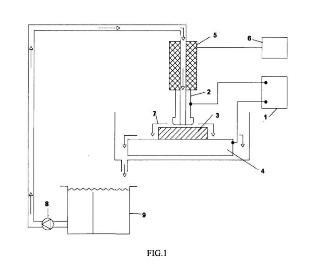
El mecanizado electroquímico referenciado en el invento se realiza mediante el uso de corriente eléctrica pulsada y la incorporación de un movimiento vibratorio en el cátodo que permite una oscilación arbitraria variable del mismo durante el proceso de mecanizado.
En el proceso, la corriente eléctrica pasa a través de un electrolito el cual discurre entre el cátodo y el ánodo produciendo una disolución electrolítica de la pieza anódica. El cátodo avanza hacia el ánodo durante el mecanizado y el movimiento oscilatorio del cátodo se dispone en sincronismo con la activación de los pulsos eléctricos en el punto de proximidad entre el cátodo y ánodo. De esta manera la invención es útil para mecanizar y procesar piezas de metal y aleaciones que presentan una formación rápida de capas pasivas.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200900046.
B23H7/20TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18). › B23H 7/00 Procedimientos o aparatos aplicables a trabajos de descarga eléctrica y trabajos electroquímicos. › para control programado, p. ej. control adaptativo.
B23H7/38B23H 7/00 […] › Influencia sobre el trabajo del metal por medios especialmente adaptados no implicados directamente en el levantamiento de material, p. ej. ondas ultrasónicas, campos magnéticos o rayos láser.
Fragmento de la descripción:
METODO DE MECANIZADO ELECTROQUIMICO PULSADO ESTADO DEL ARTE 5 El mecanizado electroquímico es una técnica conocida para la mecanización de piezas de metal y aleaciones duras y de alta resistencia. Este tipo de material es ampliamente utilizado en el sector de moldes, matrices, automovilismo, aeronáutica, incluso en el sector aeroespacial debido principalmente a sus propiedades mecánicas, su resistencia a la corrosión 1O y su resistencia al desgaste. No obstante estas mismas características hacen que el mecanizado de este tipo de material sea muy difícil y costoso mediante el uso de mecanizados convencionales. Es por ello que el mecanizado electroquímico ha ido implantándose en la mecanización de metales y aleaciones duras y de alta resistencia principalmente porque provee al mecanizado de elevadas tasas de arranque de material, con ausencia o mínimo 15 deterioro de la herramienta de trabajo y con superficies carentes de rebabas .Una característica importante de esta tecnología es que permite realizar mecanizados de formas complejas con independencia de sus propiedades mecánicas y/o térmicas, dado que latecnología está basada en la disolución electroquímica controlada de ánodo a través de aplicación de corriente, por lo que el material a procesar ha de ser eléctricamente conductor para poder ser mecanizado 20 electroquímicamente. Es sabido también que esta tecnología se aplica tanto para la mecanización de metales y aleaciones duras y de alta resistencia, así como para procesos de pulido y desbarbado de los mismos. Como base se puede decir que el mecanizado electroquímico es realizado en una celda electrolítica mediante la aplicación de un potencial positivo a la pieza (ánodo) y un potencial negativo a la herramienta de mecanizado (cátodo) 25 para mecanizar así la pieza. Generalmente, en el mecanizado electroquímico el cátodo (herramienta) presenta un avance hacia el ánodo (pieza) en presencia de un liquido electrolito a través del hueco 30 interelectrodo (cátodo -ánodo) llamado gap, por el que fluye una corriente que ocasiona la erosión o disolución del material de la pieza o ánodo. Como se ha mencionado anteriormente, ésta técnica puede ser utilizada para mecanizar piezas de formas complejas tanto de metal como de sus aleaciones, y se caracteriza en que las altas corrientes aplicadas siempre son corrientes continuas directas. Usualmente, el gap interelectrodo se suele preestablecer al 35 inicio del mecanizado dependiendo del tipo de proceso a la que esté destinado la pieza; mecanizado electroquímico, pulido electroquímico y/o desbarbado electroquímico, siendo habitualmente el gap de unos pocos milímetros. ( de 0.1 mm hasta 30 mm ó más dependiendo del tipo de proceso particular del que se trate) . 40 Sin embargo el mecanizado electroquímico de corriente directa continua, comúnmente llamado ECM, presenta ciertos problemas debidos a las altas intensidades y/o tensiones utilizadas en el proceso, como pueden ser el exceso de presencia de calor, burbujas de gas, así como el exceso de material desprendido durante el proceso , causando condiciones hidrodinámicas adversas, cambios de forma en la herramienta debido a precipitaciones de 45 hidróxidos de metal, lo cual conlleva a mecanizados poco precisos e incluso a acabados superficiales pobres. De esta manera para mejorar la calidad superficial de los mecanizados de metales duros, de alta resistencia, y sus aleaciones, así como para mejorar considerablemente las precisiones de los mismos, se han dispuesto ciertas variaciones en el mecanizado electroquímico, llegándose a crear una nueva tecnología llamada Mecanizado Electroquímico 5 Pulsado (PECM) . Esta tecnología se caracteriza en que la corriente y/ tensión aplicada entre cátodo y ánodo, frente a un electrolito dado, es pulsada, pudiendo ser ésta unipolar o bipolar. En ella (PECM) , los tiempos de ausencia de pulso de tensión y/o intensidad se utilizan para evacuar del gap el calor, el gas y las partículas desprendidas y/o generadas durante el proceso de mecanizado de la pieza. En el mecanizado PECM, también se reducen considerablemente 1O el flujo del electro lito, así como las dimensiones del gap mejorando las propiedades hidrodinámicas en el mismo y consecuentemente se mejora la calidad superficial y la precisión. Por el contrario, las intensidades y/o tensiones aplicadas en esta tecnología son más 15 bajas obteniendo tasas de arranque de material más moderadas que en el mecanizado electroquímico tradicional (ECM) . Aun así, la tecnología PECM presenta algunas dificultades a la hora de mecanizar materiales y/o aleaciones que presentan duras capas de pasivación. Durante el mecanizado, en el periodo de tiempo de aplicación de la tensión y/o intensidad se rompen estas capas de pasivas consiguiéndose de esta manera mecanizar la pieza. El 20 problema surge cuando en los tiempos de ausencia de tensión y /o corriente, las capas de pasivación ( o capa oxidación) se regeneran de manera aleatoria debido a la presencia de oxigeno en el interelectrodo o gap. La sucesión continuada de estos estados en la capa de pasivación lleva a la aparición de picaduras en el mecanizado. Otro problema asociado es la deformación del electrodo durante el mecanizado debido a que durante el mecanizado se 25 pueden depositar óxidos de metal en el mismo produciendo un cambio en sus dimensiones y perdiendo consecuentemente la precisión en el mecanizado. Como se ha mostrado con anterioridad para obtener mejoras en la calidad y preclSlon en el mecanizado, el hueco interelectrodo o gap , debe ser lo mas pequeño posible. Según el 30 estado de la técnica y la patente americana US 6.835.299 (B. Tchugunov) es conocida la aplicación de un movimiento oscilante o vibración en el cátodo que permite la reducción del gap de mecanizado así como la evacuación de los sedimentos y calor creados durante el proceso de mecanizado. 35 Por otro lado es conocida la aplicabilidad para PECM del sincronismo del movimiento vibratorio del cátodo con el suministro de pulsos de intensidad y /o tensión cuando la distancia entre el cátodo y el ánodo es mínima. El suministro de estos pulsos de intensidad pueden ser bipolares, tal como se ha visto y se establece en las patentes americanas US 5.833.835 ( Gimaev, N., Zajcev, A., Agafonov, l., etc) y US 6.402.931 (Chengdong Zhou, 40 Jennings Taylor, etc.) pero su efectividad está limitada por el hecho de que durante la aplicación de los pulsos inversos la polaridad de los electrodos cambia, pudiendo llegar a producir, durante los pulsos inversos, una disolución de la herramienta de trabajo si la parametrización de la aplicación de pulsos inversos, tanto en amplitud como en tiempo, no se efectúa correctamente. 45 También son conocidas las patentes americanas US3.271.283, US5.833.835, US 3.280.016 y la patente española ES 2051151 en las cuales se aplica durante el mecanizado un movimiento vibratorio al cátodo durante el avance de la misma hacia el ánodo y donde este 5 10 15 20 25 30 35 40 45 movimiento establece un sincronismo de activación de los impulsos de corriente a través de electrolito justo cuando la distancia entre el cátodo y el ánodo es mínimo. Así mismo con este movimiento vibratorio se consigue la mejora de extracción de elementos no deseados y calor producidos dentro del gap. Este movimiento vibratorio es establecido en todos ellos generalmente mediante un motor y/o un transductor mecánico, manteniendo así constante el movimiento vibratorio del electrodo durante todo el proceso de mecanizado. En ellas no se ha solucionado de manera satisfactoria la mecanización de metales y aleaciones pasivas, ni la aparición de óxidos de metal en el cátodo o herramienta, perdiendo consecuentemente precisión del mecanizado. Como variación a ellas es conocida la patente US 6.835.299 (B. Tchugunov) en el que es usada una vibración principal forzada de electrodo a baja frecuencia asistida mecánicamente y una frecuencia secundaria del rango de ultrasonidos donde la aplicación de la misma está limitada a la frecuencia propia del electrodo diseñado, dado que depende de las propiedades mecánicas del electrodo diseñado a tal efecto. Esta vibración de ultrasonidos es usada para activar la eliminación de la capa de óxido en materiales y aleaciones pasivas, así como para facilitar la evacuación de material disuelto durante el mecanizado. El problema surge debido a que no es posible una activación y desactivación controlada de la frecuencia de ultrasonidos dado que el electrodo continuará vibrando en la frecuencia propia para la que fue diseñada, a pesar de disponer de una consigna de desconexión por parte del sistema de control. Tampoco es posible realizar una modificación de las frecuencias ni de ráfagas de pulsos de frecuencia en estas condiciones. De lo que se desprende que esta técnica no soluciona de manera...
Reivindicaciones:
5 10 15 20 25 30 35 40 45 50 l. Método de mecanizado electroquímico pulsado, caracterizado por incorporar un movimiento vibratorio que permite una oscilación arbitraria variable de los electrodos durante el proceso de mecanizado. 2. Método de mecanizado electroquímico pulsado según reivindicación 1 caracterizado porque dicho movimiento vibratorio de puede ser aplicado tanto en el cátodo como en el ánodo o en ambos simultáneamente. 3. Método de mecanizado electroquímico pulsado según reivindicación 1 caracterizado porque los pulsos de intensidades aplicados están en sincronía con el punto de máxima convergencia entre cátodo y ánodo y dicho movimiento vibratorio. 4. Método de mecanizado electroquímico pulsado según reivindicación 3 caracterizado porque en el momento de separación del cátodo y el ánodo dichos pulsos son desactivados, aumentando el hueco interelectrodo o gap, y disminuyendo y/o desapareciendo el flujo de corriente. 5. Método de mecanizado electroquímico pulsado según reivindicación 3 caracterizado porque dichos pulsos se activan de manera periódica con dicho movimiento vibratorio. 6. Método de mecanizado electroquímico pulsado según reivindicación 2 caracterizado en que dicho movimiento vibratorio es una oscilación periódica comprendida entre el rango de 1Hz-60KHz. 7. Método de mecanizado electroquímico pulsado según reivindicación 6 caracterizado porque dicha oscilación periódica es aplicada a lo largo de la dirección de avance del cátodo. 8. Método de mecanizado electroquímico pulsado según reivindicación 6 caracterizado porque dicha oscilación periódica puede ser de cualquier forma de onda. 9. Método de mecanizado electroquímico pulsado según reivindicación 6 caracterizado porque dicha oscilación periódica puede aplicar simultáneamente, alternativamente y/o adicionalmente dos o más formas de onda. 10. Método de mecanizado electroquímico pulsado según reivindicación 6 caracterizado porque dicha oscilación puede aplicar simultáneamente, alternativamente y/o adicionalmente dos o más frecuencias. 11. Método de mecanizado electroquímico pulsado según reivindicación 6 caracterizado porque dicha oscilación periódica puede modular las señales tanto en amplitud como en frecuencia. 12. Método de mecanizado electroquímico pulsado según reivindicación 6 caracterizado porque dicha oscilación periódica puede desplazar su centro de oscilación referencia a otro diferente manteniendo la amplitud de oscilación predefinida. 5 13. Método de mecanizado electroquímico pulsado según reivindicación 1 caracterizado porque dispone de un sistema de control 1 O 14. Método de mecanizado electroquímico pulsado según reivindicación 12 caracterizado porque dicho sistema de control pre-establecerá la frecuencia de vibración principal en los electrodos, y por la que se efectuarán las activaciones de pulsos de corriente. 15 15. Método de mecanizado electroquímico pulsado según reivindicación 12 caracterizado porque dicho sistema de control pre-establecerá la forma de onda de vibración principal en los electrodos, y por la que se efectuarán las activaciones de pulsos de corriente 20 25 16. Método de mecanizado electroquímico pulsado según reivindicación 12 caracterizado porque dicho sistema de control controla el avance del cátodo a medida que disuelve material de la pieza controlando el gap deseado entre el cátodo y el ánodo. 17. Método de mecanizado electroquímico pulsado según reivindicación 15 caracterizado porque dicho sistema de control controla el avance del cátodo en relación con un punto inicial de referencia de manera que se pueda controlar la profundidad de mecanizado. 18. Método de mecanizado electroquímico pulsado según reivindicación 1 caracterizado porque el electro lito es suministrado de manera que se produce un flujo entre el cátodo y el ánodo. 30 19. Método de mecanizado electroquímico pulsado según reivindicación 1 caracterizado porque dicho movimiento vibratorio es suministrado a través de un campo magnético.
Patentes similares o relacionadas:
Procedimiento de generación de programa de procesamiento, dispositivo de generación de recorrido y máquina de descarga eléctrica, del 17 de Abril de 2019, de Makino Milling Machine Co., Ltd: Procedimiento para generar un programa de mecanizado de una máquina de descarga eléctrica que comprende una guía de electrodo que soporta un electrodo […]
Método y aparato para mecanizado por electroerosión de una pieza, del 8 de Noviembre de 2017, de Agie Charmilles SA: Método para el mecanizado por descargas eléctricas de piezas mediante impulsos de descargas eléctricas generados por […]
Máquina fresadora de descarga eléctrica, del 29 de Marzo de 2017, de Agie Charmilles SA: Máquina fresadora de descarga eléctrica que utiliza electrodos de herramienta de forma alargada y de sección transversal constante, que realiza el mecanizado […]
Método y aparato para mecanizado por descarga eléctrica (electroerosivo), del 30 de Diciembre de 2015, de Agie Charmilles SA: Un método para controlar un aparato de mecanizado por descarga eléctrica (electroerosivo) que tiene al menos un electrodo de herramienta […]
Procedimiento y dispositivo para la transmisión digital de datos, del 12 de Febrero de 2014, de Agie Charmilles SA: Procedimiento para la transmisión digital de datos de eventos estocásticos en una máquina herramienta a través de un cable de datos (6, ENLACE) con […]
Dispositivo y procedimiento para la supervisión de un procedimiento de fabricación para la fabricación de un taladro pasante, del 28 de Marzo de 2012, de ROBERT BOSCH GMBH: Procedimiento para la supervisión de un procedimiento de producción para la fabricación de un taladro pasante (5a) por medio de erosión por descarga eléctrica, que comprende […]
PROCEDIMIENTO DE FUNCIONAMIENTO DE UNA MÁQUINA DE MECANIZADO POR ELECTROEROSIÓN Y UN SISTEMA DE MECANIZADO POR ELECTROEROSIÓN, del 2 de Marzo de 2011, de AGIE CHARMILLES SA
CHARMILLES TECHNOLOGIES S.A: Un procedimiento de funcionamiento de una máquina de electroerosión para mecanizar una pieza de trabajo, en el que: al menos una de las funciones de controlar, monitorizar […]
PROCEDIMIENTO Y APARATO PARA CONTROLAR UNA MAQUINA DE ELECTROEROSION, del 14 de Julio de 2009, de AGIE SA: Procedimiento para el control de una pluralidad de procesos de mecanizado en una máquina de electroerosión para avellanado, que se realizan por medio de varios electrodos […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Método y aparato para mecanizado por descarga eléctrica (electroerosivo), del 30 de Diciembre de 2015, de Agie Charmilles SA: Un método para controlar un aparato de mecanizado por descarga eléctrica (electroerosivo) que tiene al menos un electrodo de herramienta […]
Método y aparato para mecanizado por descarga eléctrica (electroerosivo), del 30 de Diciembre de 2015, de Agie Charmilles SA: Un método para controlar un aparato de mecanizado por descarga eléctrica (electroerosivo) que tiene al menos un electrodo de herramienta […] Dispositivo y procedimiento para la supervisión de un procedimiento de fabricación para la fabricación de un taladro pasante, del 28 de Marzo de 2012, de ROBERT BOSCH GMBH: Procedimiento para la supervisión de un procedimiento de producción para la fabricación de un taladro pasante (5a) por medio de erosión por descarga eléctrica, que comprende […]
Dispositivo y procedimiento para la supervisión de un procedimiento de fabricación para la fabricación de un taladro pasante, del 28 de Marzo de 2012, de ROBERT BOSCH GMBH: Procedimiento para la supervisión de un procedimiento de producción para la fabricación de un taladro pasante (5a) por medio de erosión por descarga eléctrica, que comprende […] PROCEDIMIENTO DE FUNCIONAMIENTO DE UNA MÁQUINA DE MECANIZADO POR ELECTROEROSIÓN Y UN SISTEMA DE MECANIZADO POR ELECTROEROSIÓN, del 2 de Marzo de 2011, de AGIE CHARMILLES SA
CHARMILLES TECHNOLOGIES S.A: Un procedimiento de funcionamiento de una máquina de electroerosión para mecanizar una pieza de trabajo, en el que: al menos una de las funciones de controlar, monitorizar […]
PROCEDIMIENTO DE FUNCIONAMIENTO DE UNA MÁQUINA DE MECANIZADO POR ELECTROEROSIÓN Y UN SISTEMA DE MECANIZADO POR ELECTROEROSIÓN, del 2 de Marzo de 2011, de AGIE CHARMILLES SA
CHARMILLES TECHNOLOGIES S.A: Un procedimiento de funcionamiento de una máquina de electroerosión para mecanizar una pieza de trabajo, en el que: al menos una de las funciones de controlar, monitorizar […] PROCEDIMIENTO Y APARATO PARA CONTROLAR UNA MAQUINA DE ELECTROEROSION, del 14 de Julio de 2009, de AGIE SA: Procedimiento para el control de una pluralidad de procesos de mecanizado en una máquina de electroerosión para avellanado, que se realizan por medio de varios electrodos […]
PROCEDIMIENTO Y APARATO PARA CONTROLAR UNA MAQUINA DE ELECTROEROSION, del 14 de Julio de 2009, de AGIE SA: Procedimiento para el control de una pluralidad de procesos de mecanizado en una máquina de electroerosión para avellanado, que se realizan por medio de varios electrodos […]