HERRAMIENTA DE HIDROFORMACIÓN.
Herramienta para la conformación a alta presión de piezas de trabajo metálicas en forma de placa,
que comprende una parte superior (2) de herramienta con una matriz de conformación (26) y una parte inferior de herramienta (3) con un tubo de alimentación para la solicitación de una pieza de trabajo con fluido a alta presión, en la que están dispuestos unos medios para la compensación de una deformación inducida por la presión del proceso, caracterizada porque los medios para la compensación comprenden una placa de compensación (22), sobre la cual está dispuesta la matriz de conformación (26) en el interior de la parte superior (2) de la herramienta y que se puede doblar de manera controlada en sentido opuesto a la dirección de dobladura inducida por la presión del proceso de la matriz de conformación (26), en la que la placa de compensación (22) se puede solicitar con fluido a presión a través de una conducción hidráulica (25) de tal modo que se puede lograr una dobladura de la placa de compensación (22), y en la que la placa de compensación (22), por su cara superior opuesta a la matriz de conformación (26), presenta una entalladura (23) para la generación de un colchón hidráulico de presión
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09002391.
Solicitante: THEODOR GRABENER GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: AM HELLER 1 57250 NETHPHEN-WERTHENBACH ALEMANIA.
Inventor/es: KAPP,DIETER.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Febrero de 2009.
Clasificación Internacional de Patentes:
- B21D26/021 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 26/00 Conformación sin corte, realizada de forma que no se utilicen dispositivos o herramientas rígidos, o masas flexibles o elásticas, es decir, conformación obtenida aplicando una presión fluida o fuerzas magnéticas. › Deformado de cuerpos de chapa.
- B21D26/031 B21D 26/00 […] › Construcción de moldes (B21D 26/025 - B21D 26/029 tiene prioridad).
- B30B15/00K
Clasificación PCT:
- B21D26/02 B21D 26/00 […] › aplicando una presión mediante un fluido.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2374020_T3.pdf
Fragmento de la descripción:
La invención se refiere a una herramienta para la conformación bajo alta presión de piezas de trabajo metálicas en forma de placa, que comprende una parte superior de la herramienta con una matriz de conformación y una parte inferior de la herramienta con un tubo de alimentación para la solicitación de una pieza de trabajo con fluido a alta presión, de acuerdo con el preámbulo de la reivindicación 1 (véase, por ejemplo, la patente EP-A-1813363) .
Para la fabricación de piezas de trabajo mediante un proceso de conformación sin arranque de virutas se emplean habitualmente prensas, en las que se encuentran alojadas unas herramientas de conformación, para recibir una pieza en bruto de trabajo y dotar a ésta de la forma deseada mediante la aplicación de una fuerza correspondiente. Particularmente en el ámbito de la conformación de productos semiacabados en forma de placa, tal como, por ejemplo, chapas, pero también para la conformación de otros productos semiacabados tal como, por ejemplo, tubos, se ha establecido el procedimiento de la conformación bajo alta presión (en inglés, hydroforming) , que se caracteriza por una gran libertad de configuración en la conformación y permite unos grados de conformación muy elevados. Para ello se presiona el producto semiacabado en el interior de una herramienta de hidroformación mediante un fluido, particularmente agua, aceites, emulsiones o también gases, a una presión muy elevada contra una matriz de conformación, logrando de este modo la conformación. Para ello, la herramienta está introducida en una carcasa, que recoge las fuerzas de conformación.
Las herramientas de hidroformación se componen habitualmente de una parte superior de la herramienta, que comprende la matriz de conformación, y de una parte inferior de la herramienta, en la que está dispuesta una conducción para la solicitación de la pieza de trabajo con un fluido a una presión elevada. La matriz de conformación puede también estar dispuesta alternativamente en la parte inferior de la herramienta y la conducción para la solicitación de la pieza de trabajo con fluido puede también estar dispuesta alternativamente en la parte superior de la herramienta. Para la conformación se sujeta la pieza de trabajo, por ejemplo, una chapa metálica, entre la parte superior de la herramienta y la parte inferior de la herramienta, en donde la parte inferior de la herramienta se apoya a través de una junta sobre la pieza de trabajo. A continuación se produce la solicitación de la pieza de trabajo con el fluido a alta presión, con lo que la pieza de trabajo se presiona uniformemente contra la matriz.
Debido a la presión muy elevada, con la que se presiona el fluido sobre la pieza de trabajo contra la matriz, se producen a menudo deformaciones de la parte superior y de la parte inferior de la herramienta, con lo que se puede perjudicar el proceso de conformación.
Aquí va a ofrecer ayuda la invención. El objeto de la presente invención es el de lograr una herramienta para la conformación a alta presión de piezas de trabajo metálicas, en el que se impida una deformación de la matriz de conformación durante el proceso de conformación. Este objetivo se resuelve de acuerdo con la invención mediante las características de la parte caracterizante de la reivindicación 1.
Mediante la invención se logra una herramienta para la conformación de alta presión de piezas de trabajo metálicas, en la que se impide una deformación de la matriz de conformación durante el proceso de conformación.
En una variante de la invención, los medios para la compensación se han integrado en la matriz de conformación y se han dispuesto en el interior de la parte superior de la herramienta, con lo que la matriz de conformación (26) se puede doblar de forma controlada en contra de la deformación de la misma inducida por la presión del proceso. De este modo se puede lograr una dobladura definida de la matriz de conformación opuesta a la deformación inducida por la presión del proceso, con lo que se logra la compensación de la dobladura inducida por la presión del proceso.
De acuerdo con la invención, la placa de compensación se puede solicitar a través de una conducción hidráulica con fluido a presión de tal modo que se puede lograr el doblado deseado de la placa de compensación. De esta manera resulta posible una dobladura bien controlada de la placa de compensación.
De acuerdo con la invención, la placa de compensación presenta una entalladura para generar un colchón hidráulico de presión. De este modo se puede lograr una dobladura uniforme de la placa de compensación. Preferentemente, la placa de compensación está unida de forma plana con una placa distanciadora, en la que está alojada la conducción hidráulica, que desemboca en la entalladura de la placa de compensación.
En una variante de la invención, la parte inferior de la herramienta comprende una segunda placa de compensación para la compensación de dobladuras inducidas por la presión del proceso de la pieza de trabajo a conformar. De este modo se evitan perjuicios en el proceso de conformación debidos a deformaciones inducidas por la presión del proceso de la parte inferior de la herramienta. Preferentemente, la segunda placa de compensación está fijada sobre una placa distanciadora y sirve para el apoyo de la pieza de trabajo.
Ventajosamente, la segunda placa de compensación presenta por su lado opuesto a la placa distanciadora, una entalladura, en la que desemboca una conducción hidráulica que discurre por el interior de la placa de compensación. De este modo resulta posible la formación de un colchón fluido de presión, con lo que se logra una presión de conformación uniforme en toda la superficie.
En una conformación de la invención, la segunda placa de compensación presenta por su lado opuesto a la placa distanciadora, una entalladura, en la que desemboca la conducción hidráulica que discurre por el interior de la placa distanciadora. De este modo resulta posible la formación de un colchón fluido de presión, con lo que resulta posible una dobladura de la placa de compensación uniforme en toda la superficie.
En otra conformación de la invención, la segunda placa de compensación presenta por su lado opuesto a la placa distanciadora una entalladura, en la que desemboca una conducción hidráulica que discurre por el interior de la placa de compensación. De este modo resulta posible el suministro de fluido de la entalladura para la formación del colchón fluido de presión a lo largo de toda la placa de compensación. No es necesaria una conducción para ello en la placa distanciadora.
Ventajosamente, las placas distanciadoras de la herramienta de hidroformación dispuestas una enfrente de la otra están conformadas de forma idéntica. De este modo se reducen los costes de producción y de mantenimiento de la herramienta.
En las reivindicaciones dependientes restantes se indican otras variantes y conformaciones de la invención. En los dibujos está representado un ejemplo de realización de la invención y se describe detalladamente a continuación. Se muestra:
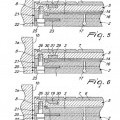
figura 1 la representación esquemática en sección de una herramienta de hidroformación con placa de compensación;
figura 2 la representación esquemática en sección de una herramienta de hidroformación en otro modo de realización;
figura 3 la representación esquemática en sección de una herramienta de hidroformación en un tercer modo de realización;
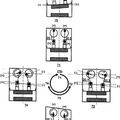
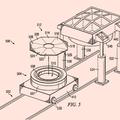
figura 4 la representación tridimensional seccionada de la herramienta de la figura 2 con una chapa conformada, y figura 5 la representación tridimensional de una herramienta de hidroformación en un dispositivo para la fabricación de piezas conformadas.
La herramienta elegida como ejemplo de realización para la conformación a alta presión de piezas de trabajo metálicas (herramienta de hidroformación) 1, se compone esencialmente de una parte superior 2 de la herramienta y de una parte inferior 3 de la herramienta. La parte superior 2 de la herramienta comprende una placa distanciadora 21 superior, en la que está fijada una placa de compensación 22 para la compensación de las deformaciones. La placa de compensación 22 presenta por el lado opuesto a la placa distanciadora 21 y en el centro, una entalladura 23 plana, hermética con respecto a la placa distanciadora 21 a través de una junta 24, y en la que desemboca una conducción hidráulica 25 dispuesta en el interior de la placa... [Seguir leyendo]
Reivindicaciones:
1. Herramienta para la conformación a alta presión de piezas de trabajo metálicas en forma de placa, que comprende una parte superior (2) de herramienta con una matriz de conformación (26) y una parte inferior de herramienta (3) con un tubo de alimentación para la solicitación de una pieza de trabajo con fluido a alta presión, en la que están dispuestos unos medios para la compensación de una deformación inducida por la presión del proceso, caracterizada porque los medios para la compensación comprenden una placa de compensación (22) , sobre la cual está dispuesta la matriz de conformación (26) en el interior de la parte superior (2) de la herramienta y que se puede doblar de manera controlada en sentido opuesto a la dirección de dobladura inducida por la presión del proceso de la matriz de conformación (26) , en la que la placa de compensación (22) se puede solicitar con fluido a presión a través de una conducción hidráulica (25) de tal modo que se puede lograr una dobladura de la placa de compensación (22) , y en la que la placa de compensación (22) , por su cara superior opuesta a la matriz de conformación (26) , presenta una entalladura (23) para la generación de un colchón hidráulico de presión.
2. Herramienta según la reivindicación 1, caracterizada porque los medios para la compensación en la matriz de conformación (26) están dispuestos de manera integrada y en el interior de la parte superior (2) de la herramienta, en la que la matriz de conformación (26) se puede doblar de forma controlada en sentido opuesto a la deformación de la misma inducida por la presión del proceso.
3. Herramienta según la reivindicación 1 ó 2, caracterizada porque la placa de compensación (22) está unida de forma plana con una placa distanciadora (21) , en la cual está alojada la conducción hidráulica (25) , que desemboca en la entalladura (23) de la placa de compensación (22) .
4. Herramienta según una de las reivindicaciones anteriores, caracterizada porque la parte inferior (3) de la pieza de trabajo comprende una segunda placa de compensación (32) para la compensación de dobladuras inducidas por la presión del proceso de la pieza de trabajo (4) que se ha de conformar.
5. Herramienta según la reivindicación 4, caracterizada porque la segunda placa de compensación (32) está fijada sobre una placa distanciadora (31) y sirve para el apoyo de la pieza de trabajo (4) .
6. Herramienta según la reivindicación 5, caracterizada porque la segunda placa de compensación (32) presenta una entalladura (37) por su cara opuesta a la placa distanciadora (31) , en la cual desemboca una conducción hidráulica
(36) que discurre por el interior de la placa de compensación (32) .
7. Herramienta según la reivindicación 5 ó 6, caracterizada porque la segunda placa de compensación (32) presenta una entalladura (33) por su lado enfrentado a la placa distanciadora (31) , en la cual desemboca una conducción hidráulica (36) que discurre por el interior de la placa distanciadora (31) .
8. Herramienta según la reivindicación 6, caracterizada porque la segunda placa de compensación (32) presenta una entalladura (33) por su lado enfrentado a la placa distanciadora (31) , en la cual desemboca una conducción hidráulica (36) que discurre por el interior de la placa distanciadora (32) .
9. Herramienta según una de las reivindicaciones anteriores, caracterizada porque las placas distanciadoras (21, 31) de la herramienta de hidroformación dispuestas la una enfrente de la otra están conformadas de forma idéntica.
DOCUMENTOS INDICADOS EN LA DESCRIPCIÓN
En la lista de documentos indicados por el solicitante se ha recogido exclusivamente para información del lector, y no es parte constituyente del documento de patente europeo. Ha sido recopilada con el mayor cuidado; sin embargo, la EPA no asume ninguna responsabilidad por posibles errores u omisiones.
Documentos de patente indicados en la descripción • EP 1813363 A [0001]
Patentes similares o relacionadas:
 MOLDE PARA HACER AZULEJOS CERÁMICOS, del 17 de Mayo de 2011, de TREBAX S.R.L: Un molde para hacer azulejos, que comprende un semimolde superior, que está compuesto por una pluralidad de punzones macho, y un semimolde inferior, […]
MOLDE PARA HACER AZULEJOS CERÁMICOS, del 17 de Mayo de 2011, de TREBAX S.R.L: Un molde para hacer azulejos, que comprende un semimolde superior, que está compuesto por una pluralidad de punzones macho, y un semimolde inferior, […]
 PROCEDIMIENTO Y DISPOSITIVO DE CONTROL Y REGULACION DE DESVIACIONES DE LA SITUACION DEL PORTANACHOS EN PRENSAS SERVOELECTRICAS, del 21 de Diciembre de 2010, de MULLER WEINGARTEN AG: - Procedimiento de control y regulación de la si- tuación del portamachos en prensas servoeléctricas, en las que pueden controlarse las posiciones, las velocidades […]
PROCEDIMIENTO Y DISPOSITIVO DE CONTROL Y REGULACION DE DESVIACIONES DE LA SITUACION DEL PORTANACHOS EN PRENSAS SERVOELECTRICAS, del 21 de Diciembre de 2010, de MULLER WEINGARTEN AG: - Procedimiento de control y regulación de la si- tuación del portamachos en prensas servoeléctricas, en las que pueden controlarse las posiciones, las velocidades […]
Prensa de hidroconformado de matriz abierta con embutición integrada, del 5 de Abril de 2019, de Ortiz Cicuendez, José: Prensa de hidroconformado de matriz abierta con embutición integrada que comprende: - una estructura modular, formada por una serie de anillos , verticalmente […]
DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CONFORMADAS, del 29 de Julio de 2011, de THEODOR GRABENER GMBH & CO. KG: Dispositivo para la fabricación de piezas conformadas que comprende dos traviesas unidas entre sí a través de tirantes, caracterizado porque al menos una traviesa […]
Aparato para soldadura por fricción-agitación con elemento de enfriamiento, del 4 de Abril de 2018, de THE BOEING COMPANY: Un aparato, que comprende: una primera pieza de metal; una segunda pieza de metal, en donde la primera pieza de metal y la segunda pieza […]
 Métodos de soldadura de una pluralidad de láminas metálicas para el conformado superplástico para obtener características iguales en las láminas, del 21 de Diciembre de 2015, de THE BOEING COMPANY: Un método de fabricación, que comprende:
antes de soldar por fricción-agitación una pluralidad de láminas de metal:
realizar un ensayo en una […]
Métodos de soldadura de una pluralidad de láminas metálicas para el conformado superplástico para obtener características iguales en las láminas, del 21 de Diciembre de 2015, de THE BOEING COMPANY: Un método de fabricación, que comprende:
antes de soldar por fricción-agitación una pluralidad de láminas de metal:
realizar un ensayo en una […]
Sistema y método para la producción de un componente de material compuesto o de metal enlazado, del 10 de Septiembre de 2014, de QUICKSTEP TECHNOLOGIES PTY, LTD (100.0%): Un sistema para producir componentes de material compuesto o de metal enlazado, que incluye: primera y segunda cámaras de presión , teniendo […]
PROCEDIMIENTO DE FABRICACIÓN DE RECIPIENTES PARA EL TRATAMIENTO DE ALIMENTOS A ALTA PRESIÓN, del 3 de Octubre de 2017, de METRONICS TECHNOLOGIES, S.L: Procedimiento de fabricación de recipientes para el tratamiento de alimentos a alta presión que comprende las etapas de: - emplear al menos dos cuerpos […]