MOLDE PARA HACER AZULEJOS CERÁMICOS.
Un molde para hacer azulejos, que comprende un semimolde superior,
que está compuesto por una pluralidad de punzones macho, y un semimolde inferior, que está compuesto por una pluralidad de punzones complementarios (1) acomodados en respectivos receptáculos (1b) de una matriz (1a) que están alineados con respectivos punzones macho, cada punzón complementario estando provisto de una base (2), una plancha (5) que está asociada con dicha base por una pluralidad de medios de fijación (8) distribuidos a lo largo de una línea periférica y tiene una cara superior (6, 7) que forma el fondo del receptáculo y una cara inferior que, junto con dicha base, rodean una cámara (13, 16) que es llenada con un líquido incomprimible y alcanza la vecindad de dicha línea periférica, dicha base (2) estando provista de medios (21-24; 35-45) que, durante la compresión, provocan una cesión de la región periférica (26, 30) de dicha plancha respecto de su región central, para igualar la compactación del polvo sobre toda la superficie de los receptáculos durante la compresión, caracterizado por el hecho de que en dicha base (2) hay una hendidura perimétrica (20) que está formada alrededor de la base (2) y que es plana y paralela a dicha plancha (5) y que forma un saliente superior (21) y un saliente inferior (22) y un espacio (24) entre dichos salientes (21, 22), dicho espacio (24) permitiendo doblar dicho saliente superior (21) respecto de dicho saliente inferior (22) durante el paso de compresión
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06112866.
Solicitante: TREBAX S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIA CIMABUE, 66 42014 CASTELLARANO RE ITALIA.
Inventor/es: CASOLARI,ROMANO.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Abril de 2006.
Fecha Concesión Europea: 18 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B28B3/00B
- B30B15/00K
Clasificación PCT:
- B28B3/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 ); Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B).
- B30B15/00 B […] › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2358947_T3.pdf
Fragmento de la descripción:
La presente invención hace referencia a un molde para hacer azulejos cerámicos.
Moldes conocidos para hacer azulejos cerámicos comprenden dos semimoldes superpuestos, en los que el superior está compuesto de una pluralidad de punzones macho y el inferior está constituido por una matriz en la que hay una pluralidad de receptáculos, cuyo fondo está constituido por enchufes complementarios. 5
Cuando el molde está abierto, es decir, cuando la parte del molde superior está espaciada de la parte del molde inferior, los receptáculos son llenados con polvo, el polvo es comprimido en los receptáculos, y los azulejos resultantes son expulsados y subsiguientemente cocidos.
Las técnicas de llenado de receptáculo utilizadas actualmente en las fábricas cerámicas utilizan una válvula de corredera que tiene un fondo provisto de una rejilla, que es activada con un movimiento reciprocante entre una posición 10 de carga, debajo de una tolva que contiene el polvo, y una posición para descargar el polvo en los receptáculos. El exceso de polvo descargado en los receptáculos es eliminado mediante cribado por la rejilla.
Sin embargo, durante la cocción, los azulejos son sometidos a encogimiento diferenciado, que causa deformaciones y una fuerza mecánica reducida de dichos azulejos. Estas deformaciones se deben a la distribución desigual de tamaño de partícula del polvo y más frecuentemente a una distribución desigual del polvo en los receptáculos, causando una 15 compactación diferente del polvo durante la compresión, de forma que algunas regiones de los azulejos son más densas que otras y por lo tanto exhiben menos encogimiento durante la cocción. En particular, debido a los métodos técnicos utilizados para llenar los receptáculos, el polvo es menos denso en la región central que en la región periférica de los receptáculos.
Con el fin de evitar este inconveniente, punzones complementarios ya han sido propuestos que pueden diferenciar la 20 presión en la superficie de los receptáculos para hacer la compactación del polvo lo más uniforme posible.
Refinamientos de este tipo se muestran en US-4,576,092 y US-5,330,346, y en el modelo de utilidad italiano nº 694,381, en la patente francesa nº 686,942, en IT-B-1 158 781, en EP-A-0 543 772, y en la patente italiana nº 1,286,224 a nombre de este mismo solicitante. EP-A-0 694 381 muestra un molde para hacer azulejos según el preámbulo de la reivindicación 1 y muestra un plano flotante para punzones de prensa para la formación de azulejos cerámicos, que 25 comprende un soporte base sobre el que un punzón es fijado mediante una partición intermedia llenada con aceite operativo no comprimible. A lo largo del perímetro de la partición intermedia hay provistas paredes elásticas de un elemento elástico monolítico que encajan entre el borde de la base y el punzón, que están todas mutuamente interconectadas mediante tornillos para proveer un perfecto sellado hidráulico para el aceite en la partición intermedia, para permitir la orientación elástica apropiada del punzón respecto de la desigualdad de carga de arcillas y/o polvos a 30 ser comprimidos.
El objetivo de la presente invención es proveer un molde que permita reducir más los riesgos de deformaciones de los azulejos debido a la densidad desigual del polvo introducido en los receptáculos.
De acuerdo con la invención, está provisto un molde para hacer azulejos, tal y como se define en las reivindicaciones anexadas. 35
Otras características y ventajas de la presente invención resultarán aparentes de mejor modo a partir de la siguiente descripción detallada de algunos ejemplos de realización ejemplares preferidos y detalles constructivos, ilustrados mediante ejemplo no limitador en los dibujos que acompañan, en los que:
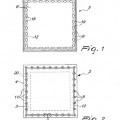
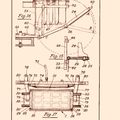
La figura 1 es una vista de plano de un punzón complementario del molde de la invención, que ilustra la plancha y, en líneas discontinuas, la base subyacente; 40
La figura 2 es una vista de plano de la base del punzón complementario, asumiendo que la plancha ha sido quitada;
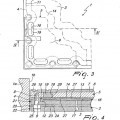
La figura 3 es una vista de una porción de esquina del punzón complementario;
La figura 4 es una vista de sección del punzón complementario, tomada a lo largo de la línea IV-IV de la figura 3; 45
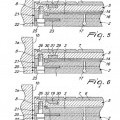
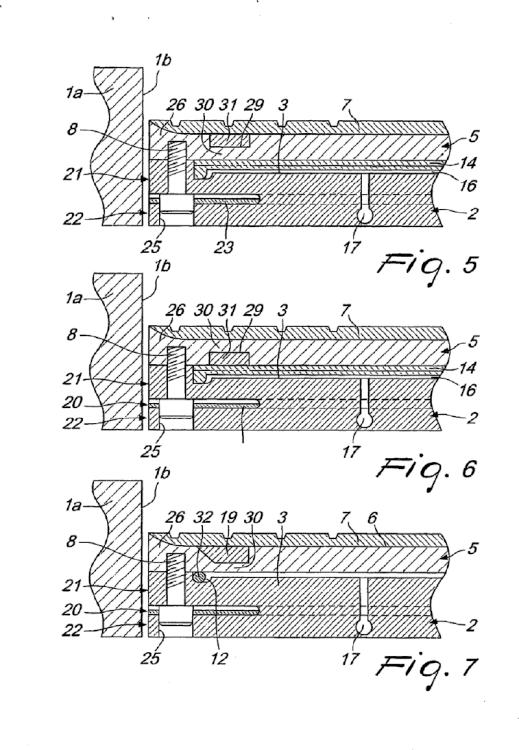
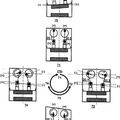
La figura 5 es una vista de sección de una primera variación del punzón complementario;
La figura 6 es una vista de sección de una segunda variación;
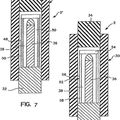
La figura 7 es una vista de sección de una tercera variación;
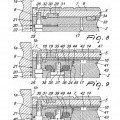
La figura 8 es una vista de sección de una cuarta variación;
La figura 9 es una vista de sección de una quinta variación; 50
La figura 10 es una vista de sección de una sexta variación;
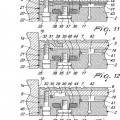
La figura 11 es una vista de sección de una séptima variación;
La figura 12 es una vista de sección de una octava variación;
La figura 13 es una vista de sección de una novena variación;
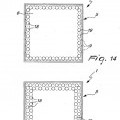
La figura 14 es una vista de plano del punzón complementario, que ilustra una variación de la plancha.
La figura 15 es una vista de plano del punzón complementario ilustrando otra variación de la plancha. 5
Con referencia a las figuras 1 a 4, el número de referencia 1 generalmente designa uno de los punzones complementarios que componen la mitad inferior de un molde para hacer azulejos cerámicos.
Tal punzón complementario, de una forma que es conocida y por lo tanto no ilustrada en detalle, es guiado herméticamente en un asiento de una matriz 1a de la prensa, donde forma un receptáculo 1b para formar los azulejos.
Igualmente, las otras partes del molde, es decir, los punzones macho que componen el semimolde superior y los 10 elementos para comprimir y mover los punzones, no son mostrados, puesto que tienen una estructura tradicional que no es pertinente a la presente invención.
El punzón complementario 1 comprende una plancha cuadrangular que en adelante se llama base 2 por razones de conveniencia en la descripción y en la que, en una región superior, un hueco 3 está provisto, que está delimitado perimétricamente por una porción elevada 4. Una plancha 5 descansa sobre la porción elevada 4 y tiene, en una región 15 superior, una concavidad 6 para acomodar una plancha resistente a la presión 7 de material de tipo caucho, que está vulcanizada allí, y no mostrada en las figuras 1 y 2 sino sólo en la figura 4. La plancha 7 está provista de protuberancias y ranuras que están diseñadas para formar la cara, en particular la parte posterior, del azulejo.
La plancha 5 está fijada a la porción elevada 4 mediante una pluralidad de tornillos 8, que son dirigidos desde abajo a través de una pluralidad de orificios 9 que están formados en la porción elevada 4 de la base 2 y son atornillados en la 20 plancha 5. Los orificios 9 están mutuamente equidistantes, y la porción elevada perimétrica 4 alrededor suyo expande con porciones 10 (figura 3) que sobresalen en el hueco 3. Por lo tanto, la pared interna de la porción elevada 4 que envuelve el hueco 3 forma una secuencia de curvas 11 que se encuentran entre las porciones 10.
En la base de la pared interna de la porción elevada perimétrica 4 hay una ranura 12, que tiene una sección transversal sustancialmente semicircular y envuelve el fondo del hueco 3. Por lo tanto, entre la plancha 5 y la base 2 hay una 25 cámara 13, que está delimitada encima y debajo por las caras mutuamente opuestas de la plancha 5 y de la base 2 y está delimitada perimétricamente por la pared interna de la porción elevada 4.
La cámara 13 acomoda una membrana elástica 14, cuyo borde está formado complementariamente respecto de la pared interna de la porción elevada 4 y está provista de una nervadura 15, que engancha en la ranura 12.
Un interespacio 16 está cerrado herméticamente entre la membrana 14 y la cara superior de la base 2 y es llenado con 30 un líquido incomprimible mediante un conducto 17. En la plancha 5, en las porciones de la nervadura 15 que, siguiendo la forma de las curvas 11, se encuentran entre las porciones 10, hay orificios ranurados alargados 18, que corren paralelos a los lados respectivos de la plancha 5. Los orificios ranurados 18 acomodan lengüetas 19 que están formadas complementariamente y son tan altas como la plancha 5. Las lengüetas 19 están vulcanizadas debajo de... [Seguir leyendo]
Reivindicaciones:
1. Un molde para hacer azulejos, que comprende un semimolde superior, que está compuesto por una pluralidad de punzones macho, y un semimolde inferior, que está compuesto por una pluralidad de punzones complementarios (1) acomodados en respectivos receptáculos (1b) de una matriz (1a) que están alineados con respectivos punzones macho, cada punzón complementario estando provisto de una base (2), una plancha (5) que está asociada con dicha base por 5 una pluralidad de medios de fijación (8) distribuidos a lo largo de una línea periférica y tiene una cara superior (6, 7) que forma el fondo del receptáculo y una cara inferior que, junto con dicha base, rodean una cámara (13, 16) que es llenada con un líquido incomprimible y alcanza la vecindad de dicha línea periférica, dicha base (2) estando provista de medios (21-24; 35-45) que, durante la compresión, provocan una cesión de la región periférica (26, 30) de dicha plancha respecto de su región central, para igualar la compactación del polvo sobre toda la superficie de los receptáculos 10 durante la compresión, caracterizado por el hecho de que en dicha base (2) hay una hendidura perimétrica (20) que está formada alrededor de la base (2) y que es plana y paralela a dicha plancha (5) y que forma un saliente superior (21) y un saliente inferior (22) y un espacio (24) entre dichos salientes (21, 22), dicho espacio (24) permitiendo doblar dicho saliente superior (21) respecto de dicho saliente inferior (22) durante el paso de compresión.
2. El molde según la reivindicación 1, caracterizado por el hecho de que dicha base (2) tiene un hueco (3) que está 15 delimitado preliminarmente por una porción elevada (4) a la que una plancha (5) es fijada mediante tornillos (8), dicha plancha formando, junto con dicho hueco (3), una cámara (13, 16) que es llenada con líquido incomprimible.
3. El molde según la reivindicación 2, caracterizado por el hecho de que dicho saliente superior (21) está provisto de dicha porción elevada (4), y dicho espacio (24) teniendo una altura que es calibrada para permitir, durante la compresión del polvo, una cesión del saliente superior (21) en el saliente inferior (22), tal como para conseguir la igualación de la 20 compactación del polvo en toda la superficie de los receptáculos.
4. El molde según la reivindicación 3, caracterizado por el hecho de que dicho saliente superior (21) y dicho saliente inferior (22) están mutuamente acoplados mediante tornillos (35) para formar entre ellos dicho espacio (24), dicho saliente superior (21) estando provisto de una cavidad cilíndrica central (41), que está conectada a dicha cámara (13, 16) y en la que una porción cilíndrica (43) de dicho saliente inferior (22) engancha, la superficie de dicha cavidad siendo 25 menor que la superficie de dicha cámara, dicha cámara y dicha cavidad siendo llenadas con líquido incomprimible.
5. El molde según la reivindicación 2, caracterizado por el hecho de que comprende una lámina (23) para calibrar el espacio (24), que es insertada en dicha hendidura perimétrica (20).
6. El molde según una de las reivindicaciones 1 a 5, caracterizado por el hecho de que dicha plancha (5) comprende una membrana elástica (14), que está acomodada en dicha cámara (13) y tiene una nervadura periférica (15) que está 30 amordazada entre dicha plancha (5) y dicha base (2), una pluralidad de orificios ranurados (18) que están formados a lo largo del borde (26) de dicha plancha (5) en el saliente superior (21) de dicha base (2) y en la nervadura (15) de dicha membrana (14), que es amordazada entre dicha plancha y dicha base (2), dichas ranuras (18) acomodando respectivas planchas (19) que pueden moverse en ángulos rectos a dicha plancha.
7. El molde según una de las reivindicaciones 2 a 3, caracterizado por el hecho de que dicha plancha (5) comprende 35 una membrana elástica (14), que está acomodada en dicha cámara (13) y tiene una nervadura periférica (15), que está amordazada entre dicha plancha (5) y dicha base (2), y un canal (29), que está formado a lo largo del molde (26) de dicha plancha (5) cerca de la región periférica de dicho saliente superior (21).
8. El molde según una de las reivindicaciones 2 a 7, caracterizado por el hecho de que dicho saliente inferior (22) está provisto de orificios (25) para el paso de los tornillos (8) para sujetar dicha plancha (5) a dicha porción elevada (4) de 40 dicho saliente superior (21).
9. El molde según una de las reivindicaciones 4 a 8, caracterizado por el hecho de que una ranura anular está provista alrededor de dichos tornillos (35) para acoplar dichos salientes (21, 22) con el fin de acomodar un anillo (40) hecho de material elastomérico, que actúa como un muelle de retroceso entre dichos salientes, y por el hecho de que en el fondo de dicha cavidad (41) hay una junta interpuesta (44) que impide la conexión entre dicha cavidad (41) y dicho espacio 45 (24).
10. El molde según una de las reivindicaciones 4 a 9, caracterizado por el hecho de que un anillo espaciador (37) es interpuesto entre la cabeza de dichos tornillos acopladores (36) y dicho saliente superior (21) y un collar (38) del saliente inferior (22) es guiado sobre dicho anillo, dicho collar (38) sobresaliendo dentro del orificio (36) para el paso de dichos tornillos, dicho collar (38) y dicho espaciador (37) teniendo una longitud axial tal como para formar dicho espacio 50 calibrado (24).
11. El molde según una de las reivindicaciones 6 a 10, caracterizado por el hecho de que dichos orificios ranurados (18) están dispuestos a lo largo de dos hileras en el borde (26) de la plancha (5) para formar una región de debilitamiento (30) que tiene una forma sustancialmente de tipo rejilla.
12. El molde según una de las reivindicaciones anteriores, caracterizado por el hecho de que dicha plancha (5) tiene 55 una concavidad (6) para acomodar una plancha (7) de material de tipo caucho que está vulcanizado allí.
13. El molde según la reivindicación 12, caracterizado por el hecho de que dicha plancha (7) tiene una porción cóncava (47) en la cara que constituye el fondo del receptáculo (1b).
Patentes similares o relacionadas:
APARATO Y PROCEDIMIENTO PARA CONTROLAR LA COMPACTACIÓN MEDIANTE MOLDES ISOSTÁTICOS, del 9 de Enero de 2012, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Aparato para controlar la compactación del polvo en un molde para productos cerámicos por medio de un punzón del tipo isostático que comprende un espacio de aire dentro del cual […]
 MÉTODO DE COMPRESIÓN ISOSTÁTICA EN FRÍO, del 7 de Enero de 2011, de PRAXAIR TECHNOLOGY, INC.: Un método de compresión isostática fría que comprende: cubrir un mandril de un molde de compresión isostática con un primer material; ensamblar un molde […]
MÉTODO DE COMPRESIÓN ISOSTÁTICA EN FRÍO, del 7 de Enero de 2011, de PRAXAIR TECHNOLOGY, INC.: Un método de compresión isostática fría que comprende: cubrir un mandril de un molde de compresión isostática con un primer material; ensamblar un molde […]
 PRENSA HIDRÁULICA PARA LA FORMACIÓN EN SECO DE LADRILLERÍA PERFORADA, del 16 de Agosto de 1959, de LOCATELLI, ANTONIO VITTORIO: Prensa hidráulica para la formación en seco de ladrillería perforadacaracterizada porque incluye un cilindro hidráulico que tiene el pistón provisto de una […]
PRENSA HIDRÁULICA PARA LA FORMACIÓN EN SECO DE LADRILLERÍA PERFORADA, del 16 de Agosto de 1959, de LOCATELLI, ANTONIO VITTORIO: Prensa hidráulica para la formación en seco de ladrillería perforadacaracterizada porque incluye un cilindro hidráulico que tiene el pistón provisto de una […]
HERRAMIENTA DE HIDROFORMACIÓN, del 13 de Febrero de 2012, de THEODOR GRABENER GMBH & CO. KG: Herramienta para la conformación a alta presión de piezas de trabajo metálicas en forma de placa, que comprende una parte superior de herramienta con una matriz de conformación […]
 PROCEDIMIENTO Y DISPOSITIVO DE CONTROL Y REGULACION DE DESVIACIONES DE LA SITUACION DEL PORTANACHOS EN PRENSAS SERVOELECTRICAS, del 21 de Diciembre de 2010, de MULLER WEINGARTEN AG: - Procedimiento de control y regulación de la si- tuación del portamachos en prensas servoeléctricas, en las que pueden controlarse las posiciones, las velocidades […]
PROCEDIMIENTO Y DISPOSITIVO DE CONTROL Y REGULACION DE DESVIACIONES DE LA SITUACION DEL PORTANACHOS EN PRENSAS SERVOELECTRICAS, del 21 de Diciembre de 2010, de MULLER WEINGARTEN AG: - Procedimiento de control y regulación de la si- tuación del portamachos en prensas servoeléctricas, en las que pueden controlarse las posiciones, las velocidades […]
SISTEMA Y MÉTODO PARA EL CONTROL DE FABRICACIÓN DE UN ELEMENTO CERÁMICO, del 11 de Julio de 2019, de ASOCIACION DE INVESTIGACION DE LAS INDUSTRIAS CERAMICAS A.I.C.E.: La presente invención se refiere a un método y un sistema para el control de fabricación de un elemento cerámico en una línea de producción que comprende: unos medios […]
SISTEMA Y MÉTODO PARA EL CONTROL DE FABRICACIÓN DE UN ELEMENTO CERÁMICO, del 5 de Julio de 2019, de ASOCIACION DE INVESTIGACION DE LAS INDUSTRIAS CERAMICAS A.I.C.E.: La Presente invención se refiere a un método y un sistema para el control de fabricación de un elemento cerámico en una línea de producción que comprende: […]
Fabricación de tiras de película pequeñas, del 10 de Abril de 2019, de Aquestive Therapeutics, Inc: Un método de formación de una pluralidad de productos (80, 80', 180, 180', 260, 365) de película individuales, que comprende las etapas de: (a) proporcionar un […]