PROCEDIMIENTO DE FUNCIONAMIENTO DE UNA MÁQUINA DE MECANIZADO POR ELECTROEROSIÓN Y UN SISTEMA DE MECANIZADO POR ELECTROEROSIÓN.
Un procedimiento de funcionamiento de una máquina de electroerosión (4) para mecanizar una pieza de trabajo,
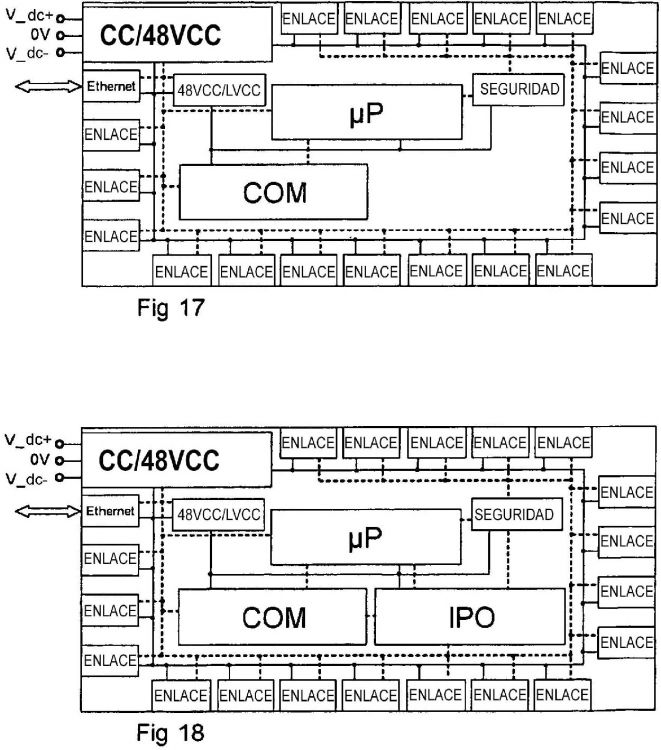
en el que: al menos una de las funciones de controlar, monitorizar y llevar a cabo el mecanizado de la pieza de trabajo se realiza mediante una pluralidad de módulos de hardware configurables (ACCIONAMIENTO; GEN; CONTROL), dichos módulos (ACCIONAMIENTO; GEN; CONTROL) están dispuestos en la máquina (4), dichos módulos (ACCIONAMIENTO; GEN; CONTROL) están enlazados por enlaces de datos (6) de una red de datos a un nodo (5) de la red de datos para al menos una de las funciones de enviar datos a dicho nodo (5) y recibir datos desde dicho nodo (5), y al menos uno de dichos módulos (ACCIONAMIENTO; GEN; CONTROL) es transformable de un módulo generador de máquina de electroerosión (GEN) a un módulo de acciona-miento de motor (ACCIONAMIENTO) mediante una instrucción de configuración de software comunicada a dicho al menos un módulo (ACCIONAMIENTO; GEN; CONTROL) desde dicho nodo (5)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05016699.
Solicitante: AGIE CHARMILLES SA
CHARMILLES TECHNOLOGIES S.A.
Nacionalidad solicitante: Suiza.
Dirección: VIA DEI PIOPPI 2 6616 LOSONE SUIZA.
Inventor/es: BOCCADORO, MARCO, D\'AMARIO, RINO, BUHLER, ERNST, KNAAK,RETO, BESSON,FRANCK, GIANDOMENICO,NICOLA, LOMBARDO,ROSARIO.
Fecha de Publicación: .
Fecha Solicitud PCT: 1 de Agosto de 2005.
Fecha Concesión Europea: 6 de Octubre de 2010.
Clasificación Internacional de Patentes:
- B23H7/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18). › B23H 7/00 Procedimientos o aparatos aplicables a trabajos de descarga eléctrica y trabajos electroquímicos. › Decapado para alambres.
- B23H7/04 B23H 7/00 […] › Aparato para alimentación de corriente al intervalo de trabajo; Circuitos eléctricos especialmente adaptados a este efecto.
- B23H7/20 B23H 7/00 […] › para control programado, p. ej. control adaptativo.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Campo de la invención
La invención se refiere en general al campo de las máquinas herramientas, y más específicamente, la invención se refiere a un sistema de mecanizado por electroerosión (EDM) y a un procedimiento de funcionamiento.
Antecedentes de la invención
Los futuros conceptos de máquinas de electroerosión y otros tipos de máquinas herramientas tienen que ser más flexibles a la hora de satisfacer las demandas actuales de manera mejor y más rápida, y en la simplificación de la implementación de cualquier función implicada. La producción, prueba y mantenimiento de los sistemas de máquinas herramientas tienen que ser compatibles a escala internacional. Con este fin se necesitan costes de material y producción reducidos y tantos componentes del sistema como sea posible tienen que ser adecuados para uso, por ejemplo, en sistemas de mecanizado tanto de corte por hilo como de electroerosión por penetración, a pesar de las diferencias en los requisitos. Además, los mismos módulos tienen que ser adecuados para uso en productos de alta gama y de bajo coste. Aparte de esto, son deseables rutinas de diagnóstico estandarizadas para simplificar la verificación de funciones cada vez más complejas.
Las crecientes demandas sobre productividad y flexibilidad aún más elevadas de, por ejemplo, una máquina de electroerosión, también están provocando que el requisito de potencia de los generadores de impulso sea aún más elevado, mientras que, por otra parte, las pérdidas en la generación de impulsos tienen que ser minimizadas. De conformidad con la compatibilidad medioambiental mejorada, las pérdidas de una máquina de electroerosión u otra máquina herramienta, cuando no está funcionando, también tienen que reducirse más.
La FIG. 2 muestra la configuración general de una máquina de electroerosión por penetración de la técnica anterior. Una máquina de electroerosión de corte por hilo se diferencia de una máquina de electroerosión por penetración realmente sólo en detalles, pero, no obstante, la mayoría de los fabricantes hacen uso de conceptos totalmente diferentes para la implementación y operación de los dos tipos de máquinas de electroerosión. Esto se aplica particularmente al generador de impulsos involucrado, donde se necesitan impulsos muy cortos pero de descarga elevada para corte por hilo, mientras que para electroerosión por penetración se usan impulsos de descarga más larga de amplitud correspondiente más baja. Hasta la fecha, aún no existe solución satisfactoria para un concepto general consistente.
La configuración del sistema de máquina de electroerosión de la FIG. 2 implica generalmente los siguientes subsistemas o secciones: una entrada de alimentación principal 1, un armario de electrónica 2, un sistema de cables 3 y una máquina 4, es decir, la máquina de electroerosión por penetración como tal que lleva a cabo el mecanizado de una pieza de trabajo. El armario eléctrico 2 aloja un módulo de tensión de CA (CA), un módulo de tensión de CC (CC), un control numérico (CNC), uno
o más módulos de accionamiento (ACCIONAMIENTO), un módulo generador (GEN), así como un módulo de control de máquina universal (CONTROL). Como el contenido completo del armario eléctrico 2 es considerablemente voluminoso y pesado y la pérdida de potencia total es del orden de un solo dígito en kW, el armario eléctrico 2 normalmente está ubicado a alguna distancia de la máquina
4. Además, el cableado 3 es habitualmente de 2 m a 5 m de longitud. Un primer cable conecta los módulos de accionamiento (ACCIONAMIENTO) a los motores de accionamiento de ejes de la máquina 4 y suministra la corriente del motor, la corriente para cualquier freno que pueda estar provisto, así como diversas señales digitales sensitivas de los transductores de posición. Estos cables son un factor de coste significativo y si no se diseñan e instalan con la debida atención, pueden tener como resultado fácilmente un costoso tiempo de inactividad.
Un segundo cable conecta el módulo generador (GEN) a la pieza de trabajo que ha de ser mecanizada y a una herramienta de electrodo de la máquina 4. Este segundo cable tiene la desventaja de que las pérdidas de potencia, particularmente en el corte por hilo, debidas al elevado valor efectivo de la corriente de impulsos, pueden ser de hasta 100 W/m. Aparte de este desperdicio de energía no deseado, esto también puede tener como resultado que la estructura de la máquina se deforme por el calor y, por lo tanto, a inexactitudes de las piezas de trabajo. Actualmente, la única solución a este problema es un complicado medio de refrigeración por agua.
Otra desventaja también se debe a la elevada rigidez de los cables usados, teniendo típicamente que involucrar ocho cables coaxiales en paralelo, cada uno de cobre con aproximadamente 5 mm 2 de sección transversal. Como los cables están conectados a partes estructurales móviles de la máquina, su rigidez tiene como resultado la flexión de estas partes estructurales en el intervalo de micrómetros y de este modo, por supuesto, errores correspondientes en el mecanizado de las piezas de trabajo. Aún más, la longitud de los cables determina su capacidad. La energía almacenada en cada cable también se descarga en el espacio de trabajo de manera que la rugosidad de la pieza de trabajo que se puede conseguir es limitada.
Un tercer cable sirve para conectar el módulo de control de máquina universal (CONTROL) a un gran número de unidades de función en la máquina 4, como electroválvulas, bombas, mecanismos auxiliares, interruptores finales, sensores de temperatura, protecciones de seguridad, etc. Este tercer cable tiene como resultado, asimismo, costes considerables porque se necesitan muchos conductores diferentes, pero también porque cada variante de máquina necesita en última instancia un cable especial. Una desventaja adicional puede aparecer cuando la máquina 4 y el armario eléctrico 2 se envían por separado al cliente, constituyendo un riesgo de fallo añadido las muchas conexiones del sistema de cables 3 requeridas en la instalación.
En las “Proceedings ot the 13th ISEM”, Vol. 1, Bilbao 2001, páginas 3 a 19, de MASUZAWA, se explican todos los procedimientos y ecuaciones fundamentales para la generación de impulsos mediante condensadores de impulsos en cuanto a su aplicación en micro electroerosión. Estos comentarios se aplican en general y, por lo tanto, también a la presente invención.
El documento US 4.710.603 (OBARA) desvela un generador para una máquina de electroerosión que funciona según el principio de descarga de condensador de impulsos, cuyo circuito básico se muestra en la FIG. 3 de esta solicitud. Desde una fuente E de tensión de CC, un condensador C1 es cargado a través de un elemento conmutador Q1 y una inductancia L3. Un elemento conmutador adicional Q2 descarga el condensador de impulsos C1 a través de una inductancia adicional L2 dentro del entrehierro PW. Este circuito no requiere ni resistencias de carga ni elementos conmutadores en funcionamiento lineal.
El documento US 4.766.281 (BÜHLER) desvela un generador de máquina de electroerosión con un regulador de tensión de carga pasivo, como se muestra en la FIG. 4 de esta solicitud. El regulador de tensión de carga comprende un transformador convertidor flyback y dos diodos. La eficiencia de este generador es elevada ya que se eliminan las pérdidas por conmutación tal como se producen con el generador como se interpreta del documento US 4.710.603 a través del elemento conmutador Q1.
Sin embargo, ambos generadores aún tienen desventajas. En primer lugar, la frecuencia de impulsos está restringida a valores modestos de alrededor de 70 kHz debido a carga unipolar. Aumentar más la frecuencia permitiría que la corriente de carga aumentara hasta valores que afectan negativamente a la eficiencia. En segundo lugar, los generadores aún son demasiado grandes para permitir su ubicación, por ejemplo, en las inmediaciones directas del electrodo. Para una explicación más detallada de esto, se hace referencia a la FIG. 5 que traza para estos generadores las curvas de la tensión del condensador Uc y la corriente de impulsos Igap en el entrehierro como una función del tiempo t. Es evidente que para una corriente de impulsos sinusoidal Igap la tensión de carga negativa U_chrg se voltea de manera cosinusoidal a una tensión de carga residual positiva U_end. Esta tensión de carga residual U_end corresponde precisamente a la energía que no se convierte en el entre-hierro y se refleja de...
Reivindicaciones:
1. Un procedimiento de funcionamiento de una máquina de electroerosión (4) para mecanizar una pieza de trabajo, en el que:
al menos una de las funciones de controlar, monitorizar y llevar a cabo el mecanizado de
la pieza de trabajo se realiza mediante una pluralidad de módulos de hardware configurables
(ACCIONAMIENTO; GEN; CONTROL),
dichos módulos (ACCIONAMIENTO; GEN; CONTROL) están dispuestos en la máquina (4),
dichos módulos (ACCIONAMIENTO; GEN; CONTROL) están enlazados por enlaces de
datos (6) de una red de datos a un nodo (5) de la red de datos para al menos una de las fun
ciones de enviar datos a dicho nodo (5) y recibir datos desde dicho nodo (5), y
al menos uno de dichos módulos (ACCIONAMIENTO; GEN; CONTROL) es transformable de un módulo generador de máquina de electroerosión (GEN) a un módulo de acciona-miento de motor (ACCIONAMIENTO) mediante una instrucción de configuración de software comunicada a dicho al menos un módulo (ACCIONAMIENTO; GEN; CONTROL) desde dicho nodo (5).
2. Un sistema de mecanizado por electroerosión, que comprende una máquina (4) para mecanizar una pieza de trabajo y una pluralidad de módulos de hardware configurables (ACCIONAMIENTO; GEN; CONTROL), en el que al menos una de las funciones de controlar, monitorizar y llevar a cabo el mecanizado de la pieza de trabajo se realiza mediante dichos módulos (ACCIONAMIENTO; GEN; CONTROL), en el que dichos módulos (ACCIONAMIENTO; GEN; CONTROL) están dispuestos en la máquina (4), dichos módulos (ACCIONAMIENTO; GEN; CONTROL) están enlazados por enlaces de datos (6) de una red de datos a un nodo (5) de la red de datos para al menos una de las funciones de enviar datos a dicho nodo (5) y recibir datos desde dicho nodo (5), y al menos uno de dichos módulos (ACCIONAMIENTO; GEN; CONTROL) es transformable de un módulo generador de máquina de electroerosión (GEN) en un módulo de accionamiento de motor (ACCIONAMIENTO) mediante una instrucción de configuración de software comunicada a dicho al menos un módulo (ACCIONAMIENTO; GEN; CONTROL) desde dicho nodo (5).
3. El sistema de mecanizado por electroerosión según la reivindicación 2 en el que dichos enlaces de datos forman una red en estrella en relación con dicho nodo (5).
4. El sistema de mecanizado por electroerosión según la reivindicación 2 ó 3 en el que dicho nodo (5) comprende una pluralidad de puertos configurables (ENLACE).
5. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 2-4 en el que dicho nodo (5) comprende una fuente para suministrar energía a al menos uno de dichos módulos (ACCIONAMIENTO; GEN; CONTROL) a través de dichos enlaces de datos (6).
6. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 2-5 en el que dicho nodo (5) provee una pluralidad de puertos estandarizados (ENLACE, Ethernet) para una red de área local.
7. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 2-6 en el que dichos módulos (ACCIONAMIENTO; GEN; CONTROL) comprenden además un módulo de control de máquina, un módulo de CC (CC) y un módulo de suministro de energía (CA).
8. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 2-7 en el que dicho módulo de accionamiento (ACCIONAMIENTO) está dispuesto en las inmediaciones de un motor de eje.
9. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 2-8 en el que al menos uno de dicho módulo generador y un módulo para monitorizar un entrehierro está dispuesto en las inmediaciones de un espacio de trabajo formado entre un electrodo de mecanizado y la pieza de trabajo en el sistema de mecanizado por electroerosión.
10. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 7-9 en el que el exceso de energía de al menos uno de dichos módulos es almacenado en uno o más condensadores conectados a dicho módulo de CC (CC) y se hace uso de dicha energía almacenada en el propio módulo.
11. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 2-10 en el que dicho al menos un módulo transformable (ACCIONAMIENTO; GEN; CONTROL) comprende un controlador configurable que recibe a través de dicho nodo (5) y los datos de configuración de enlaces de datos por medio de los cuales dicho módulo puede ser configurado para implementar dicha función predeterminada.
12. El sistema de mecanizado por electroerosión según la reivindicación 11 en el que dicho controlador configurable define un intervalo para configurar dicho módulo, en el que este intervalo provee al menos la comunicación con dicho nodo (5) y un mensaje de identificación a dicho nodo (5).
13. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 2-12 en el que dicho nodo (5) está conectado a través de al menos una interfaz estandarizada a un
control numérico, realizando dicho control numérico al menos una de las funciones de coordinar, controlar y monitorizar dicha máquina (4) a través de dicha interfaz.
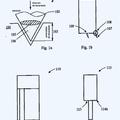
14. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 2-13 en el que en dicho nodo (5) está provisto de un interpolador fino autónomo que comprende una memoria y un controlador, recibiendo dicho interpolador fino autónomo a través de una interfaz estandarizada desde un interpolador aproximado al menos uno de datos de geometría acondicionados y órdenes de control, almacenándolo en dicha memoria y realizando al menos una de las funciones de coordinar, controlar y monitorizar dicha máquina (4) sin retardo en respuesta a dichos datos de geometría u órdenes de control almacenados.
15. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 2-14, que comprende además un módulo generador para generar impulsos por medio de condensadores de impulsos de descarga, comprendiendo dicho módulo generador un enlace de datos a dicho nodo (5) que también provee una entrada de tensión de alimentación, un controlador programable, una fuente de corriente bipolar, al menos un circuito de carga y descarga para al menos un condensador de impulsos que comprende un sensor, y uno o más circuitos inversores que incluyen uno o más transformadores de aislamiento.
16. El sistema de mecanizado por electroerosión según la reivindicación 15 en el que dicho controlador programable está diseñado de manera que comprende un área de configuración cableada a través de la cual se determina la comunicación con dicho nodo (5) y un mensaje de identificación a dicho nodo (5).
17. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 15-16 en el que dicho controlador programable está diseñado de manera que comprende un área de configuración variable a través de la cual se definen y/o coordinan funciones programadas de dicho módulo.
18. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 15-17 en el que dicho controlador programable está diseñado de manera que después de la configuración de dicho nodo (5) recibe a través de dicho enlace de datos al menos uno de órdenes de control, datos de configuración, valores de referencia y señales de sincronización para controlar dicho módulo generador durante el funcionamiento del mecanizado por electroerosión.
19. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 15-18 en el que dicho controlador programable está diseñado de manera que después de la configuración de dicho nodo (5) envía a través de dicho enlace de datos y dicho nodo (5) al menos
uno de valores de medición, datos de funcionamiento, señales de sincronización, alarmas e información de resolución de problemas para advertir, y/o para informar y/o para coordinar y/o para controlar otros módulos (ACCIONAMIENTO; GEN; CONTROL) y/o dicho control numérico durante el funcionamiento.
20. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 15-19 en el que dicho módulo generador está equipado con refrigeración por fluido.
21. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 15-20 10 en el que dicho módulo generador está protegido del entorno por una carcasa.
22. El sistema de mecanizado por electroerosión según cualquiera de las reivindicaciones 2-21 en el que al menos uno de dichos módulos es configurable para funcionar como generador de una máquina de electroerosión por penetración o un generador de una máquina de electroe
15 rosión de corte por hilo.
Patentes similares o relacionadas:
Procedimiento de generación de programa de procesamiento, dispositivo de generación de recorrido y máquina de descarga eléctrica, del 17 de Abril de 2019, de Makino Milling Machine Co., Ltd: Procedimiento para generar un programa de mecanizado de una máquina de descarga eléctrica que comprende una guía de electrodo que soporta un electrodo […]
Método y aparato para mecanizado por electroerosión de una pieza, del 8 de Noviembre de 2017, de Agie Charmilles SA: Método para el mecanizado por descargas eléctricas de piezas mediante impulsos de descargas eléctricas generados por […]
Máquina fresadora de descarga eléctrica, del 29 de Marzo de 2017, de Agie Charmilles SA: Máquina fresadora de descarga eléctrica que utiliza electrodos de herramienta de forma alargada y de sección transversal constante, que realiza el mecanizado […]
 Método y aparato para mecanizado por descarga eléctrica (electroerosivo), del 30 de Diciembre de 2015, de Agie Charmilles SA: Un método para controlar un aparato de mecanizado por descarga eléctrica (electroerosivo) que tiene al menos un electrodo de herramienta […]
Método y aparato para mecanizado por descarga eléctrica (electroerosivo), del 30 de Diciembre de 2015, de Agie Charmilles SA: Un método para controlar un aparato de mecanizado por descarga eléctrica (electroerosivo) que tiene al menos un electrodo de herramienta […]
Procedimiento y dispositivo para la transmisión digital de datos, del 12 de Febrero de 2014, de Agie Charmilles SA: Procedimiento para la transmisión digital de datos de eventos estocásticos en una máquina herramienta a través de un cable de datos (6, ENLACE) con […]
 MÉTODO DE MECANIZADO ELECTROQUÍMICO PULSADO, del 5 de Octubre de 2012, de PECM ENGINEERING SYSTEMS, S.L: El mecanizado electroquímico referenciado en el invento se realiza mediante el uso de corriente eléctrica pulsada y la incorporación de un movimiento […]
MÉTODO DE MECANIZADO ELECTROQUÍMICO PULSADO, del 5 de Octubre de 2012, de PECM ENGINEERING SYSTEMS, S.L: El mecanizado electroquímico referenciado en el invento se realiza mediante el uso de corriente eléctrica pulsada y la incorporación de un movimiento […]
 Dispositivo y procedimiento para la supervisión de un procedimiento de fabricación para la fabricación de un taladro pasante, del 28 de Marzo de 2012, de ROBERT BOSCH GMBH: Procedimiento para la supervisión de un procedimiento de producción para la fabricación de un taladro pasante (5a) por medio de erosión por descarga eléctrica, que comprende […]
Dispositivo y procedimiento para la supervisión de un procedimiento de fabricación para la fabricación de un taladro pasante, del 28 de Marzo de 2012, de ROBERT BOSCH GMBH: Procedimiento para la supervisión de un procedimiento de producción para la fabricación de un taladro pasante (5a) por medio de erosión por descarga eléctrica, que comprende […]
 PROCEDIMIENTO Y APARATO PARA CONTROLAR UNA MAQUINA DE ELECTROEROSION, del 14 de Julio de 2009, de AGIE SA: Procedimiento para el control de una pluralidad de procesos de mecanizado en una máquina de electroerosión para avellanado, que se realizan por medio de varios electrodos […]
PROCEDIMIENTO Y APARATO PARA CONTROLAR UNA MAQUINA DE ELECTROEROSION, del 14 de Julio de 2009, de AGIE SA: Procedimiento para el control de una pluralidad de procesos de mecanizado en una máquina de electroerosión para avellanado, que se realizan por medio de varios electrodos […]