DISPOSITIVO REGULADOR DEL ORIFICIO DE ENTRADA DE MATERIAL EN MOLDES DE INYECCIÓN DE MATERIAS PLÁSTICAS.
Dispositivo regulador del orificio de entrada de material en moldes de inyección de materias plásticas,
que se instala en la propia cavidad de la pieza a inyectar, y mediante un sistema manual o automático permite regular el orificio de entrada de material, tal que, el dispositivo soluciona todas las eventualidades relacionadas con el tamaño del orifico de entrada de material, y, además, minimiza las marcas de inyección de la pieza moldeada, eliminando actuaciones posteriores en la pieza conformada para embellecerla.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200801592.
Solicitante: COMERCIAL DE UTILES Y MOLDES, S.A..
Nacionalidad solicitante: España.
Inventor/es: NAVARRA PRUNA,ALBERTO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
- B29C45/23 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Equipos para parar la alimentación.
- B29C45/27 B29C 45/00 […] › Canales de inyección.
- B29C45/30 B29C 45/00 […] › Medios para controlar la corriente de dispositivos en el canal de inyección, p. ej. construcción "torpedo".
Fragmento de la descripción:
tiempo en el que el plástico fluido se enfría, solidifi-
Dispositivo regulador del orificio de entrada de material en moldes de inyección de materias plásticas. Objeto de la invención
La presente solicitud de Patente de Invención tiene por objeto el registro de un dispositivo regulador del orificio de entrada de material en moldes de inyección de materias plásticas.
Más concretamente dicho dispositivo permite la regulación del orificio de entrada del material fluido en la propia cavidad de moldeo de la pieza a inyectar, lo que permite la regulación exacta en cada caso del caudal necesario, tanto en moldes de una como de varias cavidades. Antecedentes de la invención
Es bien conocido, que la inyección en moldes para termoplásticos es un proceso de fabricación automático o semiautomático que consiste en inyectar un material termoplástico en estado de fusión, dentro de un molde metálico, básicamente formado por dos mitades las cuales conforman la cavidad de la pieza a fabricar.
El termoplástico fundido proviene de una tolva de alimentación que hace pasar el material de estado sólido a estado semilíquido. Esto se realiza a través de un husillo bisinfin que está recubierto de unas resistencias que hacen que la temperatura que generan durante el recorrido del termoplástico el material pase de estado sólido a estado semipastoso o semilíquido. Y mediante una presión hidráulica y a través de unos canales de inyección, el termoplástico fundido llega hasta la cavidad del molde, penetrando en el interior de éste a través de un orificio de entrada.
El citado orificio para la entrada de material fluido debe calcularse durante el proceso de diseño del molde, en base a una gran cantidad de parámetros, entre los que destacan el material a inyectar, la contracción de la pieza una vez fría, la ubicación de los canales de inyección, el número de cavidades, las distancias a recorrer por el plástico fluido, etc.
Si el orificio de entrada del material fluido es demasiado grande, el llenado del molde y conformación de la pieza es un proceso rápido, no obstante, seguramente se requieren operaciones adicionales que eliminen las marcas de la inyección en esta zona de la pieza.
Contrariamente, si la entrada es muy pequeña pueden surgir problemas en el llenado del molde, pudiendo aparecer rechupados o señales de falta de compactación, mal aspecto del producto, insuficiencia de llenado, etc...
Además, puede darse el caso de que un mismo molde se utilice con materiales plásticos distintos, hecho que implica la variación del orificio de entrada del material fluido en el molde.
Cuando se trata de molde de cavidades múltiples el problema que se produce es diferente, ya que la desigualdad del tamaño del orificio de entrada, produce dentro del molde una distorsión en el momento de la inyección que puede causar diferentes tipos de problemas, por una parte desigualdad entre las piezas, lo que comporta la selección posterior de piezas aceptadas o no por el cliente, piezas con escaso material y otras de la misma colada con exceso de material, piezas con rebaba o rechupados causados por falta de compactación en el momento de la inyección, etc.
cándose, y constituyendo la pieza moldeada.
A continuación, se procede con la apertura del molde, y se extrae la pieza moldeada de la cavidad de moldeo con la ayuda de medios mecánicos.
La operación posterior de eliminación o pulido de las piezas se lleva a cabo con medios manuales y/o mecánicos conocidos en la técnica, e implica un incremento del coste de fabricación de la pieza, un incremento en el tiempo de producción de la pieza, y el uso de una mayor mano de obra y maquinaria.
Todos los problemas descritos quedan resueltos por el dispositivo motivo de esta invención, que se instala en la propia cavidad de la pieza a inyectar, y mediante un sistema manual o automático permite regular el orificio de entrada de material al igual que un grifo. Dicho sistema soluciona todas las eventualidades descritas relacionadas con el tamaño del orifico de entrada de material, además de minimizar las marcas de inyección, eliminando actuaciones posteriores en la pieza conformada para embellecerla. Descripción de la invención
El dispositivo regulador del orificio de entrada de material en moldes de inyección de materias plásticas objeto del presente registro, resuelve los inconvenientes anteriormente citados, aportando, además, otras ventajas adicionales que serán evidentes a partir de la descripción que se acompaña a continuación.
Para ello, y de forma más concreta, dicho dispositivo se caracteriza por el hecho de comprender una corredera desplazable de tal manera que aumenta o reduce la sección de paso del canal de entrada de la materia fluida en la cavidad de moldeo de la pieza, puesto que el dispositivo se dispone en la misma entrada de la materia fluida a la cavidad del moldeo de la pieza.
Adicionalmente, la citada corredera está vinculada a unos medios de desplazamiento que permiten la regulación del desplazamiento de la misma, y en consecuencia, la regulación de la entrada de materia fluida en la cavidad de moldeo.
Los citados medios de desplazamiento pueden ser activados de manera manual usando un simple destornillador o llave tipo allen, o bien, pueden ser activados mediante sistemas más sofisticados tales como minimotores electrónicos, neumáticos o similar.
Y más concretamente, los medios de desplazamiento de la corredera comprenden un casquillo unido a la corredera, presentando interiormente inserto dicho casquillo un vástago giratorio, de tal manera, que al girar el vástago la corredera se desplaza axialmente.
De acuerdo con las características citadas, el dispositivo comprende una carcasa que aloja la corredera y los medios de desplazamiento.
Además, la cara de la carcasa que está en contacto con la materia fluida presenta una forma acanalada continua al canal de conducción de la citada materia fluida.
Conforme a las particularidades descritas, y de manera adicional, el extremo de la corredera que está en contacto con el canal de conducción de la materia fluida en dirección a la cavidad de moldeo de la pieza presenta forma de cuña.
La citada particularidad permite la reducción de la entrada de materia fluida en la cavidad de moldeo, así como un ajuste perfecto con la carcasa, a fin de poder ejercer un cierre perfecto, si la ocasión lo requiere.
Según otro aspecto de la invención, el dispositivo presenta medios de fijación al molde, de manera que permiten desmontar el dispositivo fácilmente para tareas de mantenimiento o sustitución de cualquiera de las partes en caso de desgaste o rotura.
Preferiblemente, dichos medios de fijación consisten en un taladro roscado por el que se inserta tornillo que permite la fijación del dispositivo al molde.
Ventajosamente, y gracias a las características del nuevo dispositivo descrito anteriormente, se obtiene un regulador de la entrada de la materia fluida en la cavidad de moldeo de la pieza que permite regular la cantidad de plástico líquido a inyectar en el molde, abriendo o cerrando a voluntad el paso del material.
Además de regular de manera equilibrada la entrada de la materia fluida en el molde, el dispositivo de la invención permite regular la presión de inyección, lo que conlleva poder modificar a voluntad los parámetros necesarios para el perfecto equilibrio entre la velocidad de inyección, los tiempos de llenado y la presión, consiguiendo así los perfectos equilibrios entre el aspecto del producto acabado y requisitos técnicos del producto en cuestión, tanto en características mecánicas como visuales, balances entre aspectos cosméticos o requerimientos funcionales y equilibrio entre acabados, aspectos tales como el color, los brillos o aspectos matizados, se pueden mínimamente corregir, aplicando los parámetros necesarios en cada caso.
De este modo, se reducen considerablemente los problemas habituales de la inyección (marcas de inyección) , además, de incrementar la calidad del producto fabricado evitando con ello posteriores operaciones de acabado de la pieza moldeada obtenida. Y en consecuencia, el coste de fabricación de la pieza no se verá afectado por procesos de acabado posteriores, y tanto el tiempo de fabricación de la pieza...
Reivindicaciones:
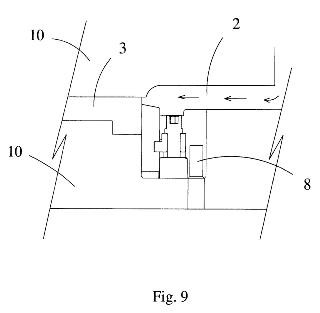
1. Dispositivo regulador del orificio de entrada de material en moldes de inyección de materias plásticas, dispuesto en un molde (10) provisto de cavidades donde se conforma la pieza a moldear, y al menos un canal de conducción (2) de la materia fluida al citado orificio de entrada, caracterizado por el hecho de comprender una corredera (1) desplazable de tal manera que aumenta o reduce la sección de paso del canal de conducción (2) de la materia fluida hasta la cavidad del moldeo (3) de la pieza.
2. Dispositivo regulador del orificio de entrada de material en moldes de inyección de materias plásticas, según reivindicación primera, caracterizado por el hecho de que la corredera (1) está vinculada a unos medios de desplazamiento.
3. Dispositivo regulador del orificio de entrada de material en moldes de inyección de materias plásticas, según reivindicación segunda, caracterizado por el hecho de que los medios de desplazamiento comprenden un casquillo (4) unido a la corredera (1) , presentando interiormente inserto dicho casquillo (4) un vástago (5) giratorio, de tal manera, que al girar el vástago (5) la corredera (1) se desplaza axialmente.
4. Dispositivo regulador del orificio de entrada de material en moldes de inyección de materias plásticas, según reivindicación primera, caracterizado por el hecho de que el vástago (5) giratorio presenta medios de activación de giro.
5. Dispositivo regulador del orificio de entrada de material en moldes de inyección de materias plásticas, según reivindicación primera, caracterizado por el hecho de que comprende una carcasa (6) que aloja la corredera (1) y los medios de desplazamiento.
6. Dispositivo regulador del orificio de entrada de material en moldes de inyección de materias plásticas, según reivindicación quinta, caracterizado por el hecho de que la cara de la carcasa (6) que está en contacto con la materia fluida presenta una forma acanalada (7) continua al canal de conducción (2) de la citada materia fluida.
7. Dispositivo regulador del orificio de entrada de material en moldes de inyección de materias plásticas, según reivindicación primera, caracterizado por el hecho de que el extremo de la corredera (1) que está en contacto con el canal de conducción de la materia fluida presenta forma de cuña.
8. Dispositivo regulador del orificio de entrada de material en moldes de inyección de materias plásticas, según reivindicación primera, caracterizado por el hecho de que presenta medios de fijación (8) al molde.
9. Dispositivo regulador del orificio de entrada de material en moldes de inyección de materias plásticas, según reivindicación octava, caracterizado por el hecho de que los medios de fijación (8) al molde consisten en un taladro roscado a través del cual se inserta un tornillo.
10. Molde, formado por dos mitades (10) enfrentadas entre sí, cerradas por presión y provistas de al menos un canal de conducción (2) de la materia fluida en dirección a la cavidad del moldeo (3) donde se conforma la pieza a obtener, caracterizado por el hecho de que el canal de conducción (2) está provisto de un dispositivo regulador del orificio de entrada de material en moldes de inyección de materias plásticas de acuerdo con las reivindicaciones de la primera a la novena.
Patentes similares o relacionadas:
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Composiciones de polietileno, procesos y cierres, del 15 de Abril de 2020, de NOVA CHEMICALS (INTERNATIONAL) S.A.: Un cierre, comprendiendo dicho cierre una composición de polietileno bimodal que comprende: del 10 al 70 % en peso de un primer copolímero de etileno que tiene […]
Aditivo para prevenir la separación de fases de aditivo de perfil bajo en composiciones de poliéster termoendurecido insaturado, del 8 de Abril de 2020, de LUBRIZOL ADVANCED MATERIALS, INC.: Una composición de moldeo de resina insaturada que comprende (a) un aditivo para evitar la separación de fases; (b) un polímero polimerizado […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Manija flexible con superficie parcialmente texturada, del 8 de Abril de 2020, de Eaton Intelligent Power Limited: Manija moldeada para un mango de herramienta destinada para ser agitada con fuerza y velocidad, comprendiendo: un elemento tubular formado […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]