PROCEDIMIENTO Y ÚTIL DE MONTAJE DE CAJONES DE TORSIÓN PARA USO AERONÁUTICO.
Procedimiento y útil de montaje de cajones de torsión para uso aeronáutico.
La invención se refiere a un procedimiento y un utillaje auxiliar para el montaje de estructuras aeronáuticas de tipo cajón de torsión.
El procedimiento consiste básicamente en montar los largueros (2, 2') y las costillas (3) con referencia al revestimiento (4) de forma que, una vez posicionados los largueros (2, 2') con su referenciación correcta en una grada de montaje (12), las costillas (3) se posicionan transversalmente con la condición de que ajusten contactando contra la superficie interior del revestimiento (4).
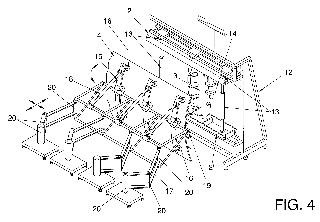
El utillaje comprende un elemento de plantilla (15) que se utiliza para dar previamente al revestimiento la forma teórica que debe adquirir una vez que esté montado y mantener sólidamente dicha forma teórica incorporando para ello medios de sujeción y tensado (16), además de medios de soporte y posicionado (17, 18, 19, 20).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200801447.
Solicitante: AIRBUS OPERATIONS, S.L.
Nacionalidad solicitante: España.
Inventor/es: SANCHEZ-BRUENTE ALVAREZ,DESIDERIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23P19/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 19/00 Máquinas que efectúan simplemente el montaje o la separación de piezas metálicas u objetos entre ellos o de piezas metálicas con piezas no metálicas, implicando o no esto una cierta deformación; Herramientas o dispositivos a este efecto en la medida en que no estén previstos en otras clases (herramientas manuales en general B25). › para unir o separar piezas (B23P 19/10 tiene prioridad).
- B64C3/18 B […] › B64 AERONAVES; AVIACION; ASTRONAUTICA. › B64C AEROPLANOS; HELICOPTEROS (vehículos de colchón de aire B60V). › B64C 3/00 Alas (superficies estabilizadoras B64C 5/00; alas de ornitópteros B64C 33/02). › Largueros; Costillas; Larguerillos (fijación de conjuntos alares al fuselaje B64C 1/26).
- B64F5/00 B64 […] › B64F INSTALACIONES EN TIERRA O INSTALACIONES EN CUBIERTA DE PORTAAVIONES ESPECIALMENTE ADAPTADAS PARA SU USO EN CONEXIÓN CON AERONAVES; DISEÑO, FABRICACIÓN, ENSAMBLAJE, LIMPIEZA, MANTENIMIENTO O REPARACIÓN DE AERONAVES, NO PREVISTOS EN OTRO LUGAR; MANIPULACIÓN, TRANSPORTE, ENSAYO O INSPECCIÓN DE COMPONENTES DE AERONAVES, NO PREVISTOS EN OTRO LUGAR. › Diseño, fabricación, ensamblado, limpieza, mantenimiento o reparación de aeronaves, no previstos en otro lugar; Manipulación, transporte, ensayo o inspección de componentes de aeronaves, no previstos en otro lugar.
Fragmento de la descripción:
Procedimiento y útil de montaje de cajones de torsión para uso aeronáutico.
Objeto de la invención
La presente invención, según se expresa en el enunciado de la presente memoria descriptiva, tiene por objeto proporcionar un procedimiento de montaje de una estructura de tipo cajón de torsión para uso aeronáutico asegurando unas tolerancias dimensionales mínimas en la superficie aerodinámica exterior del revestimiento, simplificando el procedimiento de montaje y eliminando operaciones de montaje innecesarias.
Campo técnico de la invención
Como se desprende del apartado anterior, la presente invención encuentra aplicación dentro de la industria aeronáutica, en el campo técnico de las estructuras de aeronaves, particularmente estructuras de tipo cajón de torsión.
Las estructuras de tipo cajón de torsión, o simplemente denominadas cajones de torsión, a cuyo procedimiento de montaje se refiere la presente invención, son estructuras bien conocidas en el campo técnico de las estructuras de aeronaves. Así, actualmente los cajones de torsión constituyen el elemento estructural principal de las alas y de los estabilizadores horizontales en los aviones.
Un cajón de torsión esencialmente se define como una estructura constituida por: unos largueros, normalmente rectos, que se disponen longitudinalmente en la estructura; unas costillas, que se disponen transversalmente entre los largueros y unidas a estos; y un revestimiento, que se dispone cubriendo la estructura alrededor de los largueros y las costillas, y unido a ellos.
Fundamentalmente, los largueros tienen la función de absorber los esfuerzos de flexión, las costillas por su parte distribuyen los esfuerzos a los largueros y dan forma al revestimiento, y por último el revestimiento distribuye a las costillas y largueros las cargas aerodinámicas de sustentación y resistencia, que se aplican sobre la superficie aerodinámica del revestimiento. Adicionalmente, los cajones de torsión suelen incorporar unos larguerillos que se disponen unidos a la superficie interior del revestimiento y que aportan la función de dar estabilidad al revestimiento y evitar su pandeo.
La superficie exterior del revestimiento de los cajones de torsión para uso aeronáutico requiere unas tolerancias muy reducidas, del orden de 0,01 mm., teniendo en cuenta que sobre dicha superficie se aplican las fuerzas aerodinámicas. Por esta razón adquiere especial relevancia el montaje del revestimiento sobre estas estructuras.
Por último indicar que aunque la presente invención se refiere a cajones de torsión para uso aeronáutico, no ha de entenderse restringida a ello, pues tal como se desprende de la descripción que se hace a continuación puede aplicarse también a estructuras constituidas por un esqueleto estructural que da forma exterior y por un revestimiento sustancialmente flácido, en las cuales se requiera asegurar que la superficie exterior del revestimiento tenga unas tolerancias dimensionales.
Estado de la técnica anterior a la invención
Convencionalmente, para el montaje de estructuras tales como los cajones de torsión para uso aeronáutico, así como otras estructuras de tamaño considerable, se emplea una estructura de soporte de los distintos elementos a montar denominada grada de montaje.
La técnica empleada para el montaje de estructuras como cajones de torsión, comprende las siguientes operaciones básicas: Soporte; posicionado; fijación provisional; y unión.
Por soporte se entiende la disposición de los elementos a montar en una grada de montaje.
El posicionado es la operación consistente en determinar la posición correcta del elemento a montar con respecto a otros elementos de la estructura, es decir la referenciación del elemento, y la situación del elemento en dicha posición.
La operación de fijación provisional consiste en realizar una unión provisional, previa a la unión definitiva entre los elementos que componen la estructura a montar. En las uniones remachadas, convencionalmente se realiza la fijación provisional por medio de una pinzas de montaje que se disponen atravesando las superficies de los elementos a unir, tras un taladrado previo de dichas superficies. La fijación provisional tiene por objeto sistematizar y facilitar el montaje al permitir quitar u poner los elementos durante el montaje y así, por ejemplo, liberar el acceso a otros elementos de montaje, a herramientas, operarios, etc.
Finalmente, la unión es la operación de fijación definitiva entre los elementos a montar. Usualmente, la unión entre los elementos de los cajones de torsión para uso aeronáutico se efectúa mediante remachado.
La fijación provisional y la unión entre los distintos elementos de un cajón de torsión se realiza convencionalmente por solapamiento de unas extensiones practicadas en los elementos a unir o piezas integradas en estos. Así, típicamente en el borde de la costilla se disponen unas faldillas para su unión con el revestimiento y unas aletas para su unión con los largueros, por su parte en la cara interna de los largueros se disponen unos refuerzos a través los que se unen a las costillas.
Básicamente, el procedimiento convencional de montaje de cajones de torsión para uso aeronáutico consiste en montar en primer lugar la estructura del esqueleto del cajón de torsión, es decir los largueros y las costillas, y una vez montado el esqueleto, montar el revestimiento extendiéndolo sobre el esqueleto.
A continuación se describe detalladamente un procedimiento convencional de montaje de un cajón de torsión.
Inicialmente, se soportan y posicionan los largueros en la grada de montaje, correctamente referenciados.
Después se posicionan las costillas, longitudinalmente y transversalmente, esto es según la dirección longitudinal y transversal de los largueros respectivamente. El posicionado longitudinal de las costillas se efectúa en base a los refuerzos que se disponen en la cara interior de los largueros con la función de servir para su unión a las costillas. El posicionado transversal es obviamente mucho más crítico desde el punto de vista de las tolerancias dimensionales, no pudiéndose efectuarse a partir de los refuerzos de los largueros como ocurre con el posicionado longitudinal. Con este propósito, convencionalmente se emplea un utillaje auxiliar que consiste esencialmente en unos topes o plantillas que limitan el contorno interior del revestimiento y de esta forma predefinen la posición correcta de las costillas al contactar con dichos topes o plantillas. Una vez posicionada cada costilla se fija provisionalmente a los largueros, realizando los correspondientes pinzamientos con las pinzas de montaje.
A continuación, se realiza la unión entre los largueros y las costillas, sustituyendo las fijaciones provisionales por uniones definitivas, usualmente mediante taladrado y remachado.
Finalmente, una vez que se ha montado el esqueleto de la estructura, formado por los largueros y las costillas, se procede a montar el revestimiento. Para ello se aproxima el revestimiento a las costillas y largueros y se extiende sobre estos en su posición correcta. El posicionado del revestimiento se realiza de forma que cada una de las partes o porciones superior e inferior que componen el cajón de torsión se extienden desde la línea central longitudinal del revestimiento y hacia los largueros, ajustando y asegurando el contacto con las faldillas de las costillas.
El montaje debe reflejar con exactitud el diseño teórico de la estructura, sin embargo no es inusual que tras el montaje, la superficie del revestimiento resulte fuera de tolerancia, produciéndose inevitablemente zonas salientes y zonas hundidas en la superficie del revestimiento. Esto puede ser debido a errores de fabricación como desviaciones en el ángulo de apertura de las faldillas o desviaciones en el espesor del revestimiento y principalmente, a errores de montaje por un posicionado inexacto de la costilla, como consecuencia sobretodo de la inexactitud intrínseca del sistema de posicionamiento de las costillas basado en el utillaje de topes o plantillas referido.
Para solucionar estos defectos de montaje en el revestimiento y con ello asegurar las tolerancias requeridas, actualmente se realizan unas operaciones denominadas operaciones de ajuste, antes de efectuar la unión definitiva. Estas operaciones de ajuste consisten esencialmente en realizar modificaciones locales en la...
Reivindicaciones:
1. Procedimiento de montaje de una estructura que consiste esencialmente en:
un conjunto de elementos estructurales que unidos entre sí constituyen un esqueleto de la estructura; y
un revestimiento que se dispone cubriendo la estructura alrededor del esqueleto y conectado con éste; siendo el revestimiento sustancialmente flácido de manera que tiene una forma indeterminada per se hasta que se dispusiera conectado sobre el esqueleto de la estructura;
asegurando con el procedimiento unas tolerancias dimensionales requeridas en la superficie exterior del revestimiento una vez montada sobre el esqueleto de la estructura;
caracterizado porque comprende los siguientes pasos:
a) Preformado del revestimiento; consistiendo esencialmente en dar forma al revestimiento para conseguir la forma teórica exacta que tendría una vez montado sobre el esqueleto de la estructura, así como en mantener sólidamente dicha forma, de manera que el revestimiento no se deforme o sufra alteraciones durante su manipulación en el montaje;
b) Posicionado, y fijación provisional del esqueleto de la estructura, con respecto al revestimiento preformado consistiendo esencialmente en determinar correctamente la posición relativa entre los elementos estructurales que constituyen el esqueleto con la condición de que el esqueleto conecte contra el revestimiento preformado, así como en unir provisionalmente el revestimiento preformado al esqueleto y los elementos que constituyen el esqueleto entre sí.
c) Unión definitiva del esqueleto de la estructura al revestimiento.
2. Procedimiento de montaje de una estructura según la reivindicación 1, aplicado a una estructura aeronáutica de tipo cajón de torsión (1), la cual consiste esencialmente en:
unos largueros (2) dispuestos longitudinalmente en la estructura;
unas costillas (3) unidas a los largueros (2) y dispuestas transversalmente en la estructura; y
un revestimiento (4) dispuesto cubriendo la estructura alrededor de los largueros y las costillas y unido a estos; asegurando con el procedimiento unas tolerancias dimensionales requeridas en la superficie aerodinámica exterior del revestimiento (4, 4') una vez montada sobre el esqueleto de la estructura, caracterizado porque comprende los siguientes pasos:
a) Preformado del revestimiento; consistiendo esencialmente en deformar el revestimiento para conseguir la forma teórica exacta que tendría una vez montado sobre los largueros (2) y las costillas (3) del cajón de torsión (1);
b.1) Posicionado de los largueros (2); consistiendo esencialmente en soportar los largueros en una grada de montaje, de forma que quede fijada la posición relativa exacta existente entre ellos de la estructura montada del cajón de torsión (1).
b.2) Posicionado, y fijación provisional a los largueros, del revestimiento preformado; consistiendo esencialmente en aproximar el revestimiento preformado a los largueros y situarlo en la posición correcta que ocupa en la estructura montada del cajón de torsión (1), así como en unir provisionalmente el revestimiento preformado y los largueros entre sí.
b.3) Posicionado, y fijación provisional de las costillas, al revestimiento preformado y a los largueros; consistiendo esencialmente en situar las costillas en su posición correcta con la condición de que las costillas conecten con el revestimiento preformado, así como en unir provisionalmente las costillas, con el revestimiento preformado y los largueros.
c.1) Unión definitiva de los largueros a las costillas;
c. 2) Unión definitiva del revestimiento a los largueros y las costillas.
3. Procedimiento de montaje de una estructura según la reivindicación 2, aplicado a una estructura aeronáutica de tipo cajón de torsión (1), la cual consiste esencialmente en:
un larguero anterior (2) y un larguero posterior (2') dispuestos longitudinalmente en la estructura;
unas costillas (3) unidas a los largueros (2, 2') y dispuestas transversalmente en la estructura, comprendiendo cada una de las costillas una porción superior de costilla (3) y una porción inferior de costilla (3'); y
un revestimiento (4, 4') dispuesto cubriendo la estructura alrededor de los largueros y las costillas y unido a estos, comprendiendo una porción superior de revestimiento (4) y una porción inferior de revestimiento (4'); asegurando con el procedimiento unas tolerancias dimensionales requeridas en la superficie aerodinámica exterior del revestimiento (4, 4') una vez montada sobre el esqueleto de la estructura, caracterizado porque comprende los siguientes pasos:
1.a) Preformado de una de las porciones del revestimiento, la porción de revestimiento superior (o la inferior); consistiendo esencialmente en deformar la porción de revestimiento para conseguir la forma teórica exacta que tendría una vez montada sobre los largueros (2) y las costillas (3) del cajón de torsión (1);
1.b.1) Posicionado de los largueros (2); consistiendo esencialmente en soportar los largueros en una grada de montaje, de forma que quede fijada la posición relativa exacta existente entre ellos en la estructura montada del cajón de torsión (1).
1.b.2) Posicionado, y fijación provisional a los largueros, de la porción de revestimiento preformada; consistiendo esencialmente en aproximar la porción de revestimiento preformada a los largueros y situarla en la posición correcta que ocupa en la estructura montada del cajón de torsión (1), así como en unir provisionalmente la porción de revestimiento preformada y los largueros entre sí.
1.b.3) Posicionado, y fijación provisional de las porciones de costilla superiores (o inferiores), a la porción de revestimiento preformada y a los largueros; consistiendo esencialmente en situar las porciones de costilla en su posición correcta con la condición de que las porciones de costilla conecten con la porción de revestimiento preformada, así como en unir provisionalmente las porciones de costilla superiores (o inferiores) con la porción de revestimiento superior (o inferior) preformada y los largueros.
1.c.1) Unión definitiva de los largueros a las porciones de costilla superiores (o inferiores).
1.c.2) Unión definitiva de la porción de revestimiento, a los largueros y a las porciones de costilla correspondientes.
2.a) Preformado de la otra porción de revestimiento, la porción de revestimiento inferior (o la superior); consistiendo esencialmente en deformar la porción de revestimiento para conseguir la forma teórica exacta que tendría una vez montada sobre los largueros (2) y las costillas (3) del cajón de torsión (1);
2.b.1) Posicionado, y fijación provisional a los largueros, de la porción de revestimiento preformada; consistiendo esencialmente en aproximar la porción de revestimiento preformada a los largueros y situarla en la posición correcta que ocupa en la estructura montada del cajón de torsión (1), así como en unir provisionalmente la porción de revestimiento preformada y los largueros entre sí.
2.b.2) Posicionado, y fijación provisional de las porciones de costilla inferiores (o superiores), a la porción de revestimiento preformada, a las porciones de costilla superiores (o inferiores) y, en su caso, a los largueros; consistiendo esencialmente en situar las porciones de costilla en su posición correcta con la condición de que las porciones de costilla conecten con la porción de revestimiento preformada, así como en unir provisionalmente las porciones de costilla inferiores (o superiores) a la porción de revestimiento inferior (o superior) preformada y a las porciones de costilla superiores (o inferiores) y, en su caso, a los largueros.
2.c.1) Unión definitiva de las porciones de costilla superiores a las porciones de costilla inferiores y, en su caso, a los largueros.
2.c.2) Unión definitiva de las porciones de revestimiento (superior e inferior) a los largueros y a las porciones de costillas (superiores e inferiores).
4. Procedimiento de montaje de una estructura según la reivindicación 3, aplicado a una estructura aeronáutica de tipo cajón de torsión (1), la cual consiste esencialmente en:
un larguero anterior (2) y un larguero posterior (2') dispuestos longitudinalmente en la estructura;
unas costillas (3) unidas a los largueros (2, 2') y dispuestas transversalmente en la estructura, comprendiendo cada una de las costillas una porción superior de costilla (3) y una porción inferior de costilla (3'); y
un revestimiento (4, 4') dispuesto cubriendo la estructura alrededor de los largueros y las costillas y unido a estos, comprendiendo una porción superior de revestimiento (4) y una porción inferior de revestimiento (4'); asegurando con el procedimiento unas tolerancias dimensionales requeridas en la superficie aerodinámica exterior del revestimiento (4, 4') una vez montada sobre el esqueleto de la estructura;
caracterizado porque en el montaje la estructura de cajón de torsión (1) permanece sustancialmente vertical de manera que los largueros anterior (2) y posterior (2) se posicionan dispuestos uno encima del otro y las porciones de revestimiento superior (4) e inferior (4') se sitúan en los respectivos laterales.
5. Útil para preformado de revestimiento, aplicado al procedimiento descrito en las reivindicaciones 1 a 4; caracterizado porque comprende:
un elemento de plantilla de manera que al forzar el revestimiento sobre el elemento de plantilla la superficie exterior del revestimiento adquiere su forma teórica exacta y mantiene dicha forma, disponiendo para ello de medios de sujeción y tensado del revestimiento que proveen revestimiento de la tensión interna adecuada para que no se deforme al efectuar las operaciones del procedimiento, los medios de sujeción y soporte dispuestos de manera que permitan el paso de brocas, fijaciones así como la realización adecuada de las operaciones del procedimiento;
unos medios de soporte y posicionado del elemento de plantilla, comprendiendo medios de posicionado en traslación y medios de posicionado en rotación espacial, con la función de posicionar en la estructura el revestimiento con la forma teórica exacta según el procedimiento descrito.
6. Útil para preformado de revestimiento, aplicado al procedimiento descrito en las reivindicaciones 1 a 4, según la reivindicación 5; caracterizado porque:
los medios de sujeción y tensado del revestimiento incorporan un dispositivo de sujeción por vacío, que comprende una pluralidad de ventosas (15) distribuidas sobre el elemento de plantilla.
7. Útil para preformado de revestimiento, aplicado al procedimiento descrito en las reivindicaciones 1 a 4, según la reivindicación 5; caracterizado porque:
el elemento de plantilla (15) consiste esencialmente en unos perfiles curvados con la forma correspondiente a una línea teórica de la superficie exterior del revestimiento.
Patentes similares o relacionadas:
AERONAVE DE DESPEGUE Y ATERRIZAJE VERTICAL CON PROPULSORES PIVOTANTES, del 28 de Julio de 2020, de OUTON TRILLO, Pedro: Es una aeronave de despegue y aterrizaje vertical, con un concepto estructural novedoso, que contiene ocho conjuntos propulsores, dos superficies sustentadoras pivotantes […]
Dispositivo hipersustentador, del 17 de Junio de 2020, de Asco Industries NV: Un dispositivo hipersustentador que comprende - un cuerpo en forma de superficie de sustentación que tiene un borde delantero (LE) […]
Estructura compuesta para una aeronave y procedimiento de fabricación de la misma, del 17 de Junio de 2020, de AIRBUS OPERATIONS, S.L: Estructura compuesta para una aeronave que comprende un panel de revestimiento y al menos un larguerillo unido al panel de revestimiento , teniendo el larguerillo […]
Sistema mecánico de fijación y ensamblaje y método estructural asociado, del 3 de Junio de 2020, de THE BOEING COMPANY: Un conjunto estructural que comprende: un primer miembro estructural que comprende un primer lado y un segundo lado […]
Disposición estructural de caja para una aeronave y procedimiento de fabricación de la misma, del 25 de Marzo de 2020, de AIRBUS OPERATIONS, S.L: Disposición estructural de caja para una aeronave que comprende: - una primera y una segunda capas de composite , - al menos una […]
Accesorios de soporte de puntal integrados con largueros debajo del ala, del 11 de Marzo de 2020, de THE BOEING COMPANY: Una estructura de soporte del motor a reacción que se puede fijar a una superficie externa de un ala de una aeronave para soportar un motor a reacción en […]
Métodos de formar un rigidizador de pala compuesto y facilitar la aplicación de tratamientos para daños por impacto apenas visibles, del 12 de Febrero de 2020, de THE BOEING COMPANY: Método para conformar una carga compuesta plana para dar un rigidizador de pala compuesto, que comprende: recortar una carga compuesta plana […]
Cuerpo de perfil aerodinámico con cubierta del larguero curvada integral, del 25 de Diciembre de 2019, de Airbus Operations Limited: Un cuerpo en forma de perfil aerodinámico que comprende una pluralidad de largueros longitudinales que definen cada uno una dirección longitudinal, […]