PROCEDIMIENTO Y DISPOSITIVO DE CONTROL Y REGULACION DE DESVIACIONES DE LA SITUACION DEL PORTANACHOS EN PRENSAS SERVOELECTRICAS.
- Procedimiento de control y regulación de la si- tuación del portamachos en prensas servoeléctricas,
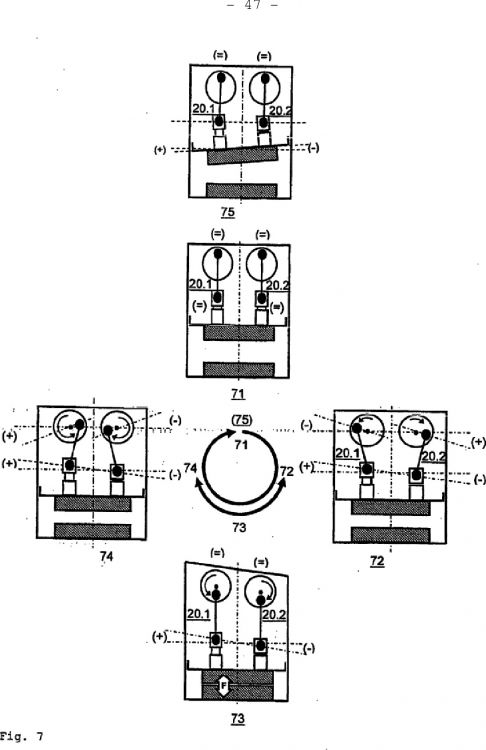
en las que pueden controlarse las posiciones, las velocidades y las fuerzas o pares de giro de los servomotores (11) para el accionamiento de los puntos de inversión (20) de un portamachos (4) por medio de un disco de leva de posición - controlado por un árbol de mando virtual - de un equipo de control NC (15), caracterizado porque los respectivos servomotores (11) del accionamiento principal para el movimiento del portamachos asociados por separado a los puntos de presión (20) del portamachos (4) y los respectivos servomotores (13) del accionamiento secundario para la regulación de la situación del portamachos asociados por separado a dichos puntos de presión pueden ser controlados para influir sobre las desviaciones de situación - condicionadas por el proceso - del portamachos (4) o de la herramienta (5, 6) en interacción combinatoria a fin de obtener una regulación activa de la profundidad de penetración y de la inclinación
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2007/002180.
Solicitante: MULLER WEINGARTEN AG.
Nacionalidad solicitante: Alemania.
Dirección: SCHUSSENSTRASSE 11 88250 WEINGARTEN ALEMANIA.
Inventor/es: DARR, UWE, SCHMIDT, STEFFEN.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Diciembre de 2007.
Fecha Concesión Europea: 1 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B30B15/00D3
- B30B15/00K
- B30B15/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 15/00 Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P). › Control de las prensas accionadas mecánicamente.
- B30B15/14E
- G05B19/18F
- G05B19/39 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › que utilizan una combinación de medios cubiertos por al menos dos de los grupos G05B 19/21, G05B 19/27 y G05B 19/33.
- G05B19/404 G05B 19/00 […] › caracterizado por disposiciones de control para la compensación, p. ej. la holgura, el exceso, el desfase de la herramienta, el desgaste de la herramienta, la temperatura, los errores de construcción de la máquina, la carga, la inercia (G05B 19/19, G05B 19/41 tiene prioridad).
Clasificación PCT:
- B30B1/18 B30B […] › B30B 1/00 Prensas, que utilizan un elemento apisonador, caracterizadas por la forma de propulsión del pistón, siendo la presión transmitida a éste o a la platina de la prensa directamente o únicamente por medio de órganos que trabajan por simple impulso o tracción. › por sistemas de tornillo.
- G05B19/18 G05B 19/00 […] › Control numérico (NC), es decir, máquinas que funcionan automáticamente, en particular máquinas herramientas, p. ej. en un entorno de fabricación industrial, para efectuar un posicionamiento, un movimiento o acciones coordinadas por medio de datos de un programa en forma numérica (G05B 19/418 tiene prioridad).
- G05B19/39 G05B 19/00 […] › que utilizan una combinación de medios cubiertos por al menos dos de los grupos G05B 19/21, G05B 19/27 y G05B 19/33.
- G05B19/404 G05B 19/00 […] › caracterizado por disposiciones de control para la compensación, p. ej. la holgura, el exceso, el desfase de la herramienta, el desgaste de la herramienta, la temperatura, los errores de construcción de la máquina, la carga, la inercia (G05B 19/19, G05B 19/41 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
La invención concierne a un procedimiento de control y regulación de desviaciones de la situación del portama-chos en prensas servoeléctricas según el preámbulo de la reivindicación 1 y a un dispositivo para la puesta en práctica del procedimiento según el preámbulo de la rei-10 vindicación 11.
Estado de la técnica
El documento DE 102 49 809 A1 describe una prensa con compensación de inclinación mecánica que consiste sustancialmente en cuatro respectivas barras de presión dispues-15 tas enfrentadas una a otra en las esquinas del portamachos y del cajón de presión de un mecanismo de embutición, de-biendo compensarse la inclinación del portamachos y el cajón de presión que se presenta en caso de una fuerza de embutición descentrada por medio de las barras de presión 20 que se encuentran en contacto. Aparte de la demanda de es-pacio no exenta de problemas para el dispositivo de com-pensación montado en el espacio de las herramientas son necesarias elevadas inversiones para las barras de presión equipadas como ejes de cambio de equipamiento con respec-25 tivos husillos de regulación controlables a motor. El dis-positivo descrito es inadecuado para prensas sin mecanismo de embutición. Además, con el dispositivo no se puede in-fluir sobre una desviación de la situación del portamachos en forma de fluctuaciones de la profundidad de penetración 30 entre la herramienta superior y la herramienta inferior.
Según el documento DE 10 2004 009 256, se conoce una servoprensa múltiple mecánica con varios puntos de presión que pueden ser activados por respectivos servomotores se-parados en sincronismo para realizar un movimiento parale-lo del portamachos o con curvas de movimiento diferentes para realizar un movimiento de basculación del portama-5 chos. No se revelan una solución para controlar y regular desviaciones de situación, tal como, por ejemplo, la com-pensación de fluctuaciones de la profundidad de penetra-ción y la situación de inclinación del portamachos a con-secuencia de una carga descentrada, ni tampoco sus medios 10 para un accionamiento del portamachos inducido por manive-la en la clase funcionamiento del movimiento del portama-chos con pasada por el punto de inversión inferior.
En el documento DE 197 53 949 se describe una prensa conformadora flexible con accionamiento de cinemática pa-15 ralela en el que se puede controlar un movimiento no line-al del portamachos con, preferiblemente, seis actuadores en forma de cilindros hidráulicos u husillos dispuestos entre el portamachos y el bastidor, en los cuales están integrados unos equipos de medida de longitud que reali-20 mentan las señales de medida de las variaciones de longi-tud ocasionadas bajo carga, debido a la rigidez, al siste-ma de control de la prensa para realizar una compensación subsiguiente con ayuda de técnicas de control. El documen-to se dirige a una combinación de prensas oscilantes y 25 prensas clásicas de ejes paralelos. Gracias a la clase de funcionamiento sustancialmente “ligada a la fuerza” y do-tada de movimiento de reversión en el punto de inversión inferior, en la que se basa el principio operativo con ac-tuadores linealmente controlables, no es posible disponer 30 de capacidad de transferencia a la clase de funcionamiento “ligada al recorrido” que, en contraste con un acciona-miento de manivela o palanca rotativamente controlable, se puede lograr al pasar por el punto de inversión inferior sin movimiento de reversión.
Se conoce por el documento DE 10 2004 052 007 A1 una prensa conformadora con un sistema de accionamiento para 5 desarrollos de movimientos ligados al recorrido o a la fuerza, en el que, en la ejecución con puntos de presión controlables por separado, se puede compensar, por un la-do, para mantener paralelo el portamachos, la inclinación que se presente a consecuencia de un ataque de fuerza des-10 centrado y, por otro lado, se puede lograr una inclinación nominal. Esta regulación de la inclinación puede aprove-charse ventajosamente en el desarrollo de movimiento liga-do a la fuerza con movimiento de reversión del acciona-miento del portamachos en la zona del punto de inversión 15 inferior cuando esté presente una reserva de carrera sufi-ciente para compensar la diferencia de la suspensión elás-tica entre los puntos de presión contiguos. Sin embargo, en esta clase de funcionamiento las ventajas adicionales del desarrollo de movimiento alternativo ligado al reco-20 rrido con pasada por el punto de inversión inferior, sin parada, no pueden aprovecharse en lo que concierne a una alta tasa de cadencia junto con, al mismo tiempo, un con-sumo de energía reducido.
En el documento JP 2003230996 A se describe un método 25 de control para servoprensas multipunto que minimiza la inclinación del portamachos por medio de un concepto de regulación amo-esclavo. Este método adolece del inconve-niente de que no se pueden regular enteramente las desvia-ciones de posición, por ejemplo a consecuencia de la sus-30 pensión elástica de los miembros de transmisión mecánicos entre los motores y los puntos de presión del portamachos.
El documento DE 196 50 281 C1 describe una prensa mecánica con un miembro de biela variable en longitud por medio de un mecanismo de regulación y realizado en forma de un par de palancas acodadas simétricamente dispuestas, cuyo miembro está posicionado entre la manivela del accio-5 namiento del portamachos y el propio portamachos. La va-riación de longitud del miembro de biela deberá provocar un movimiento adicional del portamachos durante el movi-miento principal de este portamachos iniciado por la transmisión de manivela a fin de posibilitar una regula-10 ción de la profundidad de penetración entre la herramienta superior y la herramienta inferior. En el documento no se describen la estructura de control correspondiente ni el desarrollo del control. Además, no se revela un control y regulación de la situación de inclinación del portamachos 15 de una prensa constituida por varios puntos de presión con un desarrollo de movimiento necesario para la regulación de inclinación durante el proceso de conformación bajo carga.
En el documento DE 20 2004 016 837 U1 se revela una 20 prensa con un sistema de accionamiento por palancas acoda-das en el que las palancas acodadas asociadas a los puntos de presión contiguos del portamachos están forzosamente sincronizadas entre ellas por vía mecánica a través del accionamiento de excéntrica común. El documento revela 25 también un dispositivo de regulación de la profundidad de penetración para ajustar el punto de inversión inferior del portamachos durante el funcionamiento de la máquina, estando operativamente unidas las bielas acopladas con el portamachos por medio de un equipo de regulación maniobra-30 do a rosca. A consecuencia de los puntos de presión mecá-nicamente sincronizados, no es posible una regulación ac-tiva de la inclinación del portamachos. Además, no se des-criben en el documento la estructura de control correspon-diente a la regulación de la profundidad de penetración ni el desarrollo del control.
El documento DE 41 32 607 B4 revela un sistema de re-5 gulación de la situación de una herramienta para corregir la situación del portamachos a consecuencia de deformacio-nes elásticas a fin de lograr una calidad reproducible de las piezas conformadas al pasar de prensas de entrenamien-to a prensas de producción. En este caso, especialmente 10 las propiedades de prensas escalonadas multietapa para piezas grandes con varias etapas de herramientas por por-tamachos deberán ser reproducidas en prensas de entrena-miento monoetapa. El sistema de regulación de la situación de las herramientas se caracteriza por una placa de porta-15 machos acoplada de manera flotante con el portamachos, me-diante la cual se puede influir sobre desviaciones de si-tuación elásticas entre la herramienta superior y la herramienta inferior por medio de ejes de regulación en varios grados de libertad. 20
Se conoce por el documento DE 196 42 587 un sistema de mantenimiento paralelo del portamachos en prensas mul-tipunto en el que se compensa la diferente deformación longitudinal de las parte de la prensa que se presenta a consecuencia de una carga descentrada mediante una reduc-25 ción de la rigidez de la almohadilla de presión hidráulica correspondiente en el portamachos. Aparte del no despre-ciable coste adicional para la regulación servohidráulica de las almohadillas de presión, la precisión de regulación es influenciada, entre otras cosas, por la compresibilidad 30 físicamente condicionada del aceite. Además, con este dis-positivo no...
Reivindicaciones:
1. Procedimiento de control y regulación de la si-tuación del portamachos en prensas servoeléctricas, en las que pueden controlarse las posiciones, las velocidades y las fuerzas o pares de giro de los servomotores (11) para 5 el accionamiento de los puntos de inversión (20) de un portamachos (4) por medio de un disco de leva de posición - controlado por un árbol de mando virtual – de un equipo de control NC (15), caracterizado porque los respectivos servomotores (11) del accionamiento principal para el mo-10 vimiento del portamachos asociados por separado a los pun-tos de presión (20) del portamachos (4) y los respectivos servomotores (13) del accionamiento secundario para la re-gulación de la situación del portamachos asociados por se-parado a dichos puntos de presión pueden ser controlados 15 para influir sobre las desviaciones de situación – condi-cionadas por el proceso – del portamachos (4) o de la herramienta (5, 6) en interacción combinatoria a fin de obtener una regulación activa de la profundidad de pene-tración y de la inclinación. 20
2. Procedimiento de control y regulación de la si-tuación del portamachos en prensas servoeléctricas según la reivindicación 1, caracterizado porque, antes del co-mienzo del desarrollo del procedimiento, se almacenan en el equipo de control NC (15), en la primera fase de prepa-25 ración (30), los valores de rigidez específicos de la máquina, porque en la segunda fase de preparación (31) se ingresa la curva de evolución nominal específica de la pieza sin corrección para el movimiento del portamachos (4), se calcula dicha curva y se la almacena en el equipo 30 de control NC (15) como disco de leva de posición sin co-rrección, porque en la tercera fase de preparación (32) se ingresan los valores específicos de la pieza para la regu-lación de situación del portamachos (4) sin corrección y se almacenan estos valores en el equipo de control NC (15), porque en la cuarta fase de preparación (33) se in-gresan los valores específicos de la pieza para la carga 5 descentrada o se miden éstos por medio de una carrera de aprendizaje y se les almacena en el equipo de control NC (15), porque en la quinta fase de preparación (34) se cal-culan los valores específicos de la pieza para la regula-ción de situación del portamachos (4) con corrección y se 10 almacenan estos valores en el equipo de control NC (15), porque en la sexta fase de preparación (35) se calcula la curva de evolución nominal específica de la pieza con co-rrección para el movimiento del portamachos (4) y se alma-cena esta curva en el equipo de control NC (15) como los 15 discos de leva de posición con corrección asociados a los puntos de presión (20), porque en la séptima fase de pre-paración (36) se aplican los valores específicos de la pieza para la regulación de situación del portamachos (4) con corrección y porque en el paso (38) del procedimiento 20 se inicia el movimiento del portamachos y se genera un árbol de mando virtual para un ciclo de la prensa, y las posiciones de los servomotores (11) asociados a los puntos de presión pueden ser influenciadas por una regulación de situación que obtiene su respectivo valor nominal en un 25 disco de leva de posición con corrección leído de confor-midad con el árbol de mando virtual.
3. Procedimiento de control y regulación de la si-tuación del portamachos en prensas servoeléctricas según la reivindicación 1, caracterizado porque, antes del co-30 mienzo del desarrollo del procedimiento, se almacenan en el equipo de control NC (15), en la primera fase de prepa-ración (30), los valores de rigidez específicos de la máquina, porque en la segunda fase de preparación (31) se ingresa la curva de evolución nominal específica de la pieza sin corrección para el movimiento del portamachos (4), se calcula dicha curva y se la almacena en el equipo 5 de control NC (15) como discos de leva de posición sin co-rrección, porque en la tercera fase de preparación (32) se ingresan los valores específicos de la pieza para la regu-lación de situación del portamachos (4) sin corrección y se almacenan éstos en el equipo de control NC (15), porque 10 en la cuarta fase de preparación (33) se ingresan los va-lores específicos de pieza y de ocupación de etapa para la carga descentrada o se miden éstos por medio de una carre-ra de aprendizaje y se les almacena en el equipo de con-trol NC (15), porque en la quinta fase de preparación (34) 15 se calculan los valores específicos de la pieza para la regulación de situación del portamachos (4) con corrección y se almacenan éstos en el equipo de control NC (15), por-que en la sexta fase de preparación (35) se calcula la curva de evolución nominal específica de la pieza con co-20 rrección para el movimiento del portamachos (4) y se alma-cena esta curva en el equipo de control NC (15) como los discos de leva de posición con corrección asociados a los puntos de presión (20), porque en el primer paso (38) del procedimiento se inicia el movimiento del portamachos y se 25 genera un árbol de mando virtual para un ciclo de la pren-sa, porque en el segundo paso (40) del procedimiento se efectúa una consulta sobre la ocupación de la herramienta (5, 6) con una pieza, porque, para el caso de funciona-miento sin pieza a conformar en la herramienta, se activa 30 en el tercer paso (41) del procedimiento una regulación de situación durante el movimiento del portamachos en la zona
4. Procedimiento de control y regulación de la si-tuación del portamachos en prensas servoeléctricas según la reivindicación 1, caracterizado porque, antes del co-mienzo del desarrollo del procedimiento, se ingresa en la 25 primera fase de preparación (50) la curva de evolución no-minal específica de la pieza para el movimiento del porta-machos (4), se calcula dicha curva y se la almacena en el equipo de control NC (15) como discos de leva de posición sin corrección, porque en la segunda fase de preparación 30 (32) se ingresan los valores específicos de la pieza para la regulación de situación del portamachos (4) sin correc-ción y se almacenan éstos en el equipo de control NC (15), porque en el primer paso (38) del procedimiento se inicia el movimiento del portamachos y se genera un árbol de man-do virtual para un ciclo de la prensa, porque en el segun-do paso (40) del procedimiento se efectúa una consulta so-5 bre la ocupación de la herramienta (5, 6) con una pieza, porque, para el caso de funcionamiento sin pieza a confor-mar en la herramienta, se activa en el tercer paso (41) del procedimiento, durante el movimiento del macho en la zona del punto de inversión superior, una regulación de 10 situación que obtiene su respectivo valor nominal en un disco de leva de posición sin corrección leído de confor-midad con el árbol de mando virtual, y en el cuarto paso (42) del procedimiento se aplican cada vez por la regula-ción de situación del portamachos (4) los respectivos va-15 lores sin corrección durante el movimiento del portamachos después del punto de inversión superior, o bien porque, para el caso de funcionamiento con pieza a conformar en la herramienta, se activa en el tercer paso (54) del procedi-miento, durante el movimiento del portamachos en la zona 20 del punto de inversión superior, una regulación de situa-ción que obtiene su valor nominal en un disco de leva de posición con corrección leído de conformidad con el árbol de mando virtual, y en el cuarto paso (55) del procedi-miento se aplican por la regulación de situación del por-25 tamachos (4) los respectivos valores con corrección duran-te el movimiento del portamachos después del punto de in-versión superior, porque en el quinto paso (56) del proce-dimiento, al pasar por la zona situada en el punto de in-versión superior, se capta la situación del portamachos 30 (4) o de la herramienta superior (5) respecto de inclina-ción y/o desviación del punto de inversión inferior por
5. Procedimiento de control y regulación de la si-tuación del portamachos en prensas servoeléctricas según 10 la reivindicación 1, caracterizado porque, antes del co-mienzo del desarrollo del procedimiento, se almacenan en el equipo de control NC (15), en la primera fase de prepa-ración (60), las funciones – específicas de la máquina – de las desviaciones del punto de inversión inferior en 15 función de las magnitudes de influencia consistentes en la dilatación térmica dependiente de la temperatura y en el número de carreras, porque en la segunda fase de prepara-ción (61) se ingresan los valores específicos de la pieza para la regulación de situación del portamachos (4) sin 20 corrección y se almacenan éstos en el equipo de control NC (15), porque en la tercera fase de preparación (62) se calcula el valor inicial de corrección para la regulación de situación del portamachos (4) y se almacena éste en el equipo de control NC (15), porque en la cuarta fase de 25 preparación (63) se aplica el valor inicial de corrección para la regulación de situación del portamachos (4), por-que en el primer paso (38) del procedimiento se inicia el movimiento del portamachos, porque en el segundo paso (64) del procedimiento se miden las magnitudes de influencia 30 para las desviaciones del punto de inversión inferior, porque en el tercer paso (65) del procedimiento se calcula el valor de corrección para la regulación de situación del portamachos (4), y porque en el cuarto paso (66) del pro-cedimiento se aplica por la regulación de situación del portamachos (4) el valor con corrección en la zona del punto de inversión superior y se prosigue cíclicamente el 5 ciclo de movimiento con el primer paso (38) del procedi-miento.
6. Procedimiento de control y regulación de la si-tuación del portamachos en prensas servoeléctricas según las reivindicaciones 2 a 4, caracterizado porque los ser-10 vomotores (11) asociados por separado a los puntos de pre-sión (20) pueden ser controlados por medio de un disco de leva de posición electrónico común sin corrección y de discos de leva de posición electrónicos separados adicio-nales con corrección para cada servomotor (11.1, 11.2). 15
7. Procedimiento de control y regulación de la si-tuación del portamachos en prensas servoeléctricas según las reivindicaciones 2 a 4, caracterizado porque los ser-vomotores (11) asociados por separado a los puntos de pre-sión (20) pueden ser controlados por medio de sendos dis-20 cos de leva de posición electrónicos con corrección.
8. Procedimiento de control y regulación de la si-tuación del portamachos en prensas servoeléctricas según la reivindicación 3, caracterizado porque, para la clase de funcionamiento con movimiento de giro de 360º, se apli-25 can por la regulación de situación del portamachos (4), en el quinto paso (45) del procedimiento, los valores sin co-rrección durante el movimiento del portamachos antes de la zona del punto de inversión superior y porque se prosigue cíclicamente el ciclo de movimiento con el primer paso 30 (38) del procedimiento.
9. Procedimiento de control y regulación de la si-tuación del portamachos en prensas servoeléctricas según la reivindicación 5, caracterizado porque, para la clase de funcionamiento con movimiento de rotación de 360º, se aplican por la regulación de situación del portamachos (4), en el octavo paso (59) del procedimiento, los valores 5 sin corrección durante el movimiento del portamachos antes de la zona del punto de inversión superior y porque se prosigue cíclicamente el ciclo de movimiento con el primer paso (38) del procedimiento.
10. Procedimiento de control y regulación de la si-10 tuación del portamachos en prensas servoeléctricas según las reivindicaciones 3 y 4, caracterizado porque, para el caso de funcionamiento con operación en estado lleno y en vacío de un juego de herramientas constituido por varias etapas, se puede aprovechar para cada condición de ocupa-15 ción un disco de leva de posición separado con corrección.
11. Dispositivo de control y regulación de la situa-ción del portamachos en prensas servoeléctricas con un me-canismo de manivela o de palanca acodada oscilable a través del punto de inversión inferior, en el que las po-20 siciones, las velocidades y los pares de giro o las fuer-zas de los servomotores (11) para el accionamiento de los puntos de presión (20) de un portamachos (4) pueden ser controlados por medio de un disco de leva de posición – controlado por un árbol de mando virtual – de un equipo de 25 control NC (15), caracterizado porque la parte central del equipo de control NC (15) para los servomotores (11, 13) del accionamiento principal y de la regulación de situa-ción, asociados por separado a cada punto de presión (20) del portamachos (4), contiene una unidad funcional de con-30 trol de desarrollo (21), una unidad funcional de almacena-miento de datos (22) de la máquina y de la herramienta, una unidad funcional de cálculo de los valores de correc-ción para la regulación de situación (23), una unidad fun-cional de control de posicionamiento de la regulación de situación (24), una unidad funcional de cálculo de los de-sarrollos de movimiento nominales con corrección para el 5 accionamiento principal (25) y una unidad funcional de control de posicionamiento del accionamiento principal (26).
Patentes similares o relacionadas:
Métodos y sistemas de accionamiento de prensas rotativas, del 26 de Febrero de 2020, de THE BRADBURY COMPANY, INC.: Un sistema de prensa rotativa, que comprende: una primera prensa rotativa (105a; 802a); una segunda prensa rotativa (105b; 802b) adyacente a […]
Procedimiento para optimizar perfiles de movimiento, procedimiento para proporcionar perfiles de movimiento, dispositivo de control, instalación y producto de programa informático, del 4 de Diciembre de 2019, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para optimizar los perfiles de movimiento (B1, B2) en una instalación (A), donde la instalación (A) presenta al menos una prensa (1a, 1b, 1c) con […]
Métodos y sistemas de accionamiento de prensas rotativas, del 18 de Septiembre de 2019, de THE BRADBURY COMPANY, INC.: Un método de procesamiento de un material en movimiento, comprendiendo el método: mover un material a través de una primera prensa rotativa (105a) y […]
Prensa eléctrica de polvo de metal o de cerámica y correspondiente procedimiento de control, del 3 de Julio de 2019, de DORST TECHNOLOGIES GMBH & CO. KG: Prensa eléctrica de polvo de metal o de cerámica o herramienta de prensa con una prensa de este tipo con - un equipo de punzonado que está diseñado de manera […]
Procedimiento para hacer funcionar una prensa con accionamiento inferior y prensa que se hace funcionar según el mismo, del 29 de Mayo de 2019, de Schuler Pressen GmbH: Procedimiento para hacer funcionar una prensa con accionamiento inferior usando - al menos un dispositivo de accionamiento dispuesto en una plataforma , […]
Método de control para una instalación de prensas, e instalación asociada, del 21 de Enero de 2019, de FAGOR ARRASATE, S. COOP: Método de control para una instalación de prensas, e instalación, comprendiendo la instalación una servoprensa , un dispositivo de transporte para transportar […]
 Procedimiento para el control de una prensa con relación de transmisión variable, del 5 de Octubre de 2018, de Schuler Pressen GmbH: Procedimiento para el control de una prensa con un motor de accionamiento electrico , que esta conectado a traves de una transmision de prensa con […]
Procedimiento para el control de una prensa con relación de transmisión variable, del 5 de Octubre de 2018, de Schuler Pressen GmbH: Procedimiento para el control de una prensa con un motor de accionamiento electrico , que esta conectado a traves de una transmision de prensa con […]
Dispositivo de estampación para materiales compuestos de fibras, del 30 de Noviembre de 2016, de BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT: Dispositivo de estampación para la realización de estampaciones pequeñas en materiales compuestos de fibras con una superficie de estampación […]