PROCEDIMIENTO Y MÁQUINA PARA EL ENVASADO DE PRODUCTOS LÍQUIDOS.
Procedimiento para el envasado de productos líquidos en un tren de envases flexibles desprovistos de base superior,
al que se le imprime un avance intermitente, en el que a partir de una banda plegada sobre sí misma y posteriormente sellada transversalmente para formar una sucesión de envases con dos paredes laterales enfrentadas y abiertos por uno de sus extremos, el procedimiento comprende las operaciones de corte transversal de la banda para individualizar los envases; de llenado y de cierre de los envases mediante la yuxtaposición y unión por termosoldadura de las citadas paredes laterales por sus bordes extremos, en el que, con carácter previo al llenado de los envases, además de realizarse el sello transversal de la banda también se unen parcialmente los bordes extremos de las paredes laterales de los envases a lo largo de al menos un tramo que alcanza un correspondiente sello transversal, cerrándose en consecuencia parcialmente el extremo abierto de los envases y dotándolos de una abertura de llenado reducida.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201230350.
Solicitante: VOLPAK, S.A.U.
Nacionalidad solicitante: España.
Inventor/es: MONTEIS SUÑOL,JOAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31B23/00
- B65B9/093 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › la banda tiene un movimiento intermitente.
Fragmento de la descripción:
Procedimiento y máquina para el envasado de productos líquidos.
Sector técnico de la invención
La invención se refiere a un procedimiento para el envasado de productos líquidos en un tren de envases, tipo saquito o bolsa, desprovistos de base superior, al que se le imprime un avance intermitente en una máquina envasadora automática. La invención es particularmente aplicable en máquinas que disponen de estaciones de trabajo, por ejemplo para la confección del envase, para su llenado y posterior sellado, y de medios para el transporte de los envases de una estación a la siguiente.
La invención también se refiere a una máquina envasadora automática especialmente adaptada para la puesta en práctica del procedimiento.
Antecedentes de la invención
Son conocidas numerosas realizaciones de máquinas envasadoras automáticas en las que los productos son envasados en bolsas o saquitos de un material flexible.
También es conocido que estas máquinas comprendan medios para confeccionar las bolsas o los saquitos a partir de una banda continua de material flexible y termosoldable, la cual a su vez puede obtenerse de la unión longitudinal de dos o más láminas de partida, que es sellada transversalmente y a intervalos para la formación de una sucesión de envases que posteriormente serán individualizados por corte de la lámina precisamente por dichos sellos transversales.
El formato de las bolsas o saquitos puede variar en función de los pliegues longitudinales que se practiquen en la lámina, pudiendo dar lugar por ejemplo a sobres sencillos, de formato esencialmente cuadrangular, o a saquitos que pueden mantenerse en pie, al dotarse al envase de un fondo inferior mediante el pliegue de la lámina en W. En el ámbito de la técnica este tipo de saquitos se denominan Stand-up Pouches ó Doypack.
En cualquier caso, el cuerpo de los envases, sean tipo bolsa o saquito, está formado por dos paredes enfrentadas y unidas a lo largo de dos costuras verticales, formadas al realizarse los respectivos sellos transversales de la lámina, que en una fase de conformación está abierto superiormente para permitir el llenado de los envases por este extremo abierto.
Se distinguen por lo general dos tipos de máquinas como las antes descritas según sea el avance de la lámina y de los envases una vez individualizados. Así se distinguen las máquinas de avance intermitente y las máquinas de avance continuo.
El primer tipo permite disponer sobre el chasis de la máquina estaciones de trabajo fijas, en las que se llevan a cabo y de forma sincronizada por ejemplo las operaciones de confección, llenado y acabado de los envases, mientras la banda y los envases individualizados se mantienen estáticos. Una vez terminadas las operaciones que se llevan a cabo en las estaciones de trabajo, como si de una cadena se tratase, se hace avanzar la banda y los envases al unísono una posición para que sobre ellos se efectúen las operaciones que se correspondan en la siguiente estación de trabajo.
En las condiciones de operación descritas, la cadena, es decir el tren de envases, no puede avanzar hasta que todas las estaciones de trabajo no hayan terminado su tarea. Un cuello de botella que limita el avance del tren de envases se localiza en la estación de llenado. Esto significa que el tiempo necesario para llenar un envase en curso de fabricación es una variable que afecta la productividad de la máquina. El tiempo de espera entre operaciones consecutivas de llenado será función del volumen y propiedades físicas del producto a envasar pero también de las características de los dispositivos utilizados para introducir el producto en los envases, por ejemplo de las boquillas dispensadoras y del caudal de llenado.
Hasta la fecha se procura que los envases tengan una abertura o embocadura superior lo más amplia posible para que la apertura del envase permita dosificar el producto empleando una boquilla de mayor diámetro y minimizar el tiempo de dosificado, y en consecuencia el tiempo de espera entre dos operaciones consecutivas de llenado.
No obstante, resulta que la capacidad de envasado de las máquinas viene a continuación condicionada por la velocidad de desplazamiento del tren de envases entre las estaciones, observándose que esta velocidad de desplazamiento debe ser reducida en una medida muy importante cuando el producto a envasar es un producto líquido o semilíquido. En efecto, una vez llenado un envase con la dosis de líquido, el arranque y el transporte del envase desde la estación de llenado hasta la estación de cierre del envase, y la subsiguiente maniobra de paro, produce desplazamientos inerciales del líquido contenido en el envase aún abierto. Estos movimientos provocan oleajes en el líquido que puede verterse al exterior o mojar partes del envase sobre las cuales deben realizarse más delante operaciones sensibles, como la de unión por termosoldadura de los bordes superiores de las paredes del envase con el propósito de cerrar superiormente el envase. Para evitar este inconveniente se hace indispensable trabajar a velocidades de desplazamiento bajas, lo cual afecta a la productividad de la máquina.
Alternativamente, pueden conformarse envases sobredimensionados con respecto a la dosis de líquido a contener con el propósito de que la superficie libre del líquido quede más alejada del borde superior, es decir de la embocadura del envase, para que las olas o las salpicaduras no alcancen el borde superior abierto del envase. El inconveniente asociado a esta solución es un aumento en el coste de fabricación al utilizarse más material por unidad de envase.
Es por lo tanto un objetivo de la presente invención un procedimiento que permita aumentar la productividad de estas máquinas, sin que ello afecte necesariamente al coste de fabricación o que incluso permita reducir tales costes.
Explicación de la invención
Para dar solución a los inconvenientes antes descritos, se da a conocer un procedimiento para el envasado de productos líquidos en un tren de envases flexibles, tipo saquito o bolsa, desprovistos de base superior, al que se le imprime un avance intermitente, en el que a partir de una banda plegada sobre si misma y posteriormente sellada transversalmente para formar una sucesión de envases con dos paredes laterales enfrentadas y abiertos por uno de sus extremos, el procedimiento comprende las operaciones de corte transversal de la banda para individualizar los envases; de llenado de los envases a través del citado extremo abierto; y de cierre o sellado de los envases, mediante la yuxtaposición y unión por termosoldadura de las citadas paredes laterales por sus bordes extremos.
En esencia el procedimiento se caracteriza porque, con carácter previo al llenado de los envases, además de realizarse el sello transversal de la banda también se unen parcialmente los citados bordes extremos de las paredes laterales de los envases a lo largo de al menos un tramo que alcanza un correspondiente sello transversal, cerrándose en consecuencia parcialmente el extremo abierto de los envases y dotándolos de una abertura de llenado reducida.
En una variante del procedimiento, en cada envase se unen los citados bordes extremos de las paredes laterales a lo largo de dos tramos que alcanzan los respectivos sellos transversales que cierran lateralmente el envase, dotando a dicho envase de una abertura de llenado central.
Preferentemente, la unión o uniones parciales de los bordes extremos de las paredes se llevan a cabo con carácter simultáneo y con la misma herramienta de soldadura que se practica el sellado transversal de la banda.
Contrariamente a la tendencia que se sigue en la técnica, los inventores han resuelto, en lugar de buscar una abertura lo más amplia posible, cerrar parcialmente la abertura de llenado de los envases lo que provoca, tal y como se explicará en mayor detalle más adelante, que el líquido que tiende a sobresalir del envase sea reconducido de nuevo hacia el interior del envase.
El hecho de tener que emplear boquillas más pequeñas, acorde con una abertura de envase reducida, significa un mayor tiempo de dosificado para suministrar la dosis del producto líquido a envasar. Este efecto secundario habría disuadido en primera instancia al experto de aplicar una solución de acuerdo con la invención.
Los inventores han comprobado no obstante que este aumento en el tiempo de dosificado queda compensado por el incremento en la velocidad que puede imprimirse...
Reivindicaciones:
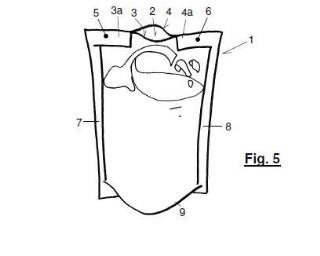
1. Procedimiento para el envasado de productos líquidos en un tren de envases (1) flexibles, tipo saquito o bolsa, desprovistos de base superior, al que se le imprime un avance intermitente, y en el que a partir de una banda plegada (11) sobre si misma y posteriormente sellada transversalmente para formar una sucesión de envases con dos paredes laterales (3, 4) enfrentadas y abiertos por uno de sus extremos, el procedimiento comprende las operaciones de corte transversal de la banda para individualizar los envases; de llenado de los envases a través del citado extremo abierto; y de cierre o sellado de los envases, mediante la yuxtaposición y unión por termosoldadura de las citadas paredes laterales (3, 4) por sus bordes (3a, 4a) extremos, estando caracterizado el procedimiento porque con carácter previo al llenado de los envases (1) , además de realizarse el sello transversal de la banda también se unen parcialmente los bordes (3a, 4a) extremos de las paredes laterales de los envases a lo largo de al menos un tramo (5, 6) que alcanza un correspondiente sello transversal (15) , cerrándose en consecuencia parcialmente el extremo abierto de los envases y dotándolos de una abertura (2) de llenado reducida.
2. Procedimiento según la reivindicación anterior, caracterizado porque en cada envase (1) se unen los citados bordes (3a, 4a) extremos de las paredes laterales (3, 4) a lo largo de dos tramos (5, 6) que alcanzan los dos sellos transversales (15) consecutivos que cierran lateralmente el envase, dotando a dicho envase de una abertura (2) de llenado central.
3. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque la unión o uniones parciales de los bordes (3a, 4a) extremos de las paredes laterales (3, 4) se llevan a cabo con carácter simultáneo y con la misma herramienta de soldadura (9) que realiza el sello transversal (15) de la banda plegada (11) .
4. Procedimiento según la reivindicación anterior, caracterizado porque la herramienta de soldadura (9) comprende un cabezal de soldadura (10) configurado esencialmente en forma de T, en el que se distingue una porción principal (12) recta y de longitud igual o superior a la altura (h) de la banda plegada (11) , y dos extensiones laterales (13a, 13b) y opuestas en el extremo superior de la porción principal, que se extienden en una dirección perpendicular a dicha porción principal.
5. Procedimiento según la reivindicación anterior, caracterizado porque las dos extensiones laterales (13a, 13b) del cabezal de soldadura (10) son simétricas respecto de la porción principal (12) .
6. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque la operación de llenado se realiza mediante una boquilla (14) de llenado que se mantiene introducida en los envases (1) , a través de su abertura (2) de llenado, durante una parte o la totalidad del tiempo que transcurre mientras se está realizando el avance del tren de envases .
7. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque comprende el empleo de un árbol principal de levas cuyo giro ininterrumpido desencadena a lo largo de una vuelta completa las operaciones que simultáneamente se llevan a cabo sobre el tren de envases mientras éstos permanecen estáticos y la operación de avance de los envases, de una estación a otra que le es consecutiva, siendo la velocidad de giro del citado árbol principal de levas variable a lo largo de una misma vuelta, siguiendo un patrón de variación de velocidad que se repite en cada vuelta que realiza dicho árbol principal.
8. Máquina (100) envasadora automática, que comprende medios para el arrastre intermitente de una banda plegada (11) sobre si misma de forma que se distinguen en ella dos paredes enfrentadas para la formación de las paredes laterales (3, 4) de una sucesión de envases (1) , comprendiendo la máquina una herramienta de soldadura (9) adaptada para realizar sucesivos sellos transversales (15) en la citada banda plegada (11) que unen por termosoldadura y a lo largo de sendas costuras verticales las citadas paredes laterales de la banda, estando caracterizada la máquina porque la herramienta de soldadura (9) comprende al menos dos cabezales de soldadura (10) enfrentados y con capacidad de cercarse y alejarse mutuamente entre sí, entre los que queda dispuesta la banda plegada (11) , distinguiéndose en los cabezales una porción principal (12) recta y de longitud igual o superior a la altura (h) de la banda plegada (11) , y al menos una extensión lateral (13a, 13b) en el extremo superior de la porción principal (12) , que se extienden en una dirección perpendicular a dicha porción principal (12) y que está destinada a unir por termosoldadura un tramo (5, 6) de los bordes (3a, 4a) extremos de las paredes enfrentadas de la banda plegada.
9. Máquina según la reivindicación anterior, caracterizada porque los cabezales de soldadura (10) comprenden dos extensiones laterales (13a, 13b) simétricamente dispuestas respecto de la porción principal (12) .
10. Máquina (100) según una cualquiera de las reivindicaciones 8 ó 9, caracterizada porque comprende un grupo de llenado (106) , en el que una boquilla (14) de llenado está montada con capacidad desplazamiento siguiendo una trayectoria coincidente con la trayectoria de desplazamiento del tren de envases (1) .
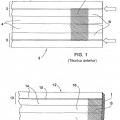
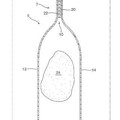
Fig. 1 15 15 8 7 8 7 13b
Fig. 5
Patentes similares o relacionadas:
Un proceso de fabricación de bolsas, del 6 de Enero de 2016, de ROLL-O-MATIC A/S: Un proceso de fabricación de bolsas a partir de una película tubular , comprendiendo dicho proceso las etapas de: - proporcionar fuelles laterales […]
Máquina para obtener una banda tubular de envasado, del 13 de Mayo de 2015, de B.m.s. S.n.c. Di Podesta' Giovanni E C: Máquina para obtener una banda tubular de envasado a partir de una película , que comprende: - medios de desenrollado para desenrollar dicha […]
MECANISMO DE SOLDADURA ROTATIVO, del 19 de Septiembre de 2014, de CONSTRUCCIONES ELECTROMECANICAS DEL TER, S.A.: 1. Mecanismo de soldadura rotativo, del tipo dotado de un disco aislante y un filamento calefactable , caracterizado esencialmente porque el filamento calefactable […]
 Envase, particularmente para productos envasables asépticamente, del 23 de Julio de 2014, de GOGLIO S.P.A: Envase particularmente para envasado aséptico, que consiste en dos paredes laterales dispuestas en oposición selladas térmicamente una […]
Envase, particularmente para productos envasables asépticamente, del 23 de Julio de 2014, de GOGLIO S.P.A: Envase particularmente para envasado aséptico, que consiste en dos paredes laterales dispuestas en oposición selladas térmicamente una […]
 Máquina y procedimiento de embolsado de productos alimenticios alargados y bolsa de embolsado correspondiente, del 29 de Enero de 2014, de DUNE: Máquina de embolsado de productos alimenticios alargados (P), en especial de panes (P), comprendiendoesta máquina:
- un bastidor ,
- […]
Máquina y procedimiento de embolsado de productos alimenticios alargados y bolsa de embolsado correspondiente, del 29 de Enero de 2014, de DUNE: Máquina de embolsado de productos alimenticios alargados (P), en especial de panes (P), comprendiendoesta máquina:
- un bastidor ,
- […]
Envase flexible y método de fabricación, del 23 de Octubre de 2013, de B. BRAUN MEDICAL INC.: Un método para formar un envase flexible para administración y almacenamiento combinado, comprendiendoel método las etapas de: proporcionar una lámina delantera flexible […]
 Saco y procedimiento para la fabricación del mismo, del 2 de Octubre de 2013, de WINDMOLLER & HOLSCHER KG: lámina tubular y cuyo saco está dotado de al menos un primer canal de salida de aire , que discurrede forma ampliamente paralela […]
Saco y procedimiento para la fabricación del mismo, del 2 de Octubre de 2013, de WINDMOLLER & HOLSCHER KG: lámina tubular y cuyo saco está dotado de al menos un primer canal de salida de aire , que discurrede forma ampliamente paralela […]
 Empaque de abertura fácil y recerrable con cinta discreta y red de corte estampado, del 4 de Julio de 2013, de CRYOVAC, INC.: Un empaque fácil de abrir y de recerrar que comprende:
a) una bolsa que comprende
i) un primero y segundo paneles […]
Empaque de abertura fácil y recerrable con cinta discreta y red de corte estampado, del 4 de Julio de 2013, de CRYOVAC, INC.: Un empaque fácil de abrir y de recerrar que comprende:
a) una bolsa que comprende
i) un primero y segundo paneles […]