DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CONFORMADAS.
Dispositivo para la fabricación de piezas conformadas que comprende dos traviesas unidas entre sí a través de tirantes,
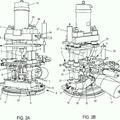
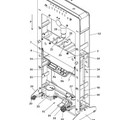
caracterizado porque al menos una traviesa (11, 12) presenta una sección anular que recibe un módulo de prensa, estando dispuestos al menos dos bloques de soporte (3) entre los que está formado al menos un paso (30) y a través de los que puede ajustarse la distancia entre las traviesas (11, 12)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09002392.
Solicitante: THEODOR GRABENER GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: AM HELLER 1 57250 NETHPHEN-WERTHENBACH ALEMANIA.
Inventor/es: KAPP,DIETER.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Febrero de 2009.
Clasificación Internacional de Patentes:
- B21D26/031 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 26/00 Conformación sin corte, realizada de forma que no se utilicen dispositivos o herramientas rígidos, o masas flexibles o elásticas, es decir, conformación obtenida aplicando una presión fluida o fuerzas magnéticas. › Construcción de moldes (B21D 26/025 - B21D 26/029 tiene prioridad).
- B21D37/14 B21D […] › B21D 37/00 Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones). › Disposiciones particulares para manipular y mantener en su sitio las matrices completas.
- B30B15/04 B […] › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 15/00 Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P). › Chasis; Guías.
- B30B15/04C
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2363316_T3.pdf
Fragmento de la descripción:
La invención se refiere a un dispositivo para la fabricación de piezas conformadas, que comprende dos traviesas que están unidas entre ellas a través de tirantes (véase, por ejemplo, la patente EP-A-11075882).
Para la fabricación de piezas de trabajo mediante un proceso de conformación sin arranque de virutas, habitualmente se usan prensas en las que se emplean herramientas de conformación para alojar una pieza de trabajo en bruto y darle la forma deseada mediante la actuación de una fuerza correspondiente. Especialmente en el ámbito de la conformación de semiproductos en forma de placas, como por ejemplo chapas, pero también para la conformación de otros semiproductos, como por ejemplo tubos, se utiliza el procedimiento de la conformación a alta presión (ingl. hydroforming) que se caracteriza por presentar una gran libertad de diseño en la conformación permitiendo elevados grados de conformación. En dicho procedimiento, el semiproducto se presiona con una presión muy alta contra una herramienta de moldeo, lo que produce la deformación. Durante ello se producen grandes fuerzas que actúan en sentido contrario y que han de ser absorbidas por un montante. Las fuerzas originadas transversalmente con respecto a la división del molde son absorbidas por la herramienta hidroconformadora. Dicho montante se compone generalmente de dos travesaños dispuestos en lados opuestos, configurados sustancialmente de forma rectangular, que se mantienen unidos a través de tirantes.
Una desventaja de las prensas mencionadas anteriormente es que debido a su modo de construcción y las dimensiones necesarias por las fuerzas que se producen durante el proceso de conformación ocupan mucho espacio. Además, las prensas conocidas resultan poco flexibles en cuanto al uso de diferentes herramientas con diferentes profundidades de molde.
Esto lo pretende solucionar la invención. La presente invención tiene el objetivo de proporcionar un dispositivo para la fabricación de piezas conformadas, que esté construido de modo compacto y que permite un uso variable con un reducido esfuerzo de reajuste. Según la invención, este objetivo se consigue mediante las características de la reivindicación 1.
Con la invención se proporciona un dispositivo para la fabricación de piezas conformadas que está construido de manera compacta y que permite un uso variable con un bajo gasto de reajuste. Al prever los al menos dos bloques de soporte se puede ajustar la distancia entre las dos traviesas, por lo que es posible una adaptación variable de la prensa a diferentes herramientas con diferentes profundidades de molde. Además, entre los dos bloques de soporte queda creado un paso que permite que pasen los semiproductos que se han de conformar, es decir, la pieza de trabajo puede introducirse en el dispositivo por un lado del paso, saliendo del mismo por el otro lado del paso después de su conformación. La previsión de un paso de este tipo permite también la conformación de chapas en procedimiento de ciclo continuo.
Por la expresión "módulo de prensa" se entiende en lo sucesivo cualquier dispositivo adecuado para ejercer una fuerza de presión en dirección hacia la traviesa opuesta. El dispositivo según la invención resulta adecuado para el procedimiento de la conformación a alta presión interior (hidroconformación) usando las herramientas de conformación correspondientes, pero no se limita a este procedimiento.
Según una variante de la invención, las traviesas presentan un área de base constituída sustancialmente de forma circular. De este modo, queda garantizada la introducción uniforme de las fuerzas de conformación en los tirantes.
En una configuración de la invención, los tirantes están construidos de forma cilíndrica y provistos de un dispositivo tensor, al menos en uno extremo. De esta manera, es posible un reajuste sencillo del dispositivo. La traviesa superior puede separarse de los tirantes o disponerse en ellos, después de lo cual los tirantes pueden fijarse a la traviesa con el dispositivo tensor. El dispositivo tensor puede estar formado, por ejemplo, por una sección roscada de los tirantes que permita el tensado a través de una tuerca. Resulta apropiado cualquier dispositivo para el tensado y la fijación aflojables de un tirante. De ello forma parte también la producción del pretensado a través del / de los cilindro/s propios de la máquina con un bloqueo mecánico de la distancia de tensado originada.
Según otra configuración de la invención, al menos una sección anular de una traviesa está configurada como aro de soporte separado unido con la traviesa por unión positiva. Mediante la previsión de un aro de soporte separado se evitan los efectos de entalladura como los que se producen si se prevé una cavidad cilíndrica entre el fondo y las paredes laterales de dicha cavidad. Al producirse fuerzas que actúan horizontalmente, el aro de soporte puede expandirse hacia fuera, sin que se produzcan daños de la traviesa unida con dicho aro de soporte por unión positiva.
Según una variante de la invención, el módulo de prensa comprende al menos un cilindro hidráulico. De este modo, es posible la aplicación de la pieza conformada en la herramienta. Sobre el émbolo de cilindro puede estar montado adicionalmente un cilindro de carrera corta. Este tipo de cilindros permiten la aplicación definida de la pieza conformada a una herramienta y hacen que la herramienta se cierre óptimamente durante el proceso de conformación.
Según una configuración de la invención, el cilindro hidráulico está formado por una sección anular en la que está guiado un émbolo. De esta manera es posible un modo de construcción compacto con una minimización de componentes. La traviesa provista de una sección anular realiza adicionalmente la función de una carcasa de cilindro.
Preferentemente, la traviesa está provista de al menos un taladro cilíndrico para la alimentación de fluido del cilindro hidráulico. El fluido cumple dos funciones: Por una parte, permite una solicitación a presión homogénea del émbolo guiado en el cilindro; por otra parte, forma un colchón de compresión entre el cilindro / la traviesa y el émbolo y, por tanto, sirve para el desacoplamiento entre la traviesa y el émbolo contrarrestando la flexión del émbolo.
De manera ventajosa, están dispuestos al menos dos cilindros de retroceso para el guiado del émbolo del cilindro hidráulico. Dichos cilindros de retroceso sirven, por una parte, para deslizar el émbolo del cilindro hidráulico dentro de la carcasa de cilindro, y en particular, los cilindros de retroceso se usan para presionar el émbolo de vuelta a la posición de partida. Por otra parte, los cilindros de retroceso sirven para el guiado del émbolo del cilindro hidráulico y evitan así el ladeo y la torsión del émbolo. Alternativamente o adicionalmente, pueden emplearse también otros sistemas de guiado.
Según una configuración de la invención, el módulo de prensa presenta un alojamiento para una herramienta hidroconformadora. De esta manera, el dispositivo según la invención puede emplearse para el procedimiento de conformación a alta presión.
En otra configuración de la invención, están dispuestos dos bloques de soporte configurados sustancialmente de forma semicircular, entre los que está formado un paso adecuado para hacer pasar en ciclo continuo una chapa que se ha de conformar. De esta manera, es posible la conformación continua de chapas en rollo.
Según una configuración alternativa de la invención están dispuestos cuatro bloques de soporte configurados sustancialmente en forma de cuarto de anillo circular, entre los que están formados al menos dos pasos, al menos uno de los cuales es un paso adecuado para hacer pasar en ciclo continuo una chapa que se ha de conformar. A través del segundo paso es posible un repaso de una pieza conformada, por ejemplo mediante láser. Con un ancho suficiente del segundo paso incluso existe la posibilidad de hacer pasar semiproductos desde dos lados. Esto aumenta aún más la flexibilidad del dispositivo.
Según otra configuración de la invención, los bloques de soporte están constituidos por varios segmentos parciales apilados unos sobre otros, preferentemente en forma de placas. De esta manera, es posible una modificación gradual de la altura de los bloques de soporte añadiendo o quitando distintos segmentos parciales. Alternativamente, los bloques de soporte también pueden estar segmentados verticalmente.
Otras variantes y configuraciones... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para la fabricación de piezas conformadas que comprende dos traviesas unidas entre sí a través de tirantes, caracterizado porque al menos una traviesa (11, 12) presenta una sección anular que recibe un módulo de prensa, estando dispuestos al menos dos bloques de soporte (3) entre los que está formado al menos un paso (30) y a través de los que puede ajustarse la distancia entre las traviesas (11, 12).
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque las traviesas (11, 12) presentan una superficie base configurada sustancialmente de forma circular.
3. Dispositivo de acuerdo con la reivindicación 1 ó 2, caracterizado porque los tirantes (13) están configurados de forma cilíndrica y en al menos un extremo están provistos de un dispositivo de tensado.
4. Dispositivo de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque al menos una sección anular de una traviesa (11, 12) está configurada como anillo de soporte (2) separado, el cual está unido por unión positiva con la traviesa (11, 12).
5. Dispositivo de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque el módulo de prensa comprende al menos un cilindro hidráulico.
6. Dispositivo de acuerdo con la reivindicación 5, caracterizado porque el cilindro hidráulico está constituido por una sección anular en la que está guiado un émbolo (4, 5).
7. Dispositivo de acuerdo con la reivindicación 5 ó 6, caracterizado porque figuran dispuestos al menos dos cilindros de retroceso (9) para el guiado del émbolo (4, 5) del cilindro hidráulico.
8. Dispositivo de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque el módulo de prensa presenta un alojamiento para una herramienta hidroconformadora (7).
9. Dispositivo de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque al menos una traviesa (11, 12) está provista de al menos un taladro cilíndrico (112, 122) para la alimentación de fluido a un cilindro hidráulico.
10. Dispositivo de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque están dispuestos dos bloques de soporte (3) configurados sustancialmente de forma semicircular, entre los que está creado un paso (30) adecuado para hacer pasar en ciclo continuo una herramienta de trabajo (8) que se ha de conformar.
11. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 1 a 9, caracterizado porque están dispuestos cuatro bloques de soporte (3) configurados sustancialmente en forma de cuarto de anillo circular, entre los que están creados dos pasos (30), al menos un paso (30) de los cuales es apto para hacer pasar en ciclo continuo una pieza de trabajo (8) que se ha de conformar.
12. Dispositivo de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque los bloques de soporte (3) están formados por varios segmentos parciales (31) apilados los unos encima de los otros.
13. Dispositivo de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque está dispuesta una herramienta hidroconformadora (7) que presenta medios para la compensación de la flexión inducida por la presión del proceso de una placa de herramienta (716) dispuesta.
14. Dispositivo de acuerdo con la reivindicación 13, caracterizado porque los medios para la compensación comprenden una placa de compensación (712) que de manera controlada hidráulicamente puede flexionarse en o en contra de la dirección de flexión inducida por la presión del proceso de la placa de herramienta (716).
15. Dispositivo de acuerdo con la reivindicación 14, caracterizado porque la placa de compensación (712) presenta una concavidad (713) para generar un colchón de presión hidráulica.
16. Dispositivo de acuerdo con la reivindicación 15, caracterizado porque la placa de compensación (712) está unida de manera plana con una placa distanciadora (711) en la que está introducido al menos un conducto hidráulico (715) que desemboca en la concavidad (713) de la placa de compensación (712).
17. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 14 a 16, caracterizado porque está dispuesta una segunda placa de compensación (722) para la compensación de flexiones inducidas por la presión del proceso de la pieza de trabajo (8) que se ha de conformar, la cual está fijada a una segunda placa distanciadora
(721) opuesta a la placa distanciadora (711), sirviendo de base para la pieza de trabajo (8).
18. Dispositivo de acuerdo con la reivindicación 17, caracterizado porque la segunda placa de compensación
(722) presenta en su lado opuesto a la placa distanciadora (721) una concavidad (727) en la que desemboca al menos un conducto hidráulico (726) que se extiende dentro de la placa de compensación (722).
19. Dispositivo de acuerdo con la reivindicación 17 ó 18, caracterizado porque la segunda placa de compensación (722) presenta en su lado orientado hacia la placa distanciadora (721) una concavidad (723) en la que desemboca al menos un conducto hidráulico (726) que se extiende dentro de la placa distanciadora (721).
20. Dispositivo de acuerdo con la reivindicación 18, caracterizado porque la segunda placa de compensación
(722) presenta en su lado orientado hacia la placa distanciadora (721) una concavidad (723) en la que desemboca al menos un conducto hidráulico (726) que se extiende dentro de la placa de compensación (722).
21. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 13 a 20, caracterizado porque las placas distanciadoras (712, 722) opuestas de la herramienta hidroconformadora (7) están configuradas de manera idéntica.
Patentes similares o relacionadas:
Prensa punzonadora, del 29 de Abril de 2020, de BRUDERER AG: Prensa punzonadora con una placa de sujeción y con un punzón de prensa opuesto al lado superior de la placa de sujeción (23, […]
Sistema y procedimiento de ajuste de las zapatas deslizantes de un travesaño móvil de una prensa, del 21 de Mayo de 2019, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Sistema de ajuste para ajustar la posición de al menos una zapata deslizante de un travesaño móvil de una prensa con respecto a una columna […]
Prensa hidráulica de taller, del 14 de Noviembre de 2018, de MELCHOR GABILONDO, S.A.: Prensa hidráulica de taller que comprende: - un chasis, un panel frontal y un panel trasero, - un banco de trabajo para recibir la pieza destinada a ser manipulada, […]
 Prensa para conformar pastillas en un entorno restringido y hostil y procedimiento de ensamblaje de la prensa, del 15 de Octubre de 2018, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Prensa que comprende: una matriz en la que se pueden conformar pastillas por compresión; un primer punzón, dicho punzón superior , y un segundo punzón, dicho […]
Prensa para conformar pastillas en un entorno restringido y hostil y procedimiento de ensamblaje de la prensa, del 15 de Octubre de 2018, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Prensa que comprende: una matriz en la que se pueden conformar pastillas por compresión; un primer punzón, dicho punzón superior , y un segundo punzón, dicho […]
Prensa de plataforma rotativa para la fabricación de comprimidos, del 9 de Octubre de 2018, de KORSCH AG: Prensa de plataforma rotativa en particular para la fabricación de comprimidos, con un rotor accionado y al menos una unidad de rodillos prensores , que […]
Procedimiento para el alabeo de una bancada de máquina de una prensa de troquelado así como la prensa de troquelado, del 27 de Abril de 2016, de BRUDERER AG: Procedimiento para el alabeo de la bancada de una prensa de troquelado para compensar, por lo menos parcialmente, de una flexión debida a la fuerza de troquelado […]
Máquina para la fabricación de bloques con un elemento de soporte guiado linealmente, del 15 de Abril de 2015, de Rekers Verwaltungs GmbH & Co. KG: Máquina para la fabricación de bloques con un armazón de máquina en el que está dispuesto por lo menos un dispositivo de elevación para un elemento […]
 PRENSA HIDRÁULICA, del 27 de Noviembre de 2014, de MELCHOR GABILONDO, S.A.: Prensa hidráulica que comprende: -una estructura que comprende al menos un apoyo para apoyar la prensa hidráulica en el suelo, -una mesa […]
PRENSA HIDRÁULICA, del 27 de Noviembre de 2014, de MELCHOR GABILONDO, S.A.: Prensa hidráulica que comprende: -una estructura que comprende al menos un apoyo para apoyar la prensa hidráulica en el suelo, -una mesa […]