Aparato para unir las paredes laterales de un envase flexible de un tren de envases flexibles suministrados a lo largo de una trayectoria.
Aparato para unir las paredes laterales de un envase flexible de un tren de envases flexibles suministrados a lo largo de una trayectoria (Z),
comprendiendo el aparato al menos una unidad de soldadura (3); y unos medios para el transporte (4) de la citada unidad de soldadura a lo largo de un tramo de la trayectoria (Z) coincidiendo con el envase, en el que la unidad de soldadura comprende un carro provisto de un par de mandíbulas opuestas con capacidad de realizar un movimiento de mutuo acercamiento y alejamiento, por acción de un mecanismo, y adoptar sendas posiciones de cierre y abertura para prender y liberar, respectivamente, el envase por sus paredes laterales, estando provista cada una de las mandíbulas de un cabezal desplazable respecto de su mandíbula asociada y que soporta más de un utensilio de soldadura, comprendiendo la unidad de soldadura un primer actuador mecánico para colocar selectivamente en una posición operativa el utensilio que debe utilizarse para prender el envase cuando se acercan las mandíbulas.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201230707.
Solicitante: VOLPAK, S.A.U.
Nacionalidad solicitante: España.
Inventor/es: FIGOLS GAMIZ,RAMON, LEON GONZALEZ,Miguel Angel.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/74 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › por soldadura y corte.
- B65B51/14 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › por elementos oscilantes o de movimiento alternativo.
- B65B51/30 B65B 51/00 […] › Dispositivos, p. ej. mordazas, para aplicar sucesivamente presión y calor, p. ej. para fraccionar tubos llenados.
Fragmento de la descripción:
Aparato para unir las paredes laterales de un envase flexible de un tren de envases flexibles suministrados a lo largo de una trayectoria.
Sector técnico de la invención La invención se refiere a un aparato para unir las paredes laterales de un envase flexible de un tren de envases flexibles suministrados a lo largo de una trayectoria, comprendiendo el aparato al menos una unidad de soldadura y unos medios para el transporte de la citada unidad de soldadura a lo largo de un tramo de la trayectoria que sigue el envase.
Antecedentes de la invención En el ámbito de la invención se conocen múltiples variantes de máquinas para la formación, llenado y cierre de envases de un tren de envases al que se le imprime un avance intermitente o continuo.
Tratándose de envases de material flexible, la operación de cierre convencionalmente comprende la realización de un sello transversal del envase lleno. Esta operación se realiza aplicando las paredes laterales del envase una contra la otra y uniéndolas por fusión del propio material del que están constituidas.
Cuando es preciso dotar al envase de unos medios para la extracción de su contenido, tales como un caño o una espita que permiten entre otras cosas la provisión de un tapón u otros medios de cierre, este componente se dispone entre las paredes laterales del envase cuando se realiza la operación de cierre. Esto comporta que la realización del cierre transversal deba llevarse a cabo por etapas, precisando cada etapa una herramienta o utensilio de soldadura específico para cada etapa.
Cuando esta operación se lleva a cabo en una máquina de avance intermitente, este inconveniente se resuelve dotando a la máquina de tantas estaciones de cierre como fuera necesario empleándose en cada estación un par de mordazas de soldadura idóneas para la etapa o paso que corresponda. Estas mordazas están montadas de forma que tienen capacidad de acercarse o alejarse entre sí para prender los envases y liberarlos, respectivamente, mientras permanecen estáticos en la estación de trabajo en la que están montadas dichas mordazas.
Así por ejemplo, si se precisan tres pasos para realizar un correcto sello transversal del envase, éste deberá disponerse en tres estaciones de trabajo y permanecer estático en cada una de ellas mientras las correspondientes mordazas trabajan sobre el envase.
En máquinas de avance continuo esta operación de soldadura que requiere de varios pasos y el uso de diferentes herramientas en cada uno de ellos no está resuelto.
La técnica habitual para realizar en continuo, eso es en máquinas de avance no intermitente, sellos transversales en envases ya individualizados de un tren de envases, consiste básicamente en utilizar un par de tambores de soldadura o rodillos enfrentados entre los cuales se hace pasar la porción superior del envase que queda prensada entre los tambores. También se conoce la utilización de dos transportadores sinfín colocados cada uno a un lado del tren de envases y de forma que transportan una serie de mordazas de soldadura que se mueven cíclicamente respecto de la trayectoria que siguen los envases, de forma que las mordazas de un transportador cooperan con las mordazas del transportador opuesto a lo largo de al menos una trayectoria recta coincidente con la de los envases y durante la cual prensan y producen la unión por soldadura de las paredes de los envases.
Estas soluciones tan sólo se conocen para realizar sellos transversales en los envases llenos cuando no se requiere disponer entre las paredes de los envases de un componente añadido, tal como un caño o una espita para permitir el posterior vaciado de forma controlada del contenido de los envases.
Es un primer objetivo de la invención un aparato que ofrezca una solución alternativa para realizar el cierre superior de los envases cuando esta operación requiera el uso secuencial de diferentes herramientas o utensilios de soldadura.
Es también un objetivo de la invención que el mismo aparato sea apto para realizar el cierre superior de los envases independientemente de si el avance de los envases es intermitente o continuo. Es de especial interés no obstante que el aparato ofrezca una solución para realizar el cierre superior de los envases en máquinas de avance continuo y cuando se requiere dotar a los envases de un componente añadido tal como un caño, una espita o similar que debe quedar dispuesta entre las paredes laterales del envase a unir por fusión del material que las constituye.
Otro objetivo de la invención es un aparato que no requiera el uso de dos transportadores sinfines para el arrastre o transporte de las mordazas que deben quedar aplicadas a cada lado de los envases a cerrar.
También es un objetivo de la invención un aparato que no aumente significativamente el espacio requerido para realizar el cierre superior de los envases, tal y como ocurre en las máquinas de avance intermitente en las que para la realización de cada paso de la operación de soldadura debe añadirse una estación, alargándose la longitud total de la máquina.
Es de interés que el aparato sea compatible con las diferentes formas existentes para producir la fusión del material que constituye las paredes de los envases, es decir que sea compatible con las soluciones técnicas conocidas de termo soldadura con aporte de calor por efecto joule o mediante gases calientes, así como soldadura por inducción, soldadura por ultrasonidos, etc.
También es un objetivo secundario de la invención un aparato que además de cumplir con las prestaciones antes expuestas permita el fácil intercambio de las herramientas o utensilios de soldadura para adaptarse a los requerimientos de diferentes envases o componentes añadidos, como por ejemplo los cambios que se puedan derivar al sustituir un formato de caño, espita, tapón o similar por otro.
Explicación de la invención El aparato de la invención comprende al menos una unidad de soldadura y unos medios para el transporte de la citada unidad de soldadura a lo largo de un tramo de la trayectoria que siguen los envases de un tren de envases suministrado de forma intermitente o continua, aunque preferentemente continua.
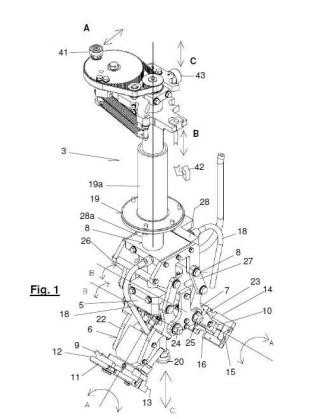
El aparato se caracteriza porque la unidad de soldadura comprende un carro provisto de un par de mandíbulas opuestas con capacidad de realizar un movimiento de mutuo acercamiento y alejamiento, por acción de un mecanismo, y adoptar sendas posiciones de cierre y abertura para prender y liberar, respectivamente, las paredes laterales del envase para su unión, estando provista cada una de las mandíbulas de un cabezal desplazable respecto de su mandíbula asociada y que soporta más de un utensilio de soldadura, comprendiendo la unidad de soldadura un primer actuador mecánico para colocar selectivamente en una posición operativa el utensilio que debe utilizarse para prender el envase cuando se acercan las mandíbulas, comprendiendo además el aparato medios para aportar a al menos uno de los utensilios la energía suficiente para producir la fusión de las paredes laterales del envase mientras permanecen asidas por dichas mandíbulas.
Preferentemente, los cabezales están montados giratorios alrededor de sendos ejes de giro en las mandíbulas asociadas de forma que, a modo de revólver, el primer actuador mecánico permite colocar mediante un simple giro el utensilio elegido en la posición operativa para su utilización.
En una variante de la invención, los cabezales soportan cada uno tres utensilios de soldadura diferentes.
En una forma de realización, los tres utensilios de cada cabezal están dispuestos a 90º uno respecto del que le es contiguo, de forma que para pasar de un utensilio al que le es contiguo es necesario girar 90º el cabezal mientras que para pasar de un utensilio a otro que no le es contiguo es necesario girar 180º el cabezal.
Según otra característica del aparato, la unidad de soldadura comprende un bastidor en el que está montado desplazable y de forma guiada según una dirección vertical el carro provisto del par de mandíbulas, todo ello de modo que se dota a cada utensilio de soldadura de tres grados de libertad respecto del bastidor: según la dirección vertical; según el movimiento de mutuo acercamiento y alejamiento para adoptar las mandíbulas su posición de abertura o cierre; y según el giro alrededor del eje de giro.
Según otra característica, el carro está dotado de unos medios para la sujeción de un componente a soldar al envase entre sus paredes laterales, adaptado para sujetar dicho componente durante el movimiento del carro en una posición inmediatamente superior a la zona de interferencia entre los utensilios cuando las mandíbulas adoptan su posición...
Reivindicaciones:
1. Aparato (1) para unir las paredes laterales de un envase (2) flexible de un tren de envases flexibles suministrados a lo largo de una trayectoria (Z) , comprendiendo el aparato
-al menos una unidad de soldadura (3) ; y
- unos medios para el transporte (4) de la citada unidad de soldadura a lo largo de un tramo de la trayectoria (Z) coincidiendo con el envase, caracterizado porque la unidad de soldadura comprende un carro (5) provisto de un par de mandíbulas (6, 7) opuestas con capacidad de realizar un movimiento (B) de mutuo acercamiento y alejamiento, por acción de un mecanismo (8) , y adoptar sendas posiciones de cierre y abertura para prender y liberar, respectivamente, el envase por sus paredes laterales, estando provista cada una de las mandíbulas de un cabezal (9, 10) desplazable respecto de su mandíbula asociada y que soporta más de un utensilio (11 a 13; 14 a 16) de soldadura, comprendiendo la unidad de soldadura un primer actuador (17) mecánico para colocar selectivamente en una posición operativa el utensilio que debe utilizarse para prender el envase cuando se acercan las mandíbulas, comprendiendo además el aparato medios para aportar (18) a al menos uno de los utensilios la energía suficiente para producir la fusión de las paredes laterales del envase (2) mientras permanecen asidas por dichas mandíbulas.
2. Aparato (1) según la reivindicación 1, caracterizado porque los cabezales (9, 10) están montados giratorios alrededor de sendos ejes de giro (A) en las mandíbulas (6, 7) asociadas de forma que, a modo de revólver, el primer actuador (17) mecánico permite colocar mediante un simple giro el utensilio (11 a 13; 14 a 16) elegido en la posición operativa para su utilización.
3. Aparato (1) según la reivindicación anterior, caracterizado porque los cabezales (9, 10) soportan cada uno tres utensilios (11 a 13; 14 a 16) de soldadura diferentes.
4. Aparato (1) según la reivindicación anterior, caracterizado porque los tres utensilios (11 a 13; 14 a 16) de cada cabezal (9, 10) están dispuestos a 90º uno respecto del que le es contiguo, de forma que para pasar de un utensilio al que le es contiguo es necesario girar 90º el cabezal mientras que para pasar de un utensilio a otro que no le es contiguo es necesario girar 180º el cabezal.
5. Aparato (1) según una cualquiera de las reivindicaciones 2 a 4, caracterizado porque la unidad de soldadura (3) comprende un bastidor (19) en el que está montado desplazable y de forma guiada según una dirección vertical (C) el carro (5) provisto del par de mandíbulas (6, 7) , todo ello de modo que se dota a cada utensilio (11 a 13; 14 a 16) de soldadura de tres grados de libertad respecto del bastidor: según la dirección vertical (C) ; según el movimiento (B) de mutuo acercamiento y alejamiento para adoptar las mandíbulas su posición de abertura o cierre; y según el giro alrededor del eje de giro (A) .
6. Aparato (1) según la reivindicación anterior, caracterizado porque el carro (5) está dotado de unos medios para la sujeción (20) de un componente (21) a soldar al envase (2) entre sus paredes laterales, adaptado para sujetar dicho componente durante el movimiento del carro en una posición inmediatamente superior a la zona de interferencia entre los utensilios (11 a 13; 14 a 16) cuando las mandíbulas (6, 7) adoptan su posición de cierre.
7. Aparato (1) según una cualquiera de las reivindicaciones anteriores, caracterizado porque las mandíbulas (6, 7) comprenden sendos brazos (22, 23) acodados unidos al carro (5) en sendas uniones articuladas (24, 25) para describir movimientos giratorios en un mismo plano de movimiento, y porque el citado mecanismo (8) de accionamiento de las mandíbulas comprende unas bielas (26, 27) articuladamente conectadas entre un extremo (22a, 23a) de un correspondiente brazo acodado, que actúa de manivela, y un segundo actuador (28) mecánico montado desplazable y de forma guiada según una dirección vertical respecto del bastidor (19) .
8. Aparato (1) según una cualquiera de las reivindicaciones anteriores, caracterizado porque el primer actuador
(17) comprende un eje giratorio (17a) respecto del bastidor (19) , uno de cuyos extremos está acoplado por mediación de una primera articulación en cruz (29) con una primera varilla (31) montada giratoria en una de las mandíbulas (6) y unida de forma sólida al cabezal (9) de dicha mandíbula.
9. Aparato (1) según la reivindicación anterior, caracterizado porque el movimiento de giro del eje giratorio (17a) se transmite por un sistema de correa (33) o similar a un eje giratorio auxiliar (34) de accionamiento, por mediación de una segunda articulación en cruz (35) , de una segunda varilla (32) montada giratoria en la otra mandíbula (7) y unida de forma sólida al cabezal (10) de dicha otra mandíbula.
10. Aparato (1) según las reivindicaciones 5 y 7, caracterizado porque el bastidor (19) comprende una pieza tubular (19a) hueca y orientada vertical que guía el desplazamiento vertical de una segunda pieza tubular (28a) , a la que está sujeto el segundo actuador (28) del mecanismo (8) , porque dicha segunda pieza tubular guía el desplazamiento vertical de una pieza tubular interior (5a) , a la que está sujeta el carro (5) para su elevación o descenso, y porque la pieza tubular interior a su vez aloja con ajuste y guía el movimiento giratorio del eje giratorio (17a) del primer actuador (17) .
11. Aparato (1) según las reivindicaciones 5 y 7, caracterizado porque los medios para el transporte (4) de la unidad de soldadura (3) comprenden una rueda giratoria (36) alrededor de una estructura fija (37) , anclable al piso, estando montado de forma fija sobre dicha rueda giratoria el bastidor (19) de la unidad de soldadura (3) , y porque dicha estructura fija está dotada de una primera, segunda y tercera superficies de leva (38, 39, 40) sobre las que actúan sendos primer, segundo y tercer rodillos de leva (41, 42, 43) , de los que el primer rodillo de leva (41) acciona el giro del eje giratorio (17a) del primer actuador (17) ; el segundo rodillo de leva (42) acciona el desplazamiento vertical del segundo actuador (28) ; y el tercer rodillo de leva (43) acciona el desplazamiento vertical del carro (5) .
12. Procedimiento para la unión de las paredes laterales de un envase flexible de un tren de envases flexibles suministrados a lo largo de una trayectoria (Z) con un aparato según la reivindicación 1, comprendiendo el procedimiento la operación de
- desplazar una unidad de soldadura a lo largo de un tramo de la trayectoria (Z) coincidiendo con un envase, durante el cual se procede al menos con los pasos de a) con un primer par de utensilios colocados en posición operativa en sus respectivas mandíbulas, acercar las mandíbulas por mediación del primer actuador hasta adoptar dichas mandíbulas una posición de cierre para prender el envase que sigue la trayectoria (Z) por sus paredes laterales de un envase aportándose a al menos uno de dichos utensilios la energía suficiente para producir la fusión de las paredes laterales del envase de acuerdo con el perfil de dichos utensilios; b) separar las mandíbulas por mediación del primer actuador hasta adoptar una posición de abertura; c) desplazar los cabezales respecto de sus mandíbulas asociadas hasta colocar un segundo par de utensilios en su posición operativa; y d) con el segundo par de utensilios colocados en posición operativa en sus respectivas mandíbulas, acercar las mandíbulas por mediación del primer actuador hasta adoptar dichas mandíbulas una posición de cierre para asir las paredes laterales del envase aportando a al menos uno de dichos utensilios la energía suficiente para producir la unión por soldadura de las paredes laterales del envase de acuerdo con el perfil de dichos utensilios.
13. Procedimiento según la reivindicación anterior, caracterizado porque los pasos b) y c) son parcial o totalmente simultáneos.
14. Procedimiento según las reivindicaciones 12 ó 13, caracterizado porque comprende los pasos añadidos de e) separar las mandíbulas por mediación del primer actuador hasta adoptar una posición de abertura; f) desplazar los cabezales respecto de sus mandíbulas asociadas hasta colocar un tercer par de utensilios en su posición operativa; y g) con el tercer par de utensilios colocados en posición operativa en sus respectivas mandíbulas, acercar las mandíbulas por mediación del primer actuador hasta adoptar dichas mandíbulas una posición de cierre para prender las paredes laterales del envase.
15. Procedimiento según la reivindicación anterior, caracterizado porque en los pasos a) , d) y g) se realiza, respectivamente, una presoldadura de las paredes laterales del envase a un componente auxiliar que se dispone entre dichas paredes; la unión entre si y al citado componente de las paredes laterales del envase para producir un sello transversal de cierre del envase; y el prensado y refrigeración de las zonas previamente soldadas del envase.
22a 17 29
41
11, 14
Fig. 3c
Fig. 3d
Patentes similares o relacionadas:
 Procedimiento y dispositivo para envasar productos de piezas pequeñas apilados, del 29 de Julio de 2020, de THEEGARTEN-PACTEC GMBH & CO. KG: Procedimiento para el envasado de productos (P) de piezas pequeñas, en particular productos de confitería, que se forman dando lugar a grupos de productos (G) […]
Procedimiento y dispositivo para envasar productos de piezas pequeñas apilados, del 29 de Julio de 2020, de THEEGARTEN-PACTEC GMBH & CO. KG: Procedimiento para el envasado de productos (P) de piezas pequeñas, en particular productos de confitería, que se forman dando lugar a grupos de productos (G) […]
Barra de soldadura para cajón de vacío y cajón de vacío, del 20 de Mayo de 2020, de MICHATEK, k.s: Barra de soldadura para un cajón de vacío para realizar el vacío de alimentos, con un soporte de base (comprende al menos un alambre de soldadura […]
Aparato para formar la cabeza de bolsas para alimentos, del 22 de Abril de 2020, de CYBORGLINE SA: Aparato para formar la cabeza de una bolsa para alimentos, que comprende un único bastidor que soporta una prensa con un par de elementos de tipo prensa […]
Estación de soldadura para la soldadura de bolsas de láminas y procedimiento asociado, del 22 de Abril de 2020, de Pouch Partners GmbH: Estación de soldadura en un dispositivo de llenado de bolsas de láminas para la soldadura de bolsas de láminas después de un proceso de llenado, […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]
Dispositivo, en particular para cerrar una zona de la cabeza de un recipiente de productos alimenticios fabricado de un material laminado que tiene una zona del borde la cual está biselada y parcialmente plegada sobre sí misma, del 15 de Enero de 2020, de SIG TECHNOLOGY AG: Un dispositivo que comprende un primer elemento de fijación , un elemento de fijación adicional y un material compuesto plano plegado ; en el […]
Cabeza de obturación, y recipiente obturado utilizando dicha cabeza de obturación, del 8 de Enero de 2020, de SUNTORY HOLDINGS LIMITED: Una cabeza de obturación que incluye, en su extremo delantero, una parte extrema de presión para presionar un miembro de tapa […]
Método y máquina para formar una envoltura sellada alrededor de un artículo, del 8 de Enero de 2020, de AZIONARIA COSTRUZIONI MACCHINE AUTOMATICHE-A.C.M.A.-S.P.A.: Un método para formar una envoltura sellada alrededor de un artículo , comprendiendo el método las etapas de: plegar una lámina […]