TUBERÍA RÍGIDA, PARTICULARMENTE PARA USO EN EL COMPARTIMENTO DEL MOTOR DE UN VEHÍCULO MOTORIZADO, Y MÉTODO PARA SU FABRICACIÓN.
Una tubería rígida (10) particularmente para uso en el compartimento del motor de un vehículo motorizado,
comprendiendo la tubería (10) un tubo (12) de material metálico y al menos una pieza final (14) de conexión de material de elastómero moldeado conjuntamente sobre una respectiva parte final del tubo (12), comprendiendo además la tubería rígida (10), para cada pieza final (14) de conexión, un inserto (16) de refuerzo de material metálico insertado en el tubo (12) en la parte final sobre la cual se dispone la pieza final (14) de conexión, y una capa de agente estimulador de la adhesión depositada sobre la superficie del tubo metálico (12) en contacto con dicha al menos una pieza final (14) de conexión
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08425370.
Solicitante: SIGIT S.P.A. - SOCIETA'ITALIANA GOMMA INDUSTRIALE TORINO S.P.A.
T.ERRE S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIA CITERNESE 108 06016 SAN GIUSTINO (PERUGIA) ITALIA.
Inventor/es: Decisi,Pierangelo, Gnes,Fabio, Cremonini,Maurizio, Polidori,Gianfranco.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Mayo de 2008.
Clasificación Internacional de Patentes:
- B29C45/14K
- B29C45/14U
- B29C70/76B
- F16L13/007 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 13/00 Empalmes de tubos no desmontables, p. ej. empalmes soldados, pegados o calafateados (empalmes para tubos rígidos en materiales plásticos F16L 47/00). › especialmente adaptados para empalmar tubos de materiales diferentes.
- F16L13/10B
Clasificación PCT:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29C70/76 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › Moldeo de los bordes o extremidades del objeto preformado.
- F16L33/34 F16L […] › F16L 33/00 Dispositivos para empalmar las mangas a órganos rígidos; Empalmes rígidos para mangas, p. ej. elementos unitarios que enlazan simultáneamente en dos mangas (empalmes o accesorios de empalme especialmente adaptados para ser hechos de materiales plásticos o para ser utilizados con tubos en materiales plásticos F16L 47/00). › con una unión obtenida por vulcanización, pegadura, fusión o similar.
- F16L47/24 F16L […] › F16L 47/00 Empalmes o accesorios de empalme para tubos de doble pared o con canales múltiples o para conjuntos de tubos para utilizarse con tubos de materiales plásticos. › para empalmes entre tubos de metal y de plástico.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2374023_T3.pdf
Fragmento de la descripción:
Tubería rígida, particularmente para uso en el compartimento del motor de un vehículo motorizado, y método para su fabricación La presente invención está relacionada con una tubería rígida que comprende un tubo de material metálico equipado en uno o ambos de sus extremos con piezas finales de conexión moldeadas conjuntamente hechas de material de elastómero, particularmente para uso en el compartimento del motor de un vehículo motorizado, como se especifica en la reivindicación independiente 1.
De acuerdo con un aspecto adicional, la presente invención está relacionada con un método para la fabricación de una tubería rígida del tipo identificado anteriormente, como se especifica en la reivindicación independiente 6.
La invención fue desarrollada con referencia específica a la aplicación a tuberías de conexión de respiraderos para lubricar separadores de aceite en motores de combustión interna de gasolina o diesel. Sin embargo, es claro que esta aplicación específica no debe entenderse en modo alguno como limitativa de la presente invención, siendo esta última aplicable a cualquier otra tubería destinada a la conducción de gas y/o líquidos y/o mezclas de gas y/o líquidos.
Es conocido, en particular en el campo de los motores, utilizar tuberías rígidas que comprenden un tubo de material metálico (ferroso o no ferroso) , de longitud adecuada y extendiéndose en una línea recta o curva de configuración adecuada, así como una o dos piezas finales de conexión hechas de material de elastómero, cada una de ellas moldeada conjuntamente en un respectivo extremo del tubo metálico y con las funciones de fijación y sellado con respecto a los componentes mecánicos (rígidos o no rígidos) con los cuales tiene que acoplarse la tubería. Un problema de tales tuberías rígidas conocidas reside en el hecho de que la producción de piezas finales de conexión por medio de moldeo conjunto requiere el uso de tubos metálicos que son muy fuertes, y por tanto correspondientemente pesados y/o costosos, con el fin de evitar la deformación en los extremos de los propios tubos, debido al moldeo conjunto de las piezas finales de conexión. El moldeo conjunto de las piezas finales de conexión se lleva a cabo en realidad mediante inyección a alta presión del material de elastómero que constituye las propias piezas finales de conexión y puede conducir por tanto, en el caso de tubos metálicos insuficientemente fuertes, a un aplastamiento inaceptable en sus extremos.
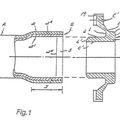
El documento DE 101 44 926 A1 divulga una tubería rígida, comprendiendo esta tubería rígida un accesorio (1) de material metálico y al menos una pieza final (2) de conexión de material plástico. En el accesorio (1) se inserta una inserción (7) de refuerzo de material metálico, en la parte final de la cual se dispone una pieza final (2) de conexión, véase la figura 1, por ejemplo.
Es un objeto de la presente invención proporcionar una tubería rígida del tipo definido anteriormente, que tiene un peso mínimo, es capaz de resistir eficazmente incluso aceites minerales a alta temperatura, ofrece una alta resistencia a la tensión (resistencia a la separación) en las piezas finales de conexión, y puede ser producida con bajo coste por medio de métodos altamente productivos y flexibles con un bajo impacto ambiental.
Estos y otros objetos se consiguen totalmente de acuerdo con un primer aspecto de la invención, por medio de una tubería rígida que tiene las características definidas en la reivindicación independiente 1 anexa y, de acuerdo con un aspecto adicional de la invención, por medio de un método para la fabricación de una tubería rígida que tiene las características definidas en la reivindicación independiente 6.
Los modos de realización preferidos de una tubería rígida de acuerdo con la invención, son el objeto de las reivindicaciones dependientes 2 a 5. Las maneras preferidas de llevar a cabo un método para la fabricación de una tubería rígida de acuerdo con la invención, son el objeto de la reivindicación dependiente 7.
Como quedará claro a partir de la descripción siguiente, por medio de la inserción en cada uno de los extremos del tubo metálico, que están destinados a recibir la pieza final de conexión, de un inserto de material metálico antes de la operación de moldeo conjunto de la pieza final de conexión, se obtiene el objetivo de aumento de la resistencia mecánica del tubo, sin que esto resulte en un aumento del peso y del coste de la tubería en su totalidad. El tubo metálico puede estar hecho en realidad de un material con propiedades mecánicas no demasiado altas y/o sin aumento de espesor, ya que no tiene que proporcionar por sí mismo resistencia mecánica en la mayoría de las zonas sometidas a esfuerzo durante la operación de moldeo conjunto.
Las características y ventajas de la invención quedarán claras a partir de la siguiente descripción detallada, ofrecida solamente a modo de ejemplo no limitativo con referencia a los dibujos anexos, en los cuales:
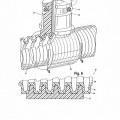
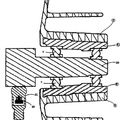
La figura 1 muestra una tubería de acuerdo con un modo de realización preferido de la presente invención; y Las figuras 2, 3 y 4 son respectivamente una vista en perspectiva, una vista en alzado frontal y una vista en sección axial, que muestran en detalle una parte final de la tubería de la figura 1.
Con referencia a los dibujos, una tubería rígida de acuerdo con un modo de realización preferido de la presente invención está indicada en general como 10, e incluye básicamente un tubo 12 de material metálico y una pareja de piezas finales 14 de conexión de material de elastómero dispuestas en los extremos del tubo 12.
El tubo metálico 12 puede extenderse en línea recta o, como en el ejemplo ilustrado, puede extenderse parcialmente en una curva configurada apropiadamente de acuerdo con las aplicaciones específicas. El tamaño del tubo metálico 12 (longitud y diámetro) puede ser seleccionado también obviamente como se desee, dependiendo de las aplicaciones específicas. El tubo metálico 12 puede ser un material metálico ferroso (por ejemplo, acero al carbono)
o un material metálico no ferroso (por ejemplo, aluminio, aleación de aluminio, latón o aleación de latón) . A modo de ejemplo, se puede utilizar una aleación de aluminio de acuerdo con el estándar UNI EN AW-3103-H111 (UNI EN573.3, UNI EN 755.2) . El tubo metálico 12 se produce ventajosamente por medio de extrusión en caliente, se le da forma (en el caso de que no se extienda en línea recta) por medio de un doblado automático frío, y finalmente se corta a un tamaño por medio de una máquina de control digital adecuada.
Las piezas finales 14 de conexión tienen la función de fijar y sellar los componentes mecánicos rígidos y no rígidos (no ilustrados en los dibujos) con los cuales se acopla la tubería 10. Las piezas finales 14 de conexión se moldean conjuntamente sobre el tubo metálico 12 por medio de moldeo por inyección y están ventajosamente constituidas por un elastómero termo-endurecible o termoplástico perteneciente a cualquiera de los grupos siguientes (indicados en conformidad con la nomenclatura internacional) :
- NR, EPDM, IIR, CR, CO/ECO,
- NBR, HNBR,
- CSM, EU, AU,
- ACM/EAM,
- FPM, FKM,
- VWQ,
- FVMQ,
- TPE.
La dureza del material que constituye las piezas finales 14 de conexión es variable, dependiendo de las aplicaciones, entre 30 ShA y 50 ShD. Se pueden utilizar también obviamente otros tipos de elastómeros no pertenecientes a uno de los grupos listados anteriormente. A modo de ejemplo, se puede utilizar el fluoro-elastómero FKM 70 ShA VITON ® producido por Dupont. Con el fin de asegurar una alta unión mecánica (resistencia a la separación) de la unión entre el tubo metálico 12 y cada una de las piezas finales 14 de conexión, antes del moldeo conjunto de la pieza final, se aplica una capa de agente estimulador de la adhesión, adecuadamente seleccionado dependiendo del material de elastómero que constituye la pieza final 14 de conexión, sobre la superficie del tubo metálico 12 destinado al interfaz con la pieza final 14 de conexión. El agente estimulador de la adhesión se aplica a temperatura ambiente, por medio de la inmersión, por deposición mediante almohadilla (o cepillo) o rociado, con un porcentaje de dilución y un disolvente que se seleccionan dependiendo del producto utilizado, y después se seca a temperatura ambiente o a una temperatura diferente, dependiendo del producto utilizado. A modo de ejemplo, en el caso de... [Seguir leyendo]
Reivindicaciones:
1. Una tubería rígida (10) particularmente para uso en el compartimento del motor de un vehículo motorizado, comprendiendo la tubería (10) un tubo (12) de material metálico y al menos una pieza final (14) de conexión de material de elastómero moldeado conjuntamente sobre una respectiva parte final del tubo (12) , comprendiendo además la tubería rígida (10) , para cada pieza final (14) de conexión, un inserto (16) de refuerzo de material metálico insertado en el tubo (12) en la parte final sobre la cual se dispone la pieza final (14) de conexión, y una capa de agente estimulador de la adhesión depositada sobre la superficie del tubo metálico (12) en contacto con dicha al menos una pieza final (14) de conexión.
2. Tubería de acuerdo con la reivindicación 1, en la que cada inserto (16) de refuerzo tiene una longitud que no 10 es mayor que la de la parte final del tubo metálico (12) sobre la cual se dispone la pieza final (14) de conexión.
3. Tubería de acuerdo con la reivindicación 1 o la reivindicación 2, en la que el tubo metálico (12) está hecho de aleación de aluminio, aleación de latón u otra aleación ligera, y donde cada inserto (16) de refuerzo está hecho de acero.
4. Tubería de acuerdo con cualquiera de las reivindicaciones precedentes, en la que dicha al menos una pieza 15 final (14) de conexión está hecha de elastómero termoendurecido.
5. Tubería de acuerdo con cualquiera de las reivindicaciones precedentes, en la que dicha al menos una pieza final (14) de conexión está hecha de VITON® y donde el agente estimulador de la adhesión es Chemosil®.
6. Un método para la fabricación de una tubería rígida (10) , particularmente para uso en el compartimento del motor de un vehículo motorizado, comprendiendo el método los pasos de producir un tubo (12) de material metálico
que tiene una longitud dada y una amplitud dada, y de moldear conjuntamente una respectiva pieza final (14) de conexión de material de elastómero sobre al menos una de las partes finales del tubo (12) ;
comprendiendo además el método el paso de moldear conjuntamente las piezas finales (14) de conexión, el paso de insertar, en cada una de las partes finales del tubo metálico (12) sobre el cual ha de moldearse conjuntamente una pieza final (14) de conexión, un inserto (16) de refuerzo de material metálico, y el paso de depositar una capa de agente estimulador de la adhesión sobre la superficie del tubo metálico (12) , que está destinada a recibirla pieza (o piezas) finales (14) de conexión.
7. Un método de acuerdo con la reivindicación 6, en el que el paso de producir el tubo (12) comprende, en sucesión, las operaciones de extrusión en caliente, el doblado en frío y el corte para el tamaño del tubo (12) .
Patentes similares o relacionadas:
Acoplamiento de fluido con conexión de bloqueo, del 8 de Enero de 2020, de Oetiker NY, Inc: Combinación de un componente de fluido y un conector que puede unirse de manera no extraíble con el componente , en la que el componente […]
 Estructura de unión de tubos metálicos, del 25 de Septiembre de 2019, de DAIKIN INDUSTRIES, LTD.: Una estructura de unión que comprende:
un primer tubo metálico que contiene un primer metal (M1) como componente principal; y
un segundo tubo […]
Estructura de unión de tubos metálicos, del 25 de Septiembre de 2019, de DAIKIN INDUSTRIES, LTD.: Una estructura de unión que comprende:
un primer tubo metálico que contiene un primer metal (M1) como componente principal; y
un segundo tubo […]
 UN DISPOSITIVO PARA LA UNION POR TERMOFUSION DE UN TUBO TERMOPLASTICO QUE INCLUYE UNA CAPA METALICA INTERMEDIA ENTRE DOS CAPAS TERMOPLASTICAS CON UNA CONEXION TERMOPLASTICA, del 1 de Junio de 2008, de MAY,EDUARDO FELIPE: Un dispositivo para la unión por termofusión de un tubo termoplástico que incluye una capa metálica intermedia entre dos capas termoplásticas, […]
UN DISPOSITIVO PARA LA UNION POR TERMOFUSION DE UN TUBO TERMOPLASTICO QUE INCLUYE UNA CAPA METALICA INTERMEDIA ENTRE DOS CAPAS TERMOPLASTICAS CON UNA CONEXION TERMOPLASTICA, del 1 de Junio de 2008, de MAY,EDUARDO FELIPE: Un dispositivo para la unión por termofusión de un tubo termoplástico que incluye una capa metálica intermedia entre dos capas termoplásticas, […]
PROCEDIMIENTO PARA LA PERFORACION EN TERRENOS DE RECUBRIMIENTO, ZAPATA DE ENTIBACION Y TUBO DE ENCAMISADO PARA EL METODO, Y ELEMENTO DE ACOPLAMIENTO PARA LOS TUBOS DE ENCAMISADO., del 1 de Noviembre de 1998, de EDMAN, KNUT OSTEN: CUANDO SE PERFORA UN TERRENO Y AL MISMO TIEMPO SE CARGA UNA TUBERIA DE ENTUBACION, LO DESEABLE ES PODER UTILIZAR TUBERIAS DE ENTUBACION DE UN MATERIAL DE PLASTICO […]
MANGUITA DE UNION PARA REALIZAR LA TRANSICION ENTRE TUBERIAS DE POLIETILENO Y ACERO ., del 1 de Marzo de 1995, de IGENSA, S.L.: MANGUITO DE UNION PARA REALIZAR LA TRANSICION ENTRE TUBERIAS DE POLIETILENO Y ACERO, EL CUAL SERA PREFERENTEMENTE UTILIZADO EN REDES DE DISTRIBUCION […]
 MÉTODO PARA FABRICAR UN CARTUCHO DE FILTRO, del 6 de Abril de 2011, de MILLIPORE CORPORATION: Un método para fabricar un cartucho de filtro, comprendiendo dicho cartucho de filtro un elemento de filtro tubular tapado en al menos […]
MÉTODO PARA FABRICAR UN CARTUCHO DE FILTRO, del 6 de Abril de 2011, de MILLIPORE CORPORATION: Un método para fabricar un cartucho de filtro, comprendiendo dicho cartucho de filtro un elemento de filtro tubular tapado en al menos […]
 PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CONDUCTO CON COMPONENTES MONTADOS, del 7 de Abril de 2011, de FLOW-RITE CONTROLS, LTD.: Procedimiento para realizar una operación de fabricación en una pluralidad de sitios a lo largo de la longitud de un conducto flexible para fabricar […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CONDUCTO CON COMPONENTES MONTADOS, del 7 de Abril de 2011, de FLOW-RITE CONTROLS, LTD.: Procedimiento para realizar una operación de fabricación en una pluralidad de sitios a lo largo de la longitud de un conducto flexible para fabricar […]
 METODO MEJORADO DE CONSTRUCCION DEL CONJUNTO CUBA/TAMBOR DE UNA MAQUINA LAVADORA, del 26 de Abril de 2010, de ELECTROLUX HOME PRODUCTS CORPORATION N.V.: Método de producción y montaje de la cuba y del tambor relacionado de una máquina lavadora doméstica, tanto de carga superior como de carga inferior, que comprende:
- […]
METODO MEJORADO DE CONSTRUCCION DEL CONJUNTO CUBA/TAMBOR DE UNA MAQUINA LAVADORA, del 26 de Abril de 2010, de ELECTROLUX HOME PRODUCTS CORPORATION N.V.: Método de producción y montaje de la cuba y del tambor relacionado de una máquina lavadora doméstica, tanto de carga superior como de carga inferior, que comprende:
- […]