Procedimiento para laminar una banda de metal.
Procedimiento para el uso de una caja (100) de laminación para la laminación de una banda (200) de metal,
comprendiendo la caja (100) de laminación:
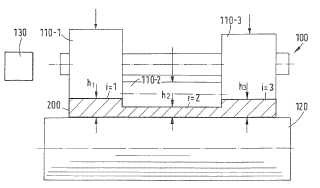
al menos dos cilindros (110-i, con i=1, 2 ... I) secundarios dispuestos uno al lado de otro a la misma altura de manera transversal a la dirección de transporte de la banda de metal; y un dispositivo (120) de soporte, que está dispuesto enfrentado a los al menos dos cilindros secundarios y que junto con éstos forma una abertura total entre cilindros con una sección transversal de abertura total entre cilindros;
caracterizado porque los al menos dos cilindros (110-i, con i=1, 2 ... I) secundarios adyacentes están configurados en cada caso en forma de cilindro y junto con el dispositivo de soporte forman en cada caso aberturas (i, i+1) parciales entre cilindros adyacentes con diferentes magnitudes hi, hi+1 con hi ≠ hi+1 e i=1, 2, ..., I, definiendo las aberturas parciales entre cilindros adyacentes en conjunto la sección transversal de abertura total entre cilindros, que está configurada de forma escalonada;
y porque las magnitudes hi y hi+1 de en cada caso dos aberturas (i, i+1) parciales entre cilindros adyacentes se seleccionan individualmente de tal manera, que en cuanto a la banda (200) de metal que entra en la abertura total entre cilindros, que si bien antes de la laminación tiene un perfil previo escalonado geométricamente similar a la sección transversal de abertura total entre cilindros, sin embargo, en cada caso, presenta alturas de escalón mayores de hi+Δhi y hi+1+Δhi+1 con hi+&
Delta;hi ≠hi+1+Δhi+1 y Δhi >0 y Δhi+1 >0 que las aberturas (i) parciales entre cilindros, cumplen con la siguiente relación: **Fórmula**
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/003832.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4 40237 DUSSELDORF ALEMANIA.
Inventor/es: RICHTER, HANS-PETER, KOPP, REINER, ROSE, HEINRICH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B1/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas. › para laminar piezas de sección especial, p. ej. escuadras (laminado de metal en longitudes indefinidas especialmente apropiadas para la fabricación en serie de objetos particulares B21H 8/00).
- B21C37/04 B21 […] › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › de barras o hilos metálicos.
PDF original: ES-2379647_T3.pdf
Fragmento de la descripción:
Procedimiento para laminar una banda de metal La invención se refiere a un procedimiento para el uso de una caja de laminación para la laminación escalonada de una banda de metal, en particular de acero, aluminio, cobre o una aleación de cobre. La invención se refiere además a un procedimiento para el uso de un tren de laminación con al menos una caja de laminación de este tipo.
Las cajas de laminación y los procedimientos para producir perfiles de espesor escalonados por el ancho de una banda de metal en forma de banda se conocen fundamentalmente en el estado de la técnica, por ejemplo, por la publicación para información de solicitud de patente alemana DE 198 31 882 A1 o el documento de patente alemán DE 101 13 610 C2. Para la producción del perfil de espesor deseado, por ejemplo, del perfil escalonado, los dos documentos recomiendan laminar la banda de metal, que en origen normalmente presenta una sección transversal rectangular, a lo largo con varios cilindros de presión dispuestos desplazados en la dirección de laminación. En este caso, los cilindros de presión dispuestos desplazados o uno al lado de otro en la dirección de transporte de la banda de metal presionan en cada caso en la banda de metal soportada por un dispositivo de soporte y de este modo la deforman según se desee en la dirección del ancho.
Los cilindros de presión propuestos en los documentos indicados para su uso permiten en cada caso sólo un tratamiento localmente muy limitado de la banda de metal en una zona estrecha en la dirección del ancho; como se indica, por tanto, se requieren una pluralidad de tales cilindros de presión en la disposición desplazada, para por ejemplo laminar escalones más anchos en la banda de metal. Debido a la pluralidad de los cilindros de presión necesarios y su disposición desplazada, la construcción de tales cajas de laminación conocidas para la realización de perfiles escalonados en bandas de metal es ciertamente complicada.
Partiendo de este estado de la técnica, la invención se basa en el objetivo de reducir adicionalmente de la manera más sencilla posible una banda de metal previamente perfilada escalonada en cuanto a la altura de sus escalones mediante laminación, sin que por ello se formen ondas sobre la banda de metal en su dirección longitudinal.
Este objetivo se soluciona mediante el procedimiento reivindicado en la reivindicación 1. Este procedimiento está caracterizado porque los al menos dos cilindros secundarios adyacentes están configurados en cada caso en forma de cilindro y junto con el dispositivo de soporte forman en cada caso aberturas parciales entre cilindros adyacentes con diferentes magnitudes hi, hi+1 con hi ≠ hi+1 e i=1, 2, ..., I, definiendo las aberturas parciales entre cilindros adyacentes en conjunto la sección transversal de abertura total entre cilindros, que está configurada de forma escalonada y porque las magnitudes de en cada caso aberturas parciales entre cilindros adyacentes se seleccionan individualmente de tal manera, que en cuanto a la banda de metal que entra en la abertura total entre cilindros, que si bien antes de la laminación tiene un perfil previo escalonado geométricamente similar a la sección transversal de abertura total entre cilindros, sin embargo, en cada caso, presenta alturas de escalón mayores de hi+Δhi y hi+1+Δhi+1 con hi+Δhi ≠hi+1+Δhi+1 y Δhi > 0 y Δhi+1 > 0 que las aberturas (i) parciales entre cilindros, cumplen con la siguiente relación:
Con una reducción de espesor de la banda de metal previamente perfilada de forma escalonada según la relación reivindicada el material aplanado a partir de la altura de la banda de metal o el flujo de material resultante del mismo se distribuye uniformemente en la dirección longitudinal de la banda de metal y concretamente de manera ventajosa sin la formación de ondas.
La caja de laminación necesaria para ello según la invención está realizada de manera que tiene una construcción sencilla y ahorra espacio, porque sólo presenta cilindros secundarios dispuestos unos al lado de otros de manera transversal a la dirección de desplazamiento de la banda de metal, no sin embargo una pluralidad de cilindros secundarios dispuestos de manera desplazada en la dirección de desplazamiento.
La expresión de que los cilindros secundarios estén dispuestos unos al lado de otros "a la misma altura" significa que los cilindros secundarios dispuestos unos al lado de otros están dispuestos en un lado de la banda de metal sin desplazamiento entre sí en la dirección de transporte de la banda de metal.
El perfilado previo escalonado reivindicado de la banda de metal en aproximación a la sección transversal de abertura total entre cilindros escalonada de la caja de laminación según la invención es obligatoriamente necesaria, porque sino no podrían distinguirse alturas de escalón de diferente magnitud transversalmente a la dirección de transporte en el caso de la banda de metal entrante y entonces, la banda de metal, transversalmente a su dirección de transporte únicamente presentaría un espesor homogéneo con hi=hi+1=constante. Según la relación reivindicada, debería valer entonces Δhi = Lhi+1; éste sería el caso de una reducción de espesor homogénea por todo el ancho de la banda de metal, que sin embargo no es el objetivo de la invención. Por el contrario, la invención se refiere únicamente a la reducción de espesor de perfiles escalonados previamente perfilados, produciéndose el efecto ventajoso, de que la banda de metal resultante carezca de ondas, únicamente cuando las reducciones de espesor para los escalones individuales se calculan y realizan de forma individual transversalmente a la dirección de transporte de la banda de metal considerando la relación reivindicada.
Según un primer ejemplo de realización es ventajoso que el ajuste de las magnitudes de las aberturas parciales entre cilindros se realice automáticamente con ayuda de un dispositivo de regulación conociendo las alturas de escalón de la banda de metal previamente perfilada de forma escalonada entrante. En el caso de cambiar las alturas de escalón de la banda de metal entrante, entonces puede realizarse muy rápidamente una adaptación de las magnitudes de las aberturas parciales entre cilindros con ayuda del dispositivo de regulación.
Configuraciones ventajosas del procedimiento de laminación se indican en las reivindicaciones dependientes.
De manera ventajosa, la caja de laminación utilizada está configurada para la laminación en caliente o para la laminación en frío de la banda de metal.
El objetivo mencionado anteriormente de la invención se soluciona además mediante un procedimiento para el uso de un tren de laminación, en particular de una instalación en tándem. Este tren de laminación comprende entonces una primera caja de laminación con cilindros de perfilado o calibración para el perfilado previo escalonado de la banda de metal. Entonces, aguas abajo de la primera caja de laminación o caja preparadora, en la dirección de desplazamiento de la banda de metal está dispuesta una segunda caja de laminación. En la al menos una caja de laminación dispuesta aguas abajo se produce entonces una reducción de espesor de la banda de metal escalonada, reduciéndose las alturas de los escalones adyacentes individuales según la relación reivindicada. Aguas abajo de la segunda caja de laminación pueden estar dispuestas cajas de laminación adicionales. Las cajas de laminación dispuestas aguas arriba asumen entonces para las cajas de laminación dispuestas aguas abajo la previsión necesaria de un perfilado previo escalonado de la banda de metal. Una pluralidad de cajas de laminación dispuestas unas detrás de otras es en particular necesaria cuando la banda de metal tiene que reducirse en su espesor de manera considerable. Alternativamente puede realizarse una reducción de espesor considerable también mediante una caja reversible individual.
El objetivo mencionado anteriormente se soluciona además mediante un procedimiento según la reivindicación 7.
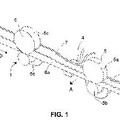
La invención va acompañada de un total de 6 figuras, mostrando la figura 1 un primer ejemplo de realización del procedimiento según la invención para el uso de una caja de laminación;
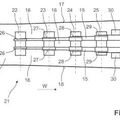
la figura 2 una sección transversal para el primer ejemplo de realización según la figura 1;
la figura 3a una sección transversal de la banda de metal tras salir de la caja de laminación según el primer ejemplo de realización;
la figura... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el uso de una caja (100) de laminación para la laminación de una banda (200) de metal, comprendiendo la caja (100) de laminación:
al menos dos cilindros (110-i, con i=1, 2 ... I) secundarios dispuestos uno al lado de otro a la misma altura de manera transversal a la dirección de transporte de la banda de metal; y un dispositivo (120) de soporte, que está dispuesto enfrentado a los al menos dos cilindros secundarios y que junto con éstos forma una abertura total entre cilindros con una sección transversal de abertura total entre cilindros;
caracterizado porque los al menos dos cilindros (110-i, con i=1, 2 ... I) secundarios adyacentes están configurados en cada caso en forma de cilindro y junto con el dispositivo de soporte forman en cada caso aberturas (i, i+1) parciales entre cilindros adyacentes con diferentes magnitudes hi, hi+1 con hi ≠ hi+1 e i=1, 2, ..., I, definiendo las aberturas parciales entre cilindros adyacentes en conjunto la sección transversal de abertura total entre cilindros, que está configurada de forma escalonada; y porque las magnitudes hi y hi+1 de en cada caso dos aberturas (i, i+1) parciales entre cilindros adyacentes se seleccionan individualmente de tal manera, que en cuanto a la banda (200) de metal que entra en la abertura total entre cilindros, que si bien antes de la laminación tiene un perfil previo escalonado geométricamente similar a la sección transversal de abertura total entre cilindros, sin embargo, en cada caso, presenta alturas de escalón mayores de hi+Δhi y hi+1+Δhi+1 con hi+Δhi ≠hi+1+Δhi+1 y Δhi > 0 y Δhi+1 > 0 que las aberturas (i) parciales entre cilindros, cumplen con la siguiente relación:
2. Procedimiento según la reivindicación 1, caracterizado por un dispositivo (130) de regulación para la regulación flexible de los cilindros (110-1.
11. 2.
11. 3) secundarios y de este modo para la adaptación flexible de las magnitudes hi de las aberturas parciales entre cilindros según la relación a la banda (200) de metal entrante con alturas de escalón modificadas.
3. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque por el ancho de la banda de metal están dispuestos en total tres cilindros secundarios en forma de dos cilindros secundarios externos y un cilindro secundario central (110-1.
11. 2.
11. 3) , estando unidos entre sí los dos cilindros (110-1.
11. 3) secundarios externos preferiblemente a través de un eje (A) común.
4. Procedimiento según la reivindicación 3, caracterizado porque el cilindro (110-2) secundario central presenta un diámetro menor en comparación con los cilindros (110-1.
11. 3) secundarios externos y está montado en un portarrodillos (112) entre los dos cilindros secundarios externos de tal manera, que la magnitud h2 de la segunda abertura parcial entre cilindros i=2 formada por el cilindro (110-2) secundario central con el dispositivo (120) de soporte es menor o mayor que las magnitudes h1 y h3 de las dos aberturas parciales entre cilindros externas adyacentes i=1 e i=3.
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el dispositivo (120) de soporte también está configurado en forma de cilindros (120-i con i=1 ... I) secundarios, presentando estos cilindros (120-i) secundarios las mismas dimensiones que los cilindros (110-i) secundarios en el lado opuesto de la banda de metal y estando montados con simetría especular a los mismos, con respecto al plano central de la banda (200) de metal.
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la caja (100) de laminación está configurada para la laminación en caliente o para la laminación en frío de la banda (200) de metal.
7. Procedimiento para el uso de un tren de laminación, en particular instalación en tándem, para la laminación de una banda de metal que comprende una pluralidad de cajas de laminación dispuestas unas detrás de otras en la dirección de desplazamiento de la banda de metal; caracterizado porque una primera de las cajas de laminación está configurada con cilindros de perfilado o calibración para el perfilado previo escalonado de la banda de metal aún más espesa; porque se usa al menos una segunda de las cajas (100) de laminación, dispuestas aguas abajo de la primera caja de laminación, según una de las reivindicaciones 1 a 6; y porque el perfilado previo escalonado de la banda de metal se produce a través de la primera caja de laminación en aproximación geométrica a la sección transversal escalonada de la abertura total entre cilindros de la segunda caja de laminación dispuesta aguas abajo pero con alturas de escalón mayores de hj+Δhj y hi+1+Δhi+1 con hi+Δhi ≠hi+1+Δhi+1 con Δhi > 0 y Δhi+1 > 0 en la zona de la abertura parcial entre cilindros de orden i e i+1.
8. Procedimiento según la reivindicación 7, caracterizado por la siguiente etapa:
reducir las alturas de escalón individuales de la banda (200) de metal previamente perfilada en Δhi a hi con i=1 ... I mediante el uso de la segunda caja (100) de laminación en el tren de laminación.
Patentes similares o relacionadas:
Método para producir una placa metálica con una arista sobresaliente, del 13 de Mayo de 2020, de NIPPON STEEL CORPORATION: Un método para producir una lámina metálica mediante el uso de un laminador que incluye al menos dos cajas de laminado (S1-S6), incluyendo la lámina metálica , […]
Método y dispositivo de conformado de un poste, del 17 de Mayo de 2017, de Olsson, Ashley Dean: Un cajón de laminación configurado para conformar una barra de acero o de aleación de acero, en donde la barra tiene un eje longitudinal central […]
Volteador de perfiles estructurales, y conjunto volteador y transportador, del 13 de Abril de 2016, de GEKA AUTOMATION, S.L: Volteador de perfiles estructurales, que comprende dos palas , cada una de las palas está unida, por un punto próximo a uno de […]
 Método para reducción del grosor de materiales de laminación de una única pieza, del 11 de Abril de 2012, de HILTI AKTIENGESELLSCHAFT: Método para la reducción del grosor de materiales de laminación de una única pieza , mediante unalaminación longitudinal en la que el material de laminación […]
Método para reducción del grosor de materiales de laminación de una única pieza, del 11 de Abril de 2012, de HILTI AKTIENGESELLSCHAFT: Método para la reducción del grosor de materiales de laminación de una única pieza , mediante unalaminación longitudinal en la que el material de laminación […]
 APARATO Y METODO DE PERFILADO FLEXIBLE ADAPTADO PARA CONFORMNAR UN PERFIL DE SECCION VARIABLE A PARTIR DE UNA CHAPA METALICA DE ALTA RESISTENCIA, del 26 de Marzo de 2012, de MONDRAGON GOI ESKOLA POLITEKNIKOA J. MARIA ARIZMENDIARRIETA, S. COOP: Aparato y proceso de perfilado adaptado para conformar un perfil de sección variable a partir de una chapa metálica , comprendiendo el aparato […]
APARATO Y METODO DE PERFILADO FLEXIBLE ADAPTADO PARA CONFORMNAR UN PERFIL DE SECCION VARIABLE A PARTIR DE UNA CHAPA METALICA DE ALTA RESISTENCIA, del 26 de Marzo de 2012, de MONDRAGON GOI ESKOLA POLITEKNIKOA J. MARIA ARIZMENDIARRIETA, S. COOP: Aparato y proceso de perfilado adaptado para conformar un perfil de sección variable a partir de una chapa metálica , comprendiendo el aparato […]
PROCEDIMIENTO E INSTALACION DE LAMINACION PARA FABRICAR UN PRODUCTO DE LAMINACION CON FORMA DE BANDA CON UN PERFIL DE ESPESOR DESEADO SOBRE LA ANCHURA., del 16 de Octubre de 2005, de SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT: El procedimiento e instalación de rodamiento para la fabricación de perfiles de espesor arbitrario sobre el ancho de tiras metálicas implica […]
PROCEDIMIENTO DE TRABAJO PARA LA LAMINACION X-H DE PERFILES (SOPORTES) DE ACERO DE PESTAÑAS PARALELAS., del 1 de Julio de 2005, de SMS MEER GMBH: Procedimiento de trabajo para la laminación XH de perfiles (soportes) de acero de pestañas paralelas con perfil en H en el modo de funcionamiento en tándem en un grupo […]
PLANTA COMPACTA PARA PRODUCCIÓN CONTINUA DE BARRAS Y/O PERFILES, del 23 de Febrero de 2012, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Planta compacta para la producción continua de barras y/o perfiles de acero de acero líquido, que incorpora una estación de planta de acero provista de un horno […]