APARATO Y METODO DE PERFILADO FLEXIBLE ADAPTADO PARA CONFORMNAR UN PERFIL DE SECCION VARIABLE A PARTIR DE UNA CHAPA METALICA DE ALTA RESISTENCIA.
Aparato y proceso de perfilado adaptado para conformar un perfil (20) de sección variable a partir de una chapa metálica (10),
comprendiendo el aparato de perfilado (1) al menos unos medios de conformado (5) que incluyen unos rodillos (5a, 5b, 5c, 5d), dispuestos opuestos entre sí y móviles con respecto a la chapa metálica (10), dando lugar al perfil (20) que comprende al menos un flanco (6b). El aparato de perfilado (1) comprende además unos medios de calentamiento (4), dispuestos móviles con respecto a la chapa metálica (10) adaptándose a las secciones variables correspondientes de la chapa metálica (10). Los medios de calentamiento (4) calientan localmente una zona (7) del flanco (6b), siendo dicha zona (7) una zona de transición que delimita un cambio de sección transversal del perfil (20).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200930846.
Solicitante: MONDRAGON GOI ESKOLA POLITEKNIKOA J. MARIA ARIZMENDIARRIETA, S. COOP.
Nacionalidad solicitante: España.
Inventor/es: GALDOS ERRASTI,LANDER, FREITAG,Stefan, SEDLMAIER,Albert, LARRAÑAGA AMILIBIA,JON, ARRIZABALAGA ARIZTI,GOTZON, UNCILLA URIZAR,LORENA, POKS,BERNARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B1/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas. › para laminar piezas de sección especial, p. ej. escuadras (laminado de metal en longitudes indefinidas especialmente apropiadas para la fabricación en serie de objetos particulares B21H 8/00).
- B21D5/00 B21 […] › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad).
Fragmento de la descripción:
Aparato y método de perfilado flexible adaptado para conformar un perfil de sección variable a partir de una chapa metálica de alta resistencia.
Sector de la técnica
La presente invención se refiere a un aparato de perfilado adaptado para la obtención de perfiles metálicos de sección variable a partir de una chapa metálica, y al proceso de perfilado de dichos perfiles metálicos.
Estado anterior de la técnica
Es conocido el uso de aparatos y procesos de transformación de chapas metálicas adaptados para la obtención de perfiles metálicos de sección constante, siendo dichos procesos la embutición, doblado, etc.
El conformado de chapa por rodillos o perfilado es idóneo para el conformado de perfiles geométricamente complejos con un bajo coste y con una eficiencia energética muy alta, por lo que se muestra como una alternativa importante a los procesos de conformación en prensa utilizados hasta ahora.
Uno de los problemas asociados a los procesos de transformación de chapas metálicas por medio de rodillos es los errores geométricos que presentan los perfiles metálicos obtenidos. Dichos errores son debido a la generación de tensiones internas que pueden dan lugar a abombamientos o variaciones de la altura del perfil final con respecto a una línea teórica del perfil en el plano vertical, a curvados, entendiendo por curvado la separación horizontal de un extremo del perfil con respecto a una recta teórica en el plano horizontal, siendo dicha curvatura producida principalmente por una mala alineación de los rodillos o una inadecuada presión de dichos rodillos sobre la chapa metálica, a un retorcimiento o giro del perfil alrededor del eje longitudinal, ocasionado principalmente por la diferencia de tensión entre lados no simétricos del perfil, o a fallos producidos por una excesiva o insuficiente presión ejercida sobre la chapa metálica en las diferentes etapas del proceso.
Este problema se ve agravado en los casos en los que el perfilado es brusco, en los casos en los que los perfiles son largos o asimétricos, o bien en el caso de que se utilicen perfiles de materiales metálicos de alta resistencia o ultra resistencia, dado que los esfuerzos a los que se ve sometido aumentan, lo que conlleva a que los defectos sean mayores, y se presenten errores de conformación originados por la no recuperación elástica del material y por las roturas prematuras originadas por la disminución de la capacidad de alargamiento del material.
Otro problema asociado al perfilado ha sido la imposibilidad de conformar perfiles metálicos de secciones variables a lo largo de su longitud, problema que ha sido solucionado mediante el desarrollo de procesos de transformación de chapa que utilizan rodillos móviles. A diferencia de los procesos de perfilado convencionales para perfiles de sección constante, en un proceso de perfilado flexible, los rodillos se trasladan y modifican la orientación de su eje de rotación para obtener perfiles de sección variable a lo largo de la longitud. En los documentos de patente WO2007/008152A, DE10011755A1, EP1627697A ó WO2008/110561A se describen diferentes máquinas y/o procesos de conformado que utilizan rodillos móviles para obtener perfiles de sección variable tanto con respecto a la anchura como a la altura de dichos perfiles.
En los procesos de perfilado flexible el estado tensional sufrido por la chapa, y en particular la parte superior de al menos uno de los flancos doblados, es complejo y diferente al que tiene lugar bajo cualquier otro proceso convencional. Una parte del flanco es sometido a tracción y otra parte a compresión, generándose un error típico de hundimiento de la base, conocido como "warping", lo que conlleva a obtener perfiles con unas dimensiones que, generalmente, superan las tolerancias geométricas exigidas.
Para solucionar este problema, DE10200708A describe un proceso de perfilado flexible en el cual se sujeta la chapa metálica al entrar en una estación de perfilado, evitándose el fenómeno del hundimiento de la base.
Exposición de la invención
El objeto de la invención es un aparato y un proceso de perfilado adaptado para conformar un perfil de sección variable a partir de una chapa metálica, según las reivindicaciones.
El aparato de perfilado comprende al menos unos medios de conformado que incluyen unos rodillos, dispuestos opuestos entre sí y móviles con respecto a la chapa metálica, dando lugar al perfil que comprende al menos un flanco. El aparato de perfilado comprende además unos medios de calentamiento, dispuestos móviles con respecto a la chapa metálica adaptándose a las secciones variables de la chapa metálica correspondiente. Los medios de calentamiento calientan localmente una zona del flanco, siendo dicha zona una zona de transición que delimita un cambio de sección transversal del perfil.
Por otro lado, el proceso de perfilado de la invención, implementado en un aparato de perfilado según la invención, comprende una serie de etapas de perfilado en las cuales la chapa metálica entra en contacto sucesivamente con los rodillos correspondientes, perfilando sucesivamente el perfil con las diferentes secciones. El proceso comprende al menos una etapa de calentamiento en la cual se calienta localmente, por medio de los medios de calentamiento, la zona de transición del flanco previa a su conformación.
Mediante el empleo de este aparato y proceso de perfilado flexible, se reducen los niveles de compresión y tracción generados en las zonas de transición. Esta reducción de tensiones hace que el perfil no varíe en las zonas contiguas a la zona de transición obteniendo así una mejora notable de las tolerancias exigidas y una mejor calidad geométrica. Este hecho no ocurre en el perfilado convencional, donde un calentamiento del flanco generaría una plastificación más severa del perfil y en consecuencia un abombamiento o "bow" longitudinal mayor.
De este modo, se obtiene un aparato y un proceso de perfilado optimizado, capaz de producir perfiles ligeros y geométricamente complejos, con una buen precisión en los perfiles obtenidos.
Estas y otras ventajas y características de la invención se harán evidentes a la vista de la figura y de la descripción detallada de la invención.
Descripción de los dibujos
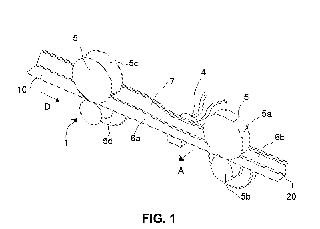
La Fig. 1 es una vista esquemática de la máquina de perfilado según la invención, que muestra unos medios de conformado y unos medios de calentamiento.
La Fig. 2 es una vista esquemática de unos medios de desplazamiento de los medios de calentamiento mostrados en la Fig. 1.
La Fig. 3 es otra vista esquemática de otros medios de desplazamiento de los medios de calentamiento mostrados en la Fig. 1
La Fig. 4 es otra vista esquemática de otros medios de desplazamiento de los medios de calentamiento mostrados en la Fig. 1.
La Fig. 5 es una vista de un perfil obtenido según el proceso de perfilado de la invención.
Exposición detallada de la invención
El aparato de perfilado flexible 1 según la invención, mostrado esquemáticamente en la figura 1, está adaptado para conformar un perfil 20 de sección variable a lo largo de la longitud a partir de una chapa metálica 10. Dicho aparato de perfilado flexible 1 conforma la chapa metálica 10 en diferentes etapas hasta obtener el perfil 20 deseado, incluyendo dicho perfil 20 una base 6a y al menos un flanco 6b, con una geometría determinada, tal y como se muestra en la figura 5. El flanco 6b tiene al menos una zona 7 denominada zona de transición que se corresponde con la zona del flanco 6b que delimita un cambio de sección transversal del perfil 20. Cada zona de transición 7, que es la zona del perfil 20 que va a sufrir mayores tensiones internas, comprende al menos una zona sometida a tracción 7a, mostrada en la figura 5.
El aparato de perfilado comprende unos medios de transporte, no representados, que desplazan a la vez que guían la chapa metálica 10 en una dirección de desplazamiento D, que se corresponde con la dirección longitudinal de la chapa metálica 10, y unos medios de conformado 5 que incluyen unos rodillos 5a, 5b, 5c, 5d dispuestos opuestos entre sí por parejas, y disponiéndose cada pareja de rodillos 5a, 5b y 5c, 5d sustancialmente paralelas entre sí. Los rodillos 5a, 5b, 5c, 5d conforman la chapa metálica 10 en al menos una dirección de conformado A, al desplazarse dicha chapa metálica 10 entre cada pareja de rodillos 5a, 5b y 5c, 5d, siendo la dirección...
Reivindicaciones:
1. Aparato de perfilado flexible adaptado para conformar un perfil (20) de sección variable a partir de una chapa metálica (10), que comprende al menos unos medios de conformado (5) que incluyen unos rodillos (5a, 5b, 5c, 5d), dispuestos opuestos entre sí y móviles con respecto a la chapa metálica (10), conformando los rodillos (5a, 5b, 5c, 5d) al menos un flanco (6b) del perfil (20), caracterizado porque comprende unos medios de calentamiento (4), dispuestos móviles con respecto a la chapa metálica (10) adaptándose a las secciones variables del perfil (20) correspondiente, que calientan localmente una zona (7) del flanco (6b), siendo la zona (7) una zona de transición que delimita un cambio de sección transversal del perfil (20).
2. Aparato de perfilado según la reivindicación anterior, que comprende unos medios de desplazamiento (8) que desplazan los medios de calentamiento (4) en la dirección transversal a chapa metálica (10).
3. Aparato de perfilado según cualquiera de las reivindicaciones anteriores en donde los medios de calentamiento (4) se disponen próximos a los medios de conformado (5) correspondientes que conforman la zona (7), previos a dichos medios de conformado (4) en la dirección de desplazamiento de la chapa metálica (10).
4. Aparato de perfilado según cualquiera de las reivindicaciones anteriores, en donde la zona de transición (7) comprende al menos una parte (7a) sometida a tracción.
5. Aparato de perfilado según cualquiera de las reivindicaciones anteriores en donde los medios de calentamiento (4) pueden comprender un láser, al menos una bobinas de inducción, o al menos una resistencia.
6. Aparato de perfilado según cualquiera de las reivindicaciones 2 a 5, en donde los medios de desplazamiento (8) comprenden un soporte (11) que soporta los medios de calentamiento (4) y un mecanismo motor husillo (12, 13) que actúa sobre el soporte (11) desplazándolo hacia la chapa metálica (10).
7. Aparato de perfilado según cualquiera de las reivindicaciones 2 a 5, en donde los medios de desplazamiento (8) comprenden un soporte (11) que soporta los medios de calentamiento (4) y un mecanismo hidráulico (14) que actúa sobre el soporte (11) desplazándolo hacia la chapa metálica (10).
8. Aparado de perfilado según cualquiera de las reivindicaciones 2 a 5, en donde los medios de desplazamiento (8) comprenden un soporte (11) que soporta los medios de calentamiento (4) y un mecanismo articulado (15) que actúa sobre el soporte (11) desplazándolo hacia la chapa metálica (10).
9. Aparato de perfilado según cualquiera de las reivindicaciones anteriores, en donde la chapa metálica (10) está hecha de un acero de alta resistencia e inoxidables, una aleación de aluminio, una aleación de magnesio o una aleación de titanio.
10. Proceso de perfilado de una chapa metálica (10) para la obtención de un perfil (20) de sección variable, implementado en un aparato de perfilado según cualquiera de las reivindicaciones anteriores, que comprende una serie de etapas de perfilado en las cuales la chapa metálica (10) entra en contacto sucesivamente con los rodillos (5a, 5b, 5c, 5d) correspondientes, perfilando sucesivamente el perfil (20) con las diferentes secciones, caracterizado porque comprende al menos una etapa de calentamiento en la cual se calienta localmente, por medio de los medios de calentamiento (4), la zona de transición (7) del flanco (6b) previa a su conformación.
Patentes similares o relacionadas:
Máquina de perfilado variable, del 1 de Abril de 2020, de CQLT SaarGummi Technologies S.à.r.l: Máquina para fabricación de perfiles metálicos mediante rodillos, que comprende: i) una estación de entrada , configurada para recibir y […]
Método de diseño de material para un procedimiento de conformación de cilindro, del 15 de Enero de 2020, de JFE STEEL CORPORATION: Método de conformación de cilindro que se realiza bajo condiciones de un radio de curvatura de flexión r de 5 mm o más y un ángulo de flexión […]
Prensa plegadora o máquina dobladora automatizada para doblar material de chapa metálica y método para doblar material de chapa metálica con una tal prensa plegadora o máquina dobladora automatizada, del 25 de Diciembre de 2019, de Zeiser Engineering UAB: Prensa plegadora o máquina dobladora automatizada para doblar material de chapa metálica, que está provista de: - una tabla con un portaherramientas inferior […]
MESA DE TRABAJO PARA INTERVENIR, DOBLAR, CURVAR, TORCER O DEFORMAR EN FRÍO PLACAS O PLANCHAS DE METAL, del 20 de Junio de 2019, de GARCIA MIRO PESCHIERA, Alfonso: La presente invención se refiere a una mesa de trabajo, y respectivos metodos de funcionamiento y fabricación, para intervenir, doblar, curvar o deformar […]
Procedimiento para producir perfiles conformados por laminado parcialmente templados, del 23 de Abril de 2019, de VOESTALPINE KREMS GMBH: Procedimiento para la conformación continua por laminado y el temple de chapa de acero, en donde una cinta de chapa de acero se conforma por laminado […]
Peldaño para escalera y escalera de caracol, del 9 de Enero de 2019, de MAACK, Peter: Peldaño para una escalera, estando configurado el peldaño a partir de un recorte de chapa plano de material de chapa en forma de un perfil en U o en C con una sección […]
Dispositivo de medición de ángulos de curvatura, del 24 de Octubre de 2018, de Trumpf Maschinen Austria GmbH & CO. KG: Dispositivo de medición de ángulos decurvatura curvatura que comprende un dispositivo de iluminación y un dispositivo de detección […]
Aparato y método para medir el ángulo de doblado de una lámina, del 6 de Septiembre de 2017, de SALVAGNINI ITALIA S.P.A.: Aparato para medir un ángulo de doblado de una lámina durante la operación de doblado de la lámina , que comprende una unidad de procesamiento y al menos […]