MÉTODO Y MÁQUINA CURVADORA PARA EL CURVADO PREVIO PROGRESIVO DE UNA BANDA DE METAL EN LA ZONA DE ENTRADA DE UNA BOBINADORA SIN MANDRIL PARA ENROLLAR BANDAS.
Método para el curvado previo progresivo de una banda de metal (5),
preferentemente de una banda en caliente, en la zona de entrada de una bobinadora sin mandril (3) para enrollar bandas, en donde la banda de metal es conducida y curvada por rodillos curvadores (11, 12, 13) accionados por rotación, en donde la velocidad periférica de todos los rodillos curvadores accionados (11, 12, 13), en la respectiva línea de contacto (BL11, BL12, BL13) con la superficie de las bandas de metal, se ajusta a la velocidad superficial (V11, V12, V13) de la banda de metal en la línea de contacto, caracterizado porque la velocidad superficial (V11, V12, V13) de la banda de metal (5) en la línea de contacto (BL11, BL12, BL13) con los rodillos curvadores (11, 12, 13) se determina en relación con las posiciones instantáneas de los rodillos curvadores que intervienen en el proceso de curvado previo, y en relación con las variables de estado de la banda de metal en un modelo matemático, y de acuerdo con ello se ajusta la velocidad periférica o la velocidad de rotación (n11, n12, n13) de cada rodillo curvador accionado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/000267.
B21C47/08TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21CFABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 47/00 Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00). › sin utilización de bobina o de tambor, con la primera vuelta formada por una guía fija.
Clasificación PCT:
B21C47/00B21C […] › Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00).
B21C47/08B21C 47/00 […] › sin utilización de bobina o de tambor, con la primera vuelta formada por una guía fija.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
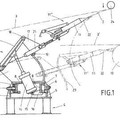
Método y máquina curvadora para el curvado previo progresivo de una banda de metal en la zona de entrada de una bobinadora sin mandril para enrollar bandas. Método y máquina curvadora para el curvado previo progresivo de una banda de metal en la zona de entrada de una bobinadora sin mandril para enrollar bandas: Área técnica La presente invención hace referencia a un método para el curvado previo progresivo de una banda de metal, preferentemente de una banda en caliente, en particular una banda de acero laminada en caliente, en la zona de entrada de una bobinadora sin mandril para enrollar bandas, en donde la banda de metal es conducida y curvada por rodillos curvadores accionados por rotación. Para la aplicación de dicho método se recomienda una máquina curvadora para el curvado previo progresivo de una banda de metal en la zona de entrada de una bobinadora sin mandril para enrollar bandas, con una pluralidad de rodillos curvadores accionados por rotación. Estado del arte En las instalaciones de laminación, una banda de metal laminada en caliente que se puede enrollar, después de salir de una caja de laminación o después de salir de la última caja de laminación de un tren laminador, se enrolla en una bobinadora para enrollar bandas conformando un rollo. Dicho proceso de enrollamiento se puede realizar ya sea con el acoplamiento de un mandril de bobinadora o sin mandril. En el caso de un enrollamiento de la banda de metal, sin utilizar mandril en una bobinadora para bandas (caja de bobinas), resulta necesario precurvar la banda de metal entrante en una máquina curvadora, de manera que en la bobinadora para bandas se pueda conformar un rollo enrollado de manera compacta. De la patente DE 20 59 711 A1 se conoce una máquina curvadora conforme a este tipo, dispuesta en la entrada de una bobinadora para bandas. La máquina curvadora comprende dos rodillos curvadores accionados, dispuestos por la parte superior de un paso para la banda, y un rodillo curvador accionado y ajustable dispuesto por la parte inferior del paso para la banda, que se encuentra en el sentido de la marcha de la banda de metal en un trayecto entre ambos rodillos curvadores dispuestos por encima. Con el rodillo curvador ajustable, se ajusta el radio de curvado previo de la banda de metal a precurvar, en donde se pueden considerar los grosores de banda variables. Generalmente, a los rodillos curvadores superiores accionados se les asigna una unidad de accionamiento común con un transmisor de fuerza, y al rodillo curvador inferior se le asigna un accionador individual. Dado que la banda de metal durante su transporte a través de la máquina curvadora presenta diferentes radios de curvatura en las respectivas líneas de contacto con los rodillos curvadores, se produce localmente un deslizamiento entre el rodillo curvador y la banda de metal, que genera un daño en la superficie (formación de estrías) de la banda de metal. De la patente JP 62-279021 A2, se conoce hacer referencia al grosor de la banda de metal como criterio para la medición de diferentes velocidades de accionamiento para el rodillo curvador inferior individual y para el rodillo curvador superior de la caja de flexión, del lado de salida. De esta manera, resulta necesario que la banda de metal precurvada presente en la línea de contacto con ambos rodillos curvadores, radios de curvatura con un centro instantáneo de rotación en común. Sin embargo, dicha suposición no corresponde a la realidad del recorrido de la banda a lo largo del paso para la banda predeterminado mediante las posiciones de los rodillos curvadores. Un método conforme al concepto general de la reivindicación 1 se conoce, por ejemplo, de la patente US-A- 2877821. Presentación de la presente invención Por lo tanto, el objeto de la presente invención consiste en evitar las desventajas del estado del arte conocido, y recomendar un método así como una máquina curvadora mediante los cuales se evite en gran parte un deslizamiento entre la banda de metal y los rodillos de curvado previo, y los daños que resulten en la superficie de la banda de metal. Dicho objeto se resuelve mediante las características de las reivindicaciones independientes 1 y 6. Las formas de ejecución ventajosas se encuentran en las reivindicaciones relacionadas. En un método de la clase mencionada en la introducción, la velocidad periférica de todos los rodillos curvadores accionados, en la respectiva línea de contacto con la superficie de la banda de metal, se ajusta a la velocidad superficial de la banda de metal en la línea de contacto. 2 E09708830 28-10-2011 El paso para la banda de metal entre los rodillos curvadores, no sólo se determina mediante la posición de los rodillos curvadores entre sí, sino que también mediante las condiciones de entrada que se obtienen de la última caja de laminación o de la vía de rodillos de entrada, y que se modifica esencialmente mediante las condiciones de salida, o bien mediante los efectos de reacción a partir de la formación del rollo, como por ejemplo, el diámetro instantáneo del rollo. Dichas relaciones complejas condicionan una activación individual de los rodillos curvadores accionados, para poder ajustar las condiciones óptimas para el respectivo estado de funcionamiento. Dicha activación se garantiza en tanto que la velocidad periférica de cada rodillo curvador accionador en la máquina curvadora, se ajuste o se regule con la velocidad superficial de la banda de metal, en la respectiva línea de contacto. Para cumplir con los comportamientos del material y las condiciones límite condicionadas por la producción, conforme a la presente invención, se determina la velocidad superficial de la banda de metal en la línea de contacto con los rodillos curvadores, en relación con las posiciones instantáneas de los rodillos curvadores que intervienen en el proceso de curvado previo, y en relación con las variables de estado de la banda de metal en un modelo matemático, y de acuerdo con ello se ajusta la velocidad periférica o la velocidad de rotación de cada rodillo curvador accionado. Una banda de metal curvada, observada en una sección longitudinal en relación con la curvatura realizada, presenta en el lado interior de la curvatura compresiones, y en el lado exterior de la curvatura extensiones en las respectivas zonas próximas a la superficie. En correspondencia, el modelo matemático comprende una regla de cálculo para la determinación de las extensiones y compresiones que se producen en la línea de contacto de los rodillos curvadores accionados y la superficie de la banda de metal, y/o del radio de curvatura de la banda de metal que se ajusta, y en relación con dichos valores calculados se determina y se ajusta la velocidad periférica o la velocidad de rotación de cada rodillo curvador accionado. Las variables de estado de la banda de metal relevantes para el sistema se incluyen en el modelo matemático como valores predeterminados o valores de medición, al menos, el grosor de la banda de metal, la temperatura de la banda de metal y la calidad de dicha banda, en donde entre ellas se deben considerar, particularmente, las propiedades del material en relación con la temperatura. Por otra parte, resulta también importante el ángulo de entrada y de salida de la banda de metal hacia o desde la máquina curvadora. En particular, el ángulo de salida desde la máquina curvadora se modifica esencialmente mediante el diámetro instantáneo del rollo, y modifica el comportamiento de paso de la banda en la máquina curvadora. En este aspecto, ha resultado conveniente ajustar la posición instantánea de, al menos, uno de los rodillos curvadores durante el proceso de la bobinadora, en relación con el diámetro del rollo en constante aumento de la banda de metal enrollada en la bobinadora para bandas. Para garantizar un transporte de la banda en gran parte libre de deslizamientos, a través de la máquina curvadora, resulta conveniente medir continuamente el par motor instantáneo o una variable correlacionada con dicho par, de uno o una pluralidad de rodillos curvadores accionados, y que ante una disminución del par motor o ante un descenso por debajo de un par teórico, se modifique o se ajuste la velocidad de rotación de los accionamientos de rotación (motores de accionamiento) o bien, de los rodillos curvadores, o la velocidad periférica de los rodillos curvadores, con el fin de lograr una optimización de la distribución del par motor. Preferentemente, se mide constantemente la velocidad de rotación de los rodillos curvadores y, como variables correlacionadas para el par motor, el consumo de corriente de los accionamientos giratorios, y se toma como base el ajuste. De esta manera, se pueden monitorizar continuamente y analizar las condiciones de deslizamiento entre los rodillos curvadores y la banda de metal, y se pueden iniciar las medidas... [Seguir leyendo]
Reivindicaciones:
1. Método para el curvado previo progresivo de una banda de metal (5), preferentemente de una banda en caliente, en la zona de entrada de una bobinadora sin mandril (3) para enrollar bandas, en donde la banda de metal es conducida y curvada por rodillos curvadores (11, 12, 13) accionados por rotación, en donde la velocidad periférica de todos los rodillos curvadores accionados (11, 12, 13), en la respectiva línea de contacto (BL11, BL12, BL13) con la superficie de las bandas de metal, se ajusta a la velocidad superficial (V11, V12, V13) de la banda de metal en la línea de contacto, caracterizado porque la velocidad superficial (V11, V12, V13) de la banda de metal (5) en la línea de contacto (BL11, BL12, BL13) con los rodillos curvadores (11, 12, 13) se determina en relación con las posiciones instantáneas de los rodillos curvadores que intervienen en el proceso de curvado previo, y en relación con las variables de estado de la banda de metal en un modelo matemático, y de acuerdo con ello se ajusta la velocidad periférica o la velocidad de rotación (n11, n12, n13) de cada rodillo curvador accionado. 2. Método de acuerdo con la reivindicación 1, caracterizado porque el modelo matemático comprende una regla de cálculo para la determinación de las extensiones y compresiones que se producen en la línea de contacto (BL11, BL12, BL13) de los rodillos curvadores accionados (11, 12, 13) y la superficie de la banda de metal, y/o del radio de curvatura ajustado (r11, r12, r13) de la banda de metal (5), y en relación con dichos valores calculados se determina y se ajusta la velocidad periférica o la velocidad de rotación (n11, n12, n13) de cada rodillo curvador accionado (11, 12, 13). 3. Método de acuerdo con la reivindicación 1 ó 2, caracterizado porque en el modelo matemático se incluyen como valores predeterminados o valores de medición, variables de estado de la banda de metal, al menos, el grosor de la banda de metal, la temperatura de la banda de metal y la calidad de dicha banda, así como las propiedades del material en relación con la temperatura. 4. Método de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque la posición instantánea de, al menos, uno de los rodillos curvadores (13) durante el proceso de la bobinadora, se ajusta en relación con el diámetro del rollo en constante aumento de la banda de metal enrollada en la bobinadora para bandas. 5. Método de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque se mide continuamente el par motor instantáneo o una variable correlacionada con dicho par, de uno o una pluralidad de rodillos curvadores accionados (11, 12, 13), y ante una disminución del par motor o ante un descenso por debajo de un par teórico, se ajusta la velocidad de rotación (n11, n12, n13) de los accionamientos giratorios o la velocidad periférica de los rodillos curvadores, con el fin de lograr una optimización de la distribución del par motor. 6. Máquina curvadora para el curvado previo progresivo de una banda de metal (5), preferentemente de una banda en caliente, en la zona de entrada de una bobinadora sin mandril (3) para enrollar bandas, con una pluralidad de rodillos curvadores (11, 12, 13) accionados por rotación, en donde cada rodillo curvador accionado (11, 12, 13) se encuentra conectado a un accionamiento giratorio que se activa independientemente (15, 16, 17), y se asigna un dispositivo de control (18) común para todos los accionamientos giratorios, para la determinación de las velocidades periféricas individuales o las velocidades de rotación individuales (n11, n12, n13) para cada rodillo curvador, caracterizado porque el dispositivo de control (18) comprende una unidad de cálculo (26) con, al menos, un modelo matemático para la determinación de la velocidad de rotación (n11, n12, n13) o de la velocidad periférica de cada rodillo curvador accionado (11, 12, 13) en relación con la respectiva línea de contacto (BL11, BL12, BL13) con la superficie de la banda de metal, en donde la velocidad de rotación o la velocidad periférica se determina en relación con las posiciones instantáneas de los rodillos curvadores que intervienen en el proceso de curvado previo, y en relación con las variables de estado de la banda de metal. 7. Máquina curvadora de acuerdo con la reivindicación 6, caracterizado porque dicha máquina comprende, al menos, tres rodillos curvadores (11, 12, 13) accionados, que se pueden activar independientemente unos de otros. 8. Máquina curvadora de acuerdo con la reivindicación 6 ó 7, caracterizado porque a cada accionamiento giratorio (15, 16, 17) de un rodillo curvador (11, 12, 13) se le asignan dispositivos de medición para la detección de la velocidad de rotación del rodillo curvador o del accionamiento giratorio, y/o del par motor o de una variable del accionamiento giratorio correlacionada con dicho par, así como un regulador para la regulación de la velocidad de rotación (n11, n12, n13) y/o del par motor de los rodillos curvadores. 9. Máquina curvadora de acuerdo con una de las reivindicaciones 6 a 8, caracterizado porque, al menos, uno de los rodillos curvadores accionados (11, 12, 13) se encuentra apoyado en soportes de cojinete (19, 20) para el desplazamiento paralelo al eje del rodillo curvador, porque los soportes de cojinete (19, 20) se encuentran conectados a un dispositivo de ajuste (23), y porque el dispositivo de ajuste (23) comprende un elemento de ajuste (24) y un posicionador (25), y dicho elemento de ajuste se encuentra conectado de manera operativa con el dispositivo de control (18). 7 E09708830 28-10-2011 10. Máquina curvadora de acuerdo de acuerdo con la reivindicación 9, caracterizado porque dos rodillos curvadores superiores accionados (11, 12) se apoyan en soportes de cojinete (19, 20) para el desplazamiento paralelo al eje, de los rodillos curvadores (11, 12). 8 E09708830 28-10-2011 9 E09708830 28-10-2011 E09708830 28-10-2011
Patentes similares o relacionadas:
DISPOSITIVO PARA ARROLLAR Y DESENROLLAR PRE-FLEJES LAMINADOS EN CALIENTE DE METAL CALIENTE., del 16 de Septiembre de 2005, de SMS DEMAG AKTIENGESELLSCHAFT: Dispositivo para el arrollado a elección de material laminado intermedio en forma de fleje , la rodadura y el traslado de la bobina formada […]
APARATO Y PROCEDIMIENTO PARA EL BOBINADO SELECTIVO DE BARRAS DE ACERO., del 1 de Abril de 1981, de THE STEEL COMPANY OF CANADA, LIMITED: APARATO Y PROCEDIMIENTO PARA EL BOBINADO SELECTIVO DE BARRAS DE TRANSFERENCIA. EL APARATO HA DE ESTAR ADAPTADO PARA PERMITIR EL PASE A SU TRAVES DE UNA BARRA INTERMEDIA […]
APARATO Y METODO CORRESPONDIENTE PARA EL BOBINADO DE PERFILES DE ACERO, del 16 de Febrero de 1981, de THE STEEL COMPANY OF CANADA, LIMITED: PROCEDIMIENTO Y DISPOSITIVO PARA EL BOBINADO INTERMEDIO OPCIONAL DE PERFILES DE ACERO. CONSISTE EN UN BASTIDOR QUE SOPORTA LOS RODILLOS SOBRE LOS […]
Barrena para suelo y método de fabricación, del 27 de Mayo de 2020, de SENTEK PTY LTD: Un método para conformar una barrena que se puede utilizar para crear una abertura en el terreno, que incluye:
conformar mediante torneado de metal […]
Máquina enrolladora para envolver múltiples bobinas de material laminado alrededor de un carrete, del 12 de Junio de 2019, de Primetals Technologies Austria GmbH: Máquina (100; 100a, 100b) enrolladora para envolver hebras de material laminado, como una barra, una varilla, un alambre o similar, alrededor de un carrete en bobinas, […]
Dispositivo y procedimiento para el bobinado de una banda con espesor de banda variable, en particular de una banda metálica, del 21 de Noviembre de 2012, de SMS SIEMAG AG: Dispositivo para el bobinado de una banda con espesor de banda variable, en particular de una bandametálica plana o de una banda metálica […]
Correa sin fin con ranuras para aparato de aplicación de tensión de bobinado de hoja de banda tipo correa, del 8 de Agosto de 2012, de JAPAN DEVELOPMENT CONSULTANTS, INC.: Un aparto de aplicación de tensión de bobinado de hoja de banda de tipo correa para aplicar una tensión debobinado a una pluralidad de hojas de banda de modo […]
BOBINA DE UNA CUERDA DE METAL QUE PRESENTA SALIENTES., del 1 de Septiembre de 2006, de POLY-CLIP SYSTEM GMBH & CO. KG: Bobina de una cuerda de metal que presenta salientes , especialmente, de una cuerda de clips para instalaciones de envasado, con […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Dispositivo y procedimiento para el bobinado de una banda con espesor de banda variable, en particular de una banda metálica, del 21 de Noviembre de 2012, de SMS SIEMAG AG: Dispositivo para el bobinado de una banda con espesor de banda variable, en particular de una bandametálica plana o de una banda metálica […]
Dispositivo y procedimiento para el bobinado de una banda con espesor de banda variable, en particular de una banda metálica, del 21 de Noviembre de 2012, de SMS SIEMAG AG: Dispositivo para el bobinado de una banda con espesor de banda variable, en particular de una bandametálica plana o de una banda metálica […] Correa sin fin con ranuras para aparato de aplicación de tensión de bobinado de hoja de banda tipo correa, del 8 de Agosto de 2012, de JAPAN DEVELOPMENT CONSULTANTS, INC.: Un aparto de aplicación de tensión de bobinado de hoja de banda de tipo correa para aplicar una tensión debobinado a una pluralidad de hojas de banda de modo […]
Correa sin fin con ranuras para aparato de aplicación de tensión de bobinado de hoja de banda tipo correa, del 8 de Agosto de 2012, de JAPAN DEVELOPMENT CONSULTANTS, INC.: Un aparto de aplicación de tensión de bobinado de hoja de banda de tipo correa para aplicar una tensión debobinado a una pluralidad de hojas de banda de modo […]