"PROCEDIMIENTO Y MORDAZA PARA EL SELLADO POR TERMOSOLDADURA DE LOS BORDES EXTREMOS DE DOS PAREDES DE LATERALES DE UN ENVASE CONTENEDOR FLEXIBLE A UN CUERPO DE SOPORTE DE UNA ESPITA".
Procedimiento y mordaza para el sellado por termosoldadura de los bordes extremos de dos paredes de laterales de un envase contenedor flexible a un cuerpo de soporte de una espita.
Procedimiento para el sellado por termosoldadura de los bordes extremos de dos paredes laterales de un envase contenedor flexible a las superficies de sellado flexibles, convexas y en forma general de arco del cuerpo de soporte de una espita, en el que la superficie operativa de cada una de las mordazas utilizadas para aplicar a presión las paredes laterales contra las citadas superficies de sellado se dotan de una concavidad arqueada, siendo su luz menor que la luz del arco de la respectiva superficie de sellado.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200803339.
Solicitante: VOLPAK, S.A.U.
Nacionalidad solicitante: España.
Inventor/es: FIGOLS GAMIZ,RAMON.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Ensamblado de elementos preformados; Aparatos a este efecto.
- B29C65/02 B29C […] › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › por calor, con o sin presión.
- B29C65/18 B29C 65/00 […] › con una herramienta caliente.
- B65D33/38 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 33/00 Partes constitutivas, detalles o accesorios para sacos o bolsas. › Espitas.
Fragmento de la descripción:
Procedimiento y mordaza para el sellado por termosoldadura de los bordes extremos de dos paredes de laterales de un envase contenedor flexible a un cuerpo de soporte de una espita.
Sector técnico de la invención
La invención se refiere a un procedimiento para el sellado por termosoldadura de los bordes extremos de dos paredes de laterales de un envase contenedor flexible a un cuerpo de soporte de una espita interpuesto entre las citadas paredes laterales, siendo el soporte de los provistos de dos superficies de sellado enfrentadas, convexas, flexibles y en forma general de arco, y comprendiendo el procedimiento, de un modo convencional, la operación de aplicar a presión cada una de las paredes laterales del envase contra una respectiva superficie de sellado del cuerpo de soporte de la espita ejerciendo presión mediante la superficie operativa de una correspondiente mordaza sobre las paredes laterales del envase, y de aportar calor para provocar la unión de las citadas paredes laterales y las superficies de sellado por fusión de los materiales que los constituyen.
Antecedentes de la invención
Actualmente se está extendiendo el uso de bolsas o recipientes flexibles particularmente adaptados para contener productos alimenticios entre otros con consistencia fluida o poco sólida, debido a sus menores costes de fabricación y a su gran versatilidad. Una modalidad de estos recipientes es la formada por una bolsa o recipiente flexible provisto de una espita en una abertura del recipiente, estando prevista la entrada y/o salida del contenido del envase por dicha espita.
Generalmente, dichas espitas comprenden un cuerpo tubular, que forma un pasaje para la entrada o salida del producto contenido en la bolsa, provisto cerca de su embocadura de unos medios de sujeción, generalmente un hilo de rosca, para acoplar un tapón y cerrar de este modo la espita por su extremo libre. La espita comprende en su extremo opuesto un cuerpo de soporte destinado a quedar interpuesto entre los bordes extremos superiores de las paredes laterales del envase o bolsa y unido de forma estanca a dichas paredes laterales a través de sendas superficies de sellado.
Realizar la unión del cuerpo de soporte y sellado de la espita con las paredes laminares del envase es una operación delicada, y más cuando las superficies de sellado del cuerpo de soporte son lisas y flexibles. El sellado debe garantizar una perfecta estanqueidad para evitar salidas indeseadas del producto contenido así como entradas de sustancias externas que pudieran alterar su estado. Un método de unión especialmente ventajoso debido a su sencillez y eficacia es el termosoldado. La unión por termosoldadura consiste en aumentar la coalescencia entre los materiales a unir calentándolos con la ayuda de un cuerpo caliente hasta que al menos uno de los materiales alcanza su temperatura de fusión. Generalmente el material de las paredes del envase funde antes que el cuerpo de soporte de la espita, y al dejar de aplicar calor al material fundido, éste vuelve a enfriarse y recupera así su estado inicial sólido pero quedando totalmente adherido a las partes en contacto con el cuerpo de soporte. Para la unión por termosoldadura de las paredes laterales del envase al cuerpo de soporte de la espita, dichas paredes laminares son aplicadas, a presión, contra las superficies de sellado del cuerpo de soporte mediante un cuerpo caliente, normalmente una mordaza especialmente diseñada acorde con el contorno de las paredes de sellado.
No obstante, los resultados de la unión por termosoldadura no son siempre satisfactorios y la unión presenta irregularidades en el sellado. Dichas irregularidades pueden ser la consecuencia de que las paredes en las que están formadas las superficies de sellado se doblan en dirección hacia la espita al ejercer las mordazas presión sobre las mismas durante la operación de sellado. Para evitar este inconveniente, existen diseños específicos para las paredes del cuerpo de soporte de la espita, que evitan en la medida de lo posible las citadas deformaciones. Este el caso de la espita descrita por ejemplo en el documento de patente WO03031280.
No obstante, ha quedado demostrado que algunos de los recipientes en los que se usan cuerpos de soporte para las espitas como los descritos en el documento WO03031280 siguen presentado algunas irregularidades. En concreto, existen zonas en las que las láminas del envase no están correctamente adheridas a las superficies exteriores de las paredes de sellado, lo que además de transmitir la apariencia de un acabado pobre y poco cuidado tiene un efecto mucho más importante: no cumplir con los requisitos de estanqueidad.
Es por lo tanto un objetivo de la presente invención un procedimiento, y los medios para su puesta en práctica, que mejore la calidad del sellado y que además sea de aplicación para cuerpos de soporte de mayor simplicidad, tales como aquellos que presentan superficies de sellado en arco semicilíndrico, oval o similares.
Explicación de la invención
A diferencia de las propuestas hasta la fecha conocidas, el solicitante no persigue solucionar el problema técnico objetivo mediante la modificación de las superficies de sellado del cuerpo de soporte de la espita, sino que soluciona el problema mediante la dotación, a la mordaza, de una superficie operativa distinta a la de las superficies de sellado del cuerpo de soporte de la espita.
En esencia, el procedimiento según la invención se caracteriza porque la superficie operativa de cada una de las mordazas se dota de una concavidad arqueada, siendo su luz menor que la luz del arco de la respectiva superficie de sellado, todo ello de modo que cada mordaza presiona simultáneamente los dos extremos del arco de la correspondiente superficie de sellado provocando, por reacción elástica del cuerpo de soporte de la espita, una deformación en la superficie de sellado que produce un efecto de abombamiento, tal como un aumento de su flecha y una disminución de su luz, de modo que toda la superficie de sellado contacta contra la concavidad de la superficie operativa de la mordaza, con interposición de la correspondiente pared lateral del envase.
Con el procedimiento según la invención, cuando la mordaza actúa sobre la superficie de sellado, ésta modifica ligeramente su forma original, contactando con la concavidad de la superficie operativa de la mordaza. Para ello, a pesar de que la forma del contorno de la concavidad sea diferente a la del arco de la superficie de sellado, la longitud del contorno de la sección transversal de dicha concavidad debe ser prácticamente la misma que la del arco de la superficie de sellado. Si la longitud del contorno de la concavidad es demasiado superior a la del arco de la superficie de sellado, ésta última no quedaría en su totalidad aplicada a presión contra la concavidad de la superficie operativa de la mordaza. Por el contrario, si la longitud del contorno de la concavidad es menor a la del arco de la superficie de sellado, ésta se plegaría interiormente dando lugar a un sellado deficiente.
Según otra característica de la invención, las superficies de sellado se dotan de una forma general en arco de medio punto, y la concavidad curva de las superficies operativas de las mordazas se dota de una forma general en arco ultrapasado o de herradura.
De acuerdo con otra variante de la invención, las superficies de sellado se dotan de una forma general en arco de medio punto, y la concavidad curva de las superficies operativas de las mordazas se dotan de una forma general en arco peraltado, cuya flecha es mayor que su semiluz.
Preferentemente, la concavidad de las superficies operativas de las mordazas se dota de una forma general en arco cuya flecha es mayor que la flecha del arco de la superficie de sellado.
De acuerdo a otro aspecto de la invención, se da a conocer una mordaza para la puesta en práctica del procedimiento según la invención, especialmente adecuada para superficies de sellado de forma general en arco de medio punto. La mordaza se caracterizada porque comprende una superficie operativa dotada de una concavidad curva de forma general en arco ultrapasado.
Según otra variante, la mordaza comprende una superficie operativa dotada de una concavidad curva de forma general en arco peraltado, cuya flecha es mayor que su semiluz.
Breve descripción de los dibujos
En los dibujos adjuntos se ilustra, a título de ejemplo no limitativo, una secuencia del procedimiento según la invención y una variante de una...
Reivindicaciones:
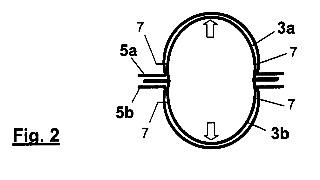
1. Procedimiento para el sellado por termosoldadura de los bordes extremos de dos paredes laterales (2) de un envase contenedor flexible a un cuerpo de soporte (3) de una espita interpuesto entre las citadas paredes laterales, distinguiéndose en dicho cuerpo de soporte dos superficies de sellado (3a, 3b) enfrentadas, convexas, flexibles y en forma general de arco, comprendiendo el procedimiento la operación de aplicar a presión cada una de las paredes laterales del envase contra una respectiva superficie de sellado del cuerpo de soporte de la espita ejerciendo presión mediante la superficie operativa (6a, 6b) de una correspondiente mordaza (5a, 5b) sobre las paredes laterales del envase, y de aportar calor para provocar la unión de las citadas paredes laterales y las superficies de sellado por fusión de los materiales que los constituyen, estando el procedimiento caracterizado porque la superficie operativa de cada una de las mordazas se dota de una concavidad arqueada, siendo su luz (a) menor que la luz (A) del arco de la respectiva superficie de sellado, todo ello de modo que cada mordaza presiona simultáneamente los dos extremos (7) del arco de la correspondiente superficie de sellado provocando, por reacción elástica del cuerpo de soporte de la espita, una deformación en la superficie de sellado que produce un efecto de abombamiento, tal como un aumento de su flecha y una disminución de su luz, de modo que toda la superficie de sellado contacta contra la concavidad de la superficie operativa de la mordaza, con interposición de la correspondiente pared lateral del envase.
2. Procedimiento según la reivindicación 1, caracterizado porque las superficies de sellado (3a, 3b) se dotan de una forma general en arco de medio punto, y porque la concavidad de las superficies operativas (6a, 6b) de las mordazas (5a, 5b) se dota de una forma general en arco ultrapasado o de herradura.
3. Procedimiento según la reivindicación 1, caracterizado porque las superficies de sellado (3a, 3b) se dotan de una forma general en arco de medio punto, y porque la concavidad de las superficies operativas (6a, 6b) de las mordazas (5a, 5b) se dotan de una forma general en arco peraltado, cuya flecha es mayor que su semiluz.
4. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque la concavidad de las superficies operativas (6a, 6b) de las mordazas (5a, 5b) se dota de una forma general en arco cuya flecha (F) es mayor que la flecha (f) del arco de la superficie de sellado.
5. Mordaza (5a, 5b) para el sellado por termosoldadura del borde extremo de una pared lateral de un envase contenedor flexible a la superficie de sellado flexible y convexa de un cuerpo de soporte de una espita, siendo la mordaza especialmente adecuada para superficies de sellado de forma general en arco de mediopunto, caracterizada porque la mordaza comprende una superficie operativa (6a, 6b) dotada de una concavidad curva de forma general en arco ultrapasado.
6. Mordaza (5a, 5b) para el sellado por termosoldadura del borde extremo de una pared lateral de un envase contenedor flexible a la superficie de sellado flexible y convexa de un cuerpo de soporte de una espita, siendo la mordaza especialmente adecuada para superficies de sellado de forma general en arco de mediopunto, caracterizada porque la mordaza comprende una superficie operativa (6a, 6b) dotada de una concavidad curva de forma general en arco peraltado, cuya flecha es mayor que su semiluz.
Patentes similares o relacionadas:
Inserción hidrosoluble para unir tuberías, método de fabricación de una inserción hidrosoluble y método para unir tuberías, del 29 de Julio de 2020, de Imi Tami Institute For Research And Development Ltd: Inserción hidrosoluble para uso para unir tuberías hechas de un material que comprende una sal seleccionada del grupo que consiste en KCl, NaCl, y sus mezclas […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de fabricación de paneles reforzados de material compuesto mediante curado conjunto, del 10 de Junio de 2020, de Leonardo S.p.A: Procedimiento de fabricación de paneles reforzados , que comprende las siguientes etapas: - formar un primer y un segundo revestimientos húmedos (51, […]
Bolsa de filtro para aspiradora con costura de soldadura altamente resistente, procedimiento para su producción, así como herramienta e instalación de soldadura por ultrasonidos para la producción de una costura de soldadura ultrarresistente, del 13 de Mayo de 2020, de EUROFILTERS N.V.: Bolsa de filtro para aspiradora a partir de un material de filtro que puede ser soldado térmicamente, definiéndose mediante el material de filtro un espacio interior cerrado […]
Asociación híbrida de materiales entre una superficie metálica y una superficie polimérica del material, así como procedimiento para producir la asociación híbrida de materiales, del 13 de Mayo de 2020, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Asociación híbrida de materiales entre un primer participante en la unión con una superficie metálica y un segundo participante en la unión con una superficie de […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]