Correa sin fin con ranuras para aparato de aplicación de tensión de bobinado de hoja de banda tipo correa.
Un aparto de aplicación de tensión de bobinado de hoja de banda de tipo correa (1;
2) para aplicar una tensión debobinado a una pluralidad de hojas de banda (4) de modo que cada una de las hojas de banda (4) se mueve haciaun aparato de bobinado de hojas de banda (5), que comprende:
al menos dos conjuntos de correas sin fin (3) dispuestas en contraposición en los lados superior e inferior,incluyendo cada conjunto de correas sin fin (3) una pluralidad de correas sin fin (3) dispuestas lateralmentede lado a lado, con el fin de pellizcar ambos lados de cada una de las hojas de banda (4), en el que cadauna de las correas sin fin (3) es impulsada para el funcionamiento del aparato mediante un acoplamiento defricción entre la correas sin fin (3) y la respectiva hoja de banda (4), para moverse independiente ycircularmente de forma integral con la hoja de banda (4),
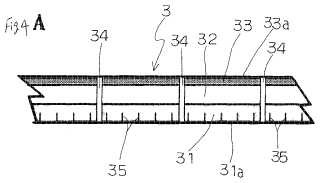
en el que cada una de las correas sin fin (3) incluye una capa superficial exterior (31) que tiene que entraren contacto con las respectivas hojas de banda (4), y una capa superficial interior (33) que tiene quepresionarse para aplicar la tensión de bobinado a las respectivas hojas de banda (4), y la capa superficialexterior (31) y la capa superficial interior (33) están compuestas por diferentes materiales;caracterizado por que
una pluralidad de ranuras con muescas estrechas (35) están previstas en la capa superficial exterior (31) decada una de las correas sin fin (3) a intervalos predeterminados en toda la longitud periférica de cada unade las correas sin fin (3) en toda la anchura en una dirección de la anchura perpendicular a una direcciónlongitudinal de cada una de las correas sin fin (3).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09172347.
Solicitante: JAPAN DEVELOPMENT CONSULTANTS, INC.
Nacionalidad solicitante: Japón.
Dirección: 5-29, HIZUKUSHI-CHO SASEBO-CITY NAGASAKI-KEN 857-0852 JAPON.
Inventor/es: HASHIKAWA,YOSHITO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21C47/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00).
- B65H20/06 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 20/00 Avance de bandas (Aparatos que entregan artículos y que llevan incorporados dispositivos para operaciones auxiliares B65H 35/00, B65H 37/00). › por una banda de fricción.
- B65H23/10 B65H […] › B65H 23/00 Posicionado, tensión, supresión de tirones o guiado de bandas (posicionado de artículos B65H 9/00; en conexión con el empalme B65H 21/00; dispositivos generales de tensión en unión con la manipulación de bandas, cintas o materiales filiformes B65H 77/00). › que actúan sobre la banda en marcha (retardadores de aspiración B65H 23/24).
PDF original: ES-2390846_T3.pdf
Fragmento de la descripción:
Correa sin fin con ranuras para aparato de aplicación de tensión de bobinado de hoja de banda tipo correa
5 Antecedentes de la invención
1. Campo de la invención
La presente invención se refiere a una correa sin fin utilizada para un aparato de aplicación de tensión de bobinado de hoja de banda tipo correa que aplica una tensión uniforme y suficiente en cada hoja de banda ranurada sin generar arañazos sobre la superficie de la hoja de banda cuando la hoja de banda se embobina de nuevo después del ranurado, en una línea de corte para cortar una amplia hoja de banda metálica en una pluralidad de hojas de banda a lo largo de la dirección longitudinal de la hoja de banda o una línea de recorte para recortar porciones de ala en ambos extremos de la hoja de banda para cortar la hoja de banda en una hoja de banda que tiene una anchura
específica, y específicamente, a una correa sin fin con ranuras capaz de aplicar una tensión de bobinado suficiente sin ningún deslizamiento relativo entre una hoja de banda y la correa sin fin, incluso en el estado en que se ha adherido aceite de laminación o aceite antioxidante a la superficie de la hoja de banda.
2. Descripción de la técnica relacionada
En cuanto a las técnicas de las patentes que utilizan cualquier diferencia en el coeficiente de fricción entre las capas superficial y posterior de una correa sin fin para el aparato de aplicación de tensión de bobinado de hoja de banda de tipo de correa, estas están descritos en las patentes Nº JP56-A-82755 y 3769730, etc. En las aplicaciones de estas invenciones, se utilizan materiales en base a caucho sintético y en base a resina sintética que tienen un gran
coeficiente de fricción para el material de capa superficial en el lado de contacto con la hoja de banda metálica, y un material en base a fibras sintéticas, tal como poliéster, que tiene un bajo coeficiente de fricción se utiliza para el material posterior. Sin embargo, en una hoja de banda en cuya superficie se aplica aceite, una fuerza de fricción es notablemente baja debido a una película de aceite sobre la superficie de la hoja de banda, y la hija de banda y la superficie de la correa sin fin se desliza, y la correa no gira en sincronización con la velocidad de bobinado de la hoja de banda. Por lo tanto, no se generan arañazos en la superficie de la hoja de banda, o se genera suficiente tensión. Por lo tanto, estas técnicas no son satisfactorias cuando el aceite se adhiere a la hoja de banda.
Por lo tanto, se muestran nuevas técnicas en la Patente Japonesa anterior Nº 2701004, en la que una correa sin fin está compuesta de materiales de tres capas diferentes con una capa exterior, una capa intermedia, y una capa 35 interior, y el coeficiente de fricción en el lado posterior de la correa se hace pequeño de forma que la capa intermedia está hecha para contener aceite lubricante, y el aceite contenido se rezuma a la cara posterior de la correa sin fin proporcionando orificios pasantes de guía para que el lubricante pase a través de la capa intermedia a la capa interior, y un técnica en la que una película de aceite se corta parcialmente proporcionando patrones irregulares en la capa exterior de la superficie de una correa sin fin para empujar fuertemente las porciones convexas contra la superficie de la hoja de banda, y la diferencia en el coeficiente de fricción con el lado posterior de la correa se mantiene por el aumento de la fuerza de fricción entre la correa y la hoja de banda. En realidad, sin embargo, estas técnicas no son prácticas debido a que la película de aceite de la hoja de banda sobre la que se aplica aceite no se puede retirar simplemente proporcionando orificios en la correa plana que se muestra en la Patente Japonesa Nº 2701004, y sólo la correa sin fin fabricada de un material de capa superficial que tiene un
45 número de abolladuras se implementa.
Sin embargo, en avances recientes de una técnica de laminación de hojas de banda metálicas o la reciente diversificación del tratamiento superficial de las hojas de banda o para moldeo en prensa como un paso posterior, el uso de hojas de banda que son más fáciles de deslizarse es cada vez mayor. Además, el aceite inoxidable, o lubricante para trabajo en la prensa se aplica en muchas hojas de banda de este tipo que son fáciles de deslizarse. Incluso si se utiliza una correa sin fin especial de este tipo como se ha mencionado anteriormente, la velocidad de bobinado de la hoja de banda tiene un límite de hasta aproximadamente 50 m por min. Durante el bobinado a una velocidad mayor que la velocidad de dicho bobinado, la película de aceite no se puede cortar instantáneamente, y la fuerza de fricción entre las porciones de correa convexas y la hoja de banda se hace insuficiente. Como resultado,
55 en la actualidad, la productividad está significativamente limitada debido a la aparición del deslizamiento de la correa sin fin.
En el aparato de aplicación de tensión de bobinado de tipo de correa de esta Patente Japonesa Nº 2701004, se acciona un mecanismo de presión en el que se monta un par de correas sin fin superior e inferior, y una hoja de banda se corta en una forma intercalada por las correas sin fin superior e inferior. Por otra porción, se regula una tensión de bobinado aumentando y reduciendo la presión de un cilindro de presión anexo al mecanismo de presión. Sin embargo, incluso si la presión del cilindro de presión se eleva, la superficie de la correa sin fin no puede retirar completamente la película de aceite de la hoja de banda sobre la que se aplica el aceite. Por lo tanto, cuando el espesor de la hoja la banda es relativamente grande, la tensión se vuelve insuficiente. Como alternativa, cuando el 65 espesor de la hoja de banda es relativamente pequeño, las proyecciones convexas sobre la superficie de la correa sin fin se empujan fuertemente contra la hoja de banda. Por lo tanto, se produce una deformación cóncavamente
abollada en la superficie de la hoja de banda. Por lo tanto, esta técnica no se puede adaptar a una hoja de banda relativamente delgada.
Documento de Patente 1: JP56-A-82755 5 Documento de Patente 2: Patente Japonesa Nº 2701004 Documento de Patente 3: Patente Japonesa Nº 3769730
En las técnicas anteriores, cuando alguna o todo la correa no gira en sincronización con la velocidad de bobinado de la hoja de banda debido a una insuficiente fuerza de fricción sobre la superficie de la correa sin fin, las marcas de deslizamiento se fijan a la superficie de la hoja de banda. Por lo tanto, un defecto indeseable se produce simplemente mediante la operación de bobinado y, en consecuencia, no se obtienen productos de lata calidad. Por lo tanto, la velocidad de bobinado se reduce a 50 m o menos por minuto, y la operación apenas se realiza. Por lo tanto, se desea una correa sin fin que gire en sincronización con una velocidad de hoja de banda de incluso 200 m/min ó 300 m/min, que es la más alta velocidad inherente en una línea y que no tiene ninguna preocupación acerca
de las marcas de deslizamiento o similares (no aumenta la velocidad bobinado) .
La película de aceite se retira por las porciones convexas del miembro capa superficial de la correa sin fin, y se recoge el aceite retirado en las cavidades entre las porciones convexas. A este respecto, dado que los orificios de escape para el aceite están presentes en algunas de las cavidades, el aceite escapa a la porción posterior de la correa. Sin embargo, puesto que el aceite en las cavidades que no tienen orificios de escape de aceite está sellado, y la película de aceite permanece, es probable que ocurra un deslizamiento. Por lo tanto, no se puede hacer una aplicación a una hoja de banda relativamente gruesa que requiere una gran fuerza de bobinado, lo que limita el espesor de una hoja de banda que se tiene que aplicar (no se puede aplicar a una hoja de banda gruesa) .
Como alternativa, puesto que la presión superficial en las porciones convexas se hace alta en una correa sin fin en la superficie en las que existen cavidades o irregularidades, una hoja de banda relativamente delgada se aprieta y mantiene por la superficie irregular de la correa. Por lo tanto, existe el inconveniente de que marcas irregulares se fijen a la hoja de banda. También, cuando la fuerza de presión de la correa se reduce con el fin de evitar esto, la tensión de bobinado se vuelve insuficiente, se convierte en no uniforme o se produce un deslizamiento. Como resultado, una bobina de hoja de banda... [Seguir leyendo]
Reivindicaciones:
1. Un aparto de aplicación de tensión de bobinado de hoja de banda de tipo correa (1; 2) para aplicar una tensión de
bobinado a una pluralidad de hojas de banda (4) de modo que cada una de las hojas de banda (4) se mueve hacia 5 un aparato de bobinado de hojas de banda (5) , que comprende:
al menos dos conjuntos de correas sin fin (3) dispuestas en contraposición en los lados superior e inferior, incluyendo cada conjunto de correas sin fin (3) una pluralidad de correas sin fin (3) dispuestas lateralmente de lado a lado, con el fin de pellizcar ambos lados de cada una de las hojas de banda (4) , en el que cada
una de las correas sin fin (3) es impulsada para el funcionamiento del aparato mediante un acoplamiento de fricción entre la correas sin fin (3) y la respectiva hoja de banda (4) , para moverse independiente y circularmente de forma integral con la hoja de banda (4) , en el que cada una de las correas sin fin (3) incluye una capa superficial exterior (31) que tiene que entrar en contacto con las respectivas hojas de banda (4) , y una capa superficial interior (33) que tiene que
presionarse para aplicar la tensión de bobinado a las respectivas hojas de banda (4) , y la capa superficial exterior (31) y la capa superficial interior (33) están compuestas por diferentes materiales;
caracterizado por que
una pluralidad de ranuras con muescas estrechas (35) están previstas en la capa superficial exterior (31) de cada una de las correas sin fin (3) a intervalos predeterminados en toda la longitud periférica de cada una 20 de las correas sin fin (3) en toda la anchura en una dirección de la anchura perpendicular a una dirección longitudinal de cada una de las correas sin fin (3) .
2. El aparto de aplicación de tensión de bobinado de hoja de banda de tipo correa (1; 2) de acuerdo con la reivindicación 1, en el que una pluralidad de orificios pasantes (34) que pasan a través de la superficie exterior (31a)
de la correa sin fin (3) a la superficie interior (33a) de la misma, está prevista en toda la longitud periférica de la correa sin fin (3) a intervalos predeterminados.
3. El aparto de aplicación de tensión de bobinado de hoja de banda de tipo correa (1; 2) de acuerdo con la reivindicación 1 ó 2, en el que cada una de las ranuras (35) tiene una profundidad predeterminada en la que pueden
sujetarse finas porciones convexas de la superficie de las hojas de banda (4) y que son tensadas a la porciones convexas y están deformadas para formar cavidades (35a) para generar presión negativa.
4. El aparto de aplicación de tensión de bobinado de hoja de banda de tipo correa (1; 2) de acuerdo con la
reivindicación 1, 2 ó 3, en el que las ranuras (35) están formadas con una profundidad de 0, 5 a 1 mm desde la 35 superficie exterior (31a) de la capa superficial exterior (31) y a intervalos de 1, 0 a 10 mm.
Patentes similares o relacionadas:
Barrena para suelo y método de fabricación, del 27 de Mayo de 2020, de SENTEK PTY LTD: Un método para conformar una barrena que se puede utilizar para crear una abertura en el terreno, que incluye: conformar mediante torneado de metal […]
Máquina enrolladora para envolver múltiples bobinas de material laminado alrededor de un carrete, del 12 de Junio de 2019, de Primetals Technologies Austria GmbH: Máquina (100; 100a, 100b) enrolladora para envolver hebras de material laminado, como una barra, una varilla, un alambre o similar, alrededor de un carrete en bobinas, […]
 Dispositivo y procedimiento para el bobinado de una banda con espesor de banda variable, en particular de una banda metálica, del 21 de Noviembre de 2012, de SMS SIEMAG AG: Dispositivo para el bobinado de una banda con espesor de banda variable, en particular de una bandametálica plana o de una banda metálica […]
Dispositivo y procedimiento para el bobinado de una banda con espesor de banda variable, en particular de una banda metálica, del 21 de Noviembre de 2012, de SMS SIEMAG AG: Dispositivo para el bobinado de una banda con espesor de banda variable, en particular de una bandametálica plana o de una banda metálica […]
BOBINA DE UNA CUERDA DE METAL QUE PRESENTA SALIENTES., del 1 de Septiembre de 2006, de POLY-CLIP SYSTEM GMBH & CO. KG: Bobina de una cuerda de metal que presenta salientes , especialmente, de una cuerda de clips para instalaciones de envasado, con […]
SISTEMA DE ARRASTRE EN DISPOSITIVOS PARA TIRAR DE, O FRENAR, BANDAS METALICAS., del 1 de Noviembre de 2005, de UMLAUF, NORBERT: Dispositivo para tirar de, o frenar, bandas metálicas o chapas, en especial para varias bandas estrechas con efecto de frenado separado por bandas, […]
PROCEDIMIENTO Y DISPOSITIVO DE ENROLLAMIENTO DE CINTAS DE METAL., del 16 de Junio de 2005, de KAWASAKI STEEL CORPORATION: Un método de enrollar una banda de metal , después de un laminado de acabado en caliente, adaptado de tal manera que, antes de que la banda de metal haya terminado de ser […]
MÉTODO Y MÁQUINA CURVADORA PARA EL CURVADO PREVIO PROGRESIVO DE UNA BANDA DE METAL EN LA ZONA DE ENTRADA DE UNA BOBINADORA SIN MANDRIL PARA ENROLLAR BANDAS, del 11 de Enero de 2012, de Siemens VAI Metals Technologies GmbH: Método para el curvado previo progresivo de una banda de metal , preferentemente de una banda en caliente, en la zona de entrada de una bobinadora sin mandril […]
 PROCEDIMIENTO DE FUNCIONAMIENTO PARA UN SISTEMA DE BOBINADO PARA BOBINAR UN CINTA, Y SUS ELEMENTOS CORRESPONDIENTES, del 19 de Junio de 2009, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento de funcionamiento para un sistema de bobinado para el bobinado de una cinta , que presenta, al menos, una bobina , una polea motriz antepuesta […]
PROCEDIMIENTO DE FUNCIONAMIENTO PARA UN SISTEMA DE BOBINADO PARA BOBINAR UN CINTA, Y SUS ELEMENTOS CORRESPONDIENTES, del 19 de Junio de 2009, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento de funcionamiento para un sistema de bobinado para el bobinado de una cinta , que presenta, al menos, una bobina , una polea motriz antepuesta […]