Dispositivo y procedimiento para la supervisión de un procedimiento de fabricación para la fabricación de un taladro pasante.
Procedimiento para la supervisión de un procedimiento de producción para la fabricación de un taladro pasante (5a) por medio de erosión por descarga eléctrica,
que comprende las etapas: las etapas:
- detección de valores reales de sonido, que es generado durante la mecanización,
- determinación de una abertura y/o de una terminación del taladro pasante (5a) con la ayuda de los valores reales registrados del sonido, caracterizado porque
- el sonido registrado es sonido corporal,
- en el que el sonido corporal es registrado en un soporte de la pieza de trabajo (4), que retiene la pieza de trabajo (5), en la que debe fabricarse el taladro pasante (5a), y
- en el que un sensor para el registro de sonido corporal está dispuesto en el soporte de la pieza de trabajo (4).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/061810.
Solicitante: ROBERT BOSCH GMBH.
Nacionalidad solicitante: Alemania.
Dirección: POSTFACH 30 02 20 70442 STUTTGART ALEMANIA.
Inventor/es: KLECKNER,JOSEF, SCHOEPF,Martin, VORMANN,Karsten, RUDOLF,Uwe.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23H7/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18). › B23H 7/00 Procedimientos o aparatos aplicables a trabajos de descarga eléctrica y trabajos electroquímicos. › para control programado, p. ej. control adaptativo.
- B23H9/14 B23H […] › B23H 9/00 Trabajo especialmente adaptado para tratar objetos metálicos particulares o para obtener efectos o resultados particulares sobre objetos metálicos (tratamiento térmico por descarga catódica C21D 1/38). › Realización de agujeros.
- B23K26/03 B23 […] › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Vigilancia, p. ej. monitorización, de las piezas.
- B23K26/38 B23K 26/00 […] › mediante escariado o corte.
PDF original: ES-2380794_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento para la supervisión de un procedimiento de fabricación para la fabricación de un taladro pasante Estado de la técnica La presente invención se refiere a un dispositivo y a un procedimiento para la supervisión de un procedimiento de fabricación para la fabricación de taladros pasantes en piezas de trabajo, en particular por medio de erosión por descarga eléctrica.
La erosión por descarga eléctrica (EDM = Electrical Discharge Machining) es un procedimiento de fabricación por abrasión, que se utiliza, por ejemplo, para la fabricación de taladros y en particular también de taladros pasantes. La erosión por descarga eléctrica pertenece en este caso a los procedimientos de abrasión electroquímica y en virtud de su pluralidad de parámetros pertenece a los procesos de mecanización muy complejos. Para la supervisión del proceso se realizan normalmente mediciones de la corriente y de la tensión en la máquina de erosión. Cuando se produce, por ejemplo, un contacto entre el electrodo y la pieza de trabajo, esto es detectado con la ayuda de los valores modificados de la corriente y de la tensión y el electrodo es retrocedido en contra de su dirección de movimiento, para estar de nuevo fuera de contacto con la pieza de trabajo. A continuación se lleva el electrodo de nuevo lentamente a la posición de trabajo con relación a la pieza de trabajo. Durante la fabricación de taladros pasantes se plantea ahora a veces el problema de que en la zona de la boca del taladro pasante hacia una pared adyacente en la pieza de trabajo solamente está presente una distancia reducida. De esta manera, en el caso de un avance demasiado grande del electrodo puede suceder que la pared opuesta a la abertura del taladro pasante sea erosionada también parcialmente a través del proceso de erosión. Esto conduce a que durante la fabricación de un taladro pasante hacia el final del proceso se reduzca la velocidad de avance en comparación con el resto del proceso, para impedir que después de la apertura del taladro se dañen otras partes de la pieza de trabajo a través del electrodo. No obstante, no se puede establecer de manera fiable cuándo comienza una abertura del taladro o bien cuándo la abertura está totalmente terminada. Esto conduce en la práctica a que, por ejemplo, durante la fabricación de toberas de inyección de combustible con la aplicación de la erosión por descarga eléctrica para la fabricación del taladro de inyección, se produzca un desecho de fabricación alto. Por lo tanto, en tales piezas de trabajo se realiza un control de calidad exacto y con frecuencia se realizan repasos, lo que encarece el proceso de trabajo. No obstante, el problema representado anteriormente se plantea también en otros procedimientos de fabricación para la fabricación de taladros pasantes. Además, se conoce a partir del documento GB 2 254 280 A un procedimiento de acuerdo con el preámbulo de la reivindicación 1 y un dispositivo de acuerdo con el preámbulo de la reivindicación 5, en los que se determina una abertura por medio de sonido del aire y utilizando cera en una cavidad, en la que debe conducirse el taladro pasante.
Ventajas de la invención El procedimiento de acuerdo con la invención para la supervisión de la fabricación de un taladro pasante con las características de la reivindicación 1 de la patente presenta, en cambio, la ventaja de que se puede detectar de una manera sencilla y segura la abertura a través de la pieza de trabajo o bien una zona de la pieza de trabajo y la terminación del taladro pasante. El procedimiento se puede realizar en este caso de una manera especialmente económica y sencilla y, además, es adecuado también para el reequipamiento en máquinas que ya se encuentran en uso. El procedimiento de acuerdo con la invención es extraordinariamente fiable, de manera que se puede fabricar con una alta calidad de fabricación. El procedimiento de acuerdo con la invención detecta a tal fin el sonido corporal, que se genera a través de la mecanización de la pieza de trabajo para la fabricación del taladro pasante. Con la ayuda e los valores reales registrados se puede determinar entonces una abertura a través de la pieza de trabajo y se puede determinar de la misma manera cuándo el taladro está totalmente terminado. De acuerdo con la invención, se ha comprobado a este respecto que durante la fabricación de un taladro pasante por medio de erosión por descarga eléctrica, el sonido corporal, describe esencialmente un tipo de curva de "bañera". Al comienzo del proceso de mecanización, los valores para el sonido corporal son relativamente altos. Una vez que se ha establecido el apéndice del taladro, los valores retornan y permanecen en una cierta altura. Tan pronto como el taladro se abre solamente un poco a través de la pieza de trabajo, se incrementan los valores del sonido corporal de nuevo en una medida significativa. De esta manera, con la ayuda de los valores crecientes se puede reconocer cuándo se ha alcanzado el instante de la abertura. Cuando se ha terminado el taladro pasante, por ejemplo cuando durante la erosión por descarga eléctrica el electrodo ha pasado totalmente a través de la pieza de trabajo, el sonido corporal retorna casi a cero, de manera que se puede reconocer también inmediatamente cuándo el taladro pasante está terminado. De esta manera es posible que el proceso se termine inmediatamente, sin que se produzcan otros daños en la pieza de trabajo. Los valores del sonido corporal son registrados en un soporte de la pieza de trabajo, que retiene la pieza de trabajo. De esta manera, se puede realizar el procedimiento de acuerdo con la invención de una manera especialmente sencilla y económica, puesto que no deben instalarse sensores u otros en la pieza de trabajo.
Las reivindicaciones dependientes muestran desarrollos preferidos de la invención.
Con preferencia, los valores reales detectados del sonido corporal son comparados con valores teóricos memorizados para el sonido corporal y se determina la abertura y/o la terminación del taladro pasante con la ayuda de la comparación con los valores teóricos memorizados. De esta manera, se puede garantizar una seguridad adicional para el proceso de fabricación.
Con preferencia, durante el proceso de fabricación se forma un valor medio a partir de los valores reales registrados del sonido corporal. Este valor medio es utilizado para la determinación de una velocidad del proceso. Cuando más alto es el valor medio, tanto más elevada es la velocidad de perforación y, por consiguiente, tanto mayor es la velocidad del proceso. Cuando menor es el valor medio, tanto menor es la velocidad de perforación y de manera correspondiente tanto menor es la velocidad del proceso. Hay que indicar que la formación del valor medio solamente se puede realizar también cuando se ha establecido el comienzo del taladro en la pieza de trabajo y los valores para el sonido corporal se encuentra en la zona media de la curva de "bañera".
Además, con preferencia, los valores de sonido corporal son registrados por medio de varios sensores. De esta manera, se pueden comparar los diferentes valores de sonido corporal registrados entre sí o bien se puede formar un valor medio de los valores registrados de sonido corporal, que se utiliza entonces como valor de proceso para la determinación de la abertura y/o para la terminación del taladro de paso.
Por lo tanto, la presente invención utiliza el sonido corporal generado durante la fabricación de un taladro de paso para la supervisión del proceso de mecanización. En particular, el sonido corporal se utiliza para la determinación de una abertura, por ejemplo de un electrodo a través de la pieza de trabajo y para la determinación de la terminación del taladro pasante.
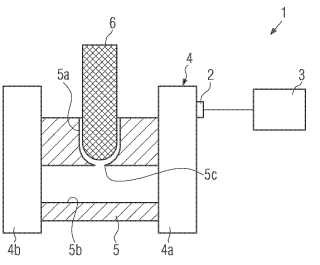
La máquina de erosión por descarga eléctrica de acuerdo con la invención con un dispositivo para la supervisión de un procedimiento de fabricación para la fabricación de un taladro pasante comprende un sensor para el registro de sonido corporal y una instalación de control. La instalación de control recibe las señales de sonido corporal registradas por el sensor y determina con la ayuda de los valores registrados para el sonido corporal si se realiza una abertura a través de la pieza de trabajo y/o si el taladro de paso está terminado. Además, el dispositivo comprende un soporte de piezas de trabajo, para mecanizar la pieza de trabajo a mecanizar. El o los sensores para el registro del sonido corporal están dispuestos en este caso en el soporte de la pieza de trabajo. Esto es especialmente ventajoso, puesto que los sensores no deben fijarse en la pieza de trabajo. Con otras palabras, el soporte... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la supervisión de un procedimiento de producción para la fabricación de un taladro pasante (5a) por medio de erosión por descarga eléctrica, que comprende las etapas: las etapas:
- detección de valores reales de sonido, que es generado durante la mecanización,
- determinación de una abertura y/o de una terminación del taladro pasante (5a) con la ayuda de los valores reales registrados del sonido, caracterizado porque
- el sonido registrado es sonido corporal,
- en el que el sonido corporal es registrado en un soporte de la pieza de trabajo (4) , que retiene la pieza de trabajo (5) , en la que debe fabricarse el taladro pasante (5a) , y
- en el que un sensor para el registro de sonido corporal está dispuesto en el soporte de la pieza de trabajo (4) .
2. Procedimiento de acuerdo con la reivindicación 1, que comprende las etapas:
- comparación de los valores reales registrados del sonido corporal con valores teóricos memorizados para el sonido corporal, y
- determinación de una abertura y/o de una terminación del taladro pasante (5a) con la ayuda de la comparación de los valores teóricos con los valores reales del sonido corporal.
3. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque sobre la base de los valores reales registrados del sonido corporal se forma un valor medio (X) , que se utiliza para la determinación de una velocidad del proceso.
4. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el sonido corporal es registrado por medio de varios sensores (2) .
5. Máquina de erosión por descarga eléctrica con un dispositivo para la supervisión de un procedimiento de fabricación para la fabricación de un taladro pasante (5a) por medio de erosión por descarga eléctrica, caracterizada por
- un sensor (2) para el registro de sonido corporal,
- una instalación de control (3) , que recibe las señales de sonido corporal registradas por el sensor (2) , de manera que la instalación de control (3) determina con la ayuda de los valores reales registrados para el sonido corporal si existe una abertura del taladro a través de la pieza de trabajo y/o si el taladro (5a) está terminado, y
- un soporte de la pieza de trabajo (4) para la retención de la pieza de trabajo (5) a mecanizar, en el que está dispuesto un sensor (2) para el registro de sonido corporal en el soporte de la pieza de trabajo (4) .
6. Máquina de acuerdo con la reivindicación 5, caracterizada porque la instalación de control (3) comprende una instalación de comparación y una memoria, para comparar los valores reales registrados con valores teóricos memorizados en la memoria para el sonido corporal.
7. Máquina de acuerdo con la reivindicación 5 ó 6, caracterizada porque la instalación de control (3) está integrada en un control de a máquina para la fabricación del taladro pasante (5a) .
8. Máquina de acuerdo con una de las reivindicaciones 5 a 7, caracterizado por dos o más sensores (2) para el registro de sonido corporal, que están conectados, respectivamente, con la instalación de control (3) .
9. Máquina de acuerdo con una de las reivindicaciones 5 a 8, caracterizada porque la instalación de control (3) comprende una unidad de cálculo, para formar un valor medio (X) a partir de los valores reales registrados del sonido corporal y sobre la base del valor medio (X) se calcula la velocidad de perforación del proceso de mecanización.
Patentes similares o relacionadas:
Procedimiento de generación de programa de procesamiento, dispositivo de generación de recorrido y máquina de descarga eléctrica, del 17 de Abril de 2019, de Makino Milling Machine Co., Ltd: Procedimiento para generar un programa de mecanizado de una máquina de descarga eléctrica que comprende una guía de electrodo que soporta un electrodo […]
Método y aparato para mecanizado por electroerosión de una pieza, del 8 de Noviembre de 2017, de Agie Charmilles SA: Método para el mecanizado por descargas eléctricas de piezas mediante impulsos de descargas eléctricas generados por […]
Máquina fresadora de descarga eléctrica, del 29 de Marzo de 2017, de Agie Charmilles SA: Máquina fresadora de descarga eléctrica que utiliza electrodos de herramienta de forma alargada y de sección transversal constante, que realiza el mecanizado […]
 Método y aparato para mecanizado por descarga eléctrica (electroerosivo), del 30 de Diciembre de 2015, de Agie Charmilles SA: Un método para controlar un aparato de mecanizado por descarga eléctrica (electroerosivo) que tiene al menos un electrodo de herramienta […]
Método y aparato para mecanizado por descarga eléctrica (electroerosivo), del 30 de Diciembre de 2015, de Agie Charmilles SA: Un método para controlar un aparato de mecanizado por descarga eléctrica (electroerosivo) que tiene al menos un electrodo de herramienta […]
Procedimiento y dispositivo para la transmisión digital de datos, del 12 de Febrero de 2014, de Agie Charmilles SA: Procedimiento para la transmisión digital de datos de eventos estocásticos en una máquina herramienta a través de un cable de datos (6, ENLACE) con […]
 MÉTODO DE MECANIZADO ELECTROQUÍMICO PULSADO, del 5 de Octubre de 2012, de PECM ENGINEERING SYSTEMS, S.L: El mecanizado electroquímico referenciado en el invento se realiza mediante el uso de corriente eléctrica pulsada y la incorporación de un movimiento […]
MÉTODO DE MECANIZADO ELECTROQUÍMICO PULSADO, del 5 de Octubre de 2012, de PECM ENGINEERING SYSTEMS, S.L: El mecanizado electroquímico referenciado en el invento se realiza mediante el uso de corriente eléctrica pulsada y la incorporación de un movimiento […]
 PROCEDIMIENTO DE FUNCIONAMIENTO DE UNA MÁQUINA DE MECANIZADO POR ELECTROEROSIÓN Y UN SISTEMA DE MECANIZADO POR ELECTROEROSIÓN, del 2 de Marzo de 2011, de AGIE CHARMILLES SA
CHARMILLES TECHNOLOGIES S.A: Un procedimiento de funcionamiento de una máquina de electroerosión para mecanizar una pieza de trabajo, en el que: al menos una de las funciones de controlar, monitorizar […]
PROCEDIMIENTO DE FUNCIONAMIENTO DE UNA MÁQUINA DE MECANIZADO POR ELECTROEROSIÓN Y UN SISTEMA DE MECANIZADO POR ELECTROEROSIÓN, del 2 de Marzo de 2011, de AGIE CHARMILLES SA
CHARMILLES TECHNOLOGIES S.A: Un procedimiento de funcionamiento de una máquina de electroerosión para mecanizar una pieza de trabajo, en el que: al menos una de las funciones de controlar, monitorizar […]
 PROCEDIMIENTO Y APARATO PARA CONTROLAR UNA MAQUINA DE ELECTROEROSION, del 14 de Julio de 2009, de AGIE SA: Procedimiento para el control de una pluralidad de procesos de mecanizado en una máquina de electroerosión para avellanado, que se realizan por medio de varios electrodos […]
PROCEDIMIENTO Y APARATO PARA CONTROLAR UNA MAQUINA DE ELECTROEROSION, del 14 de Julio de 2009, de AGIE SA: Procedimiento para el control de una pluralidad de procesos de mecanizado en una máquina de electroerosión para avellanado, que se realizan por medio de varios electrodos […]