manera que se consigue una alineación exacta entre la superficie superior 1a de la pinza y la superficie superior 10 del molde, impidiendo que la pinza 1 quede atascada.
Cuando se desea desmoldear la pieza 8, unas placas de empuje 12 del molde empujan la pinza 1 hacia arriba (figura 2)...
Reivindicaciones:
1. Dispositivo para el desmoldeado de piezas, que comprende una pinza (1) desplazable entre una posición de moldeado y una posición de desmoldeado, caracterizado porque dicha pinza (1) comprende una muesca lateral (2) que, en la posición de moldeado, está en contacto con un elemento de tope (3) , limitando el desplazamiento de dicha pinza (1) .
2. Dispositivo para el desmoldeado de piezas de acuerdo con la reivindicación 1, en el que dicho elemento de tope (3) está montado de manera desplazable en un soporte (4) . 10
3. Dispositivo para el desmoldeado de piezas de acuerdo con la reivindicación 2, en el que dicho elemento de tope (3) comprende un orificio roscado en el que se aloja un vástago roscado (5) de dicho soporte (4) .
6. Dispositivo para el desmoldeado de piezas de acuerdo con la reivindicaciones 1 y 5, en el
que dicho elemento de tope (3) comprende una superficie plana (3a) que, en la posición de moldeado de la pinza (1) , está en contacto con dicha superficie horizontal (2a) definida por la muesca lateral (2) .
Patentes similares o relacionadas:
Procedimiento y dispositivo de sobremoldeo por inyección, del 15 de Julio de 2020, de AISAPACK HOLDING SA: Dispositivo de sobremoldeo por inyección que comprende al menos una mesa rotativa en montaje revólver en la que van embarcados moldes refrigerados, comprendiendo […]
Un procedimiento y aparato para el moldeado por inyección de un artículo hueco alargado, del 17 de Junio de 2020, de HOLLISTER INCORPORATED: Un procedimiento de moldeo por inyección de un artículo hueco alargado (20a), tal como un catéter urinario, dicho procedimiento comprende las etapas […]
Recipiente de reactivo para almacenar un reactivo líquido, aparato para fabricar una parte inferior de un recipiente de reactivo y un método para fabricar una parte inferior de un recipiente de reactivo, del 3 de Junio de 2020, de F. HOFFMANN-LA ROCHE AG: Un recipiente de reactivo para un instrumento analítico, en donde el recipiente de reactivo está configurado para almacenar un reactivo líquido, […]
MOLDE DE APERTURA Y EXPULSION AUTOMATICA PARA FABRICACION DE BLOQUES DE PLASTICO RECICLADO, del 30 de Abril de 2020, de GAMEZ GUERRERO, Isabel Cristina: La presente invención está dirigida a un molde de apertura y expulsión automática para fabricación de bloques a partir de mezclas de plástico reciclado. […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
MOLDE PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo que define una superficie interna (S2); una tapa configurada para cerrar […]
Molde para fabricar un panel polimérico de ventana de avión, del 11 de Marzo de 2020, de PPG INDUSTRIES OHIO, INC.: Un molde para moldear un panel polimérico de ventana de avión , que comprende: una primera mitad de molde , que comprende […]
Pila de molde de inyección y aparato de moldeo, del 25 de Diciembre de 2019, de Plastipak BAWT S.à.r.l: Una pila de molde de inyección (IMS) que comprende un conjunto de núcleo y un conjunto de cavidad , en donde el conjunto de núcleo comprende un núcleo […]