PROCEDIMIENTO PARA FABRICAR UNA CINTA DE FIELTRO Y CINTA DE FIELTRO.
Procedimiento para fabricar una cinta de fieltro con un soporte (40,
43) incrustado en una matriz de fibras y constituido por al menos dos napas de hilos superpuestas (41, 42, 44, 45), de las cuales al menos una está configurada como una napa de hilos longitudinales (41, 44) constituida por hilos longitudinales paralelos (13, 14, 47) y al menos una está configurada como una napa de hilos transversales (42, 45, 46) constituida por hilos transversales paralelos (23, 24, 25, 48, 49), estando presentes hilos transversales (23, 24, 25, 48, 49) que son continuos en toda la anchura de la cinta de fieltro, caracterizado por al menos los pasos de procedimiento siguientes:
a) para cada napa de hilos longitudinales (41, 44) se fabrica un primer módulo de soporte (16) como sigue: aa) se fabrica una primera banda de soporte auxiliar (5) con una anchura que es más pequeña que la anchura de la cinta de fieltro terminada;
ab) se junta la primera banda de soporte auxiliar (5) con hilos (13, 14) que tienen la propiedad de absorber energía de láser y de poder ser puestos a la temperatura de fusión, al menos superficialmente y al menos en parte, por medio de energía de láser;
ac) se unen los hilos (13, 14) con la primera banda de soporte auxiliar (5) por la acción de un rayo láser;
ad) se arrolla helicoidalmente la primera banda de soporte auxiliar (5), antes, durante o después de la aplicación de los hilos (13, 14), hasta una anchura que, eventualmente después de recortar los bordes laterales, corresponda a la anchura necesaria para fabricar la cinta de fieltro terminada;
b) para cada napa de hilos transversales (42, 45, 46) se fabrica como sigue un segundo módulo de soporte (35) que cubre completamente al primero:
ba) se fabrican primero unos tramos de módulo de soporte individuales (17, 18, 19) con una extensión en una dirección que corresponde a la anchura necesaria para fabricar la cinta de fieltro terminada;
bb) los tramos de módulo de soporte (17, 18, 19) consisten cada uno de ellos en la combinación de una segunda banda de soporte auxiliar (20, 21, 22) e hilos (23, 24, 25, 48, 49) fijados sobre ella que tienen la propiedad de absorber energía de láser y de poder ser puestos a la temperatura de fusión, al menos superficialmente y al menos en parte, por medio de energía de láser;
bc) la unión entre la segunda banda de soporte auxiliar (20, 21, 22) y los hilos (23, 24, 25, 48, 49) se ha establecido por la acción de un rayo láser sobre los hilos (23, 24, 25, 48, 49);
bd) para fabricar una cinta de soporte se sobreponen y yuxtaponen los tramos de módulo de soporte (17, 18, 19) sobre el primer módulo de soporte (16), uno tras otro en la dirección longitudinal de éste, de tal manera que se obtenga un primer módulo de soporte (35) con hilos (23, 24, 25, 48, 49) que se extienden transversalmente a los hilos (13, 14) del primer módulo de soporte (16);
c) para fabricar la cinta de fieltro se fija con agujas al menos una capa de velo de fibras (38, 39) sobre al menos un lado de los módulos de soporte (16, 35), formándose así la matriz de fibras.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07005050.
Dirección: AN GUT NAZARETH 73 52353 DÜREN ALEMANIA.
Inventor/es: BEST, WALTER DR., MOLLS, CHRISTIAN, Telgmann,Dieter.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Marzo de 2007.
Clasificación Internacional de Patentes:
D21F7/08B
Clasificación PCT:
D21F7/08TEXTILES; PAPEL. › D21FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21FMAQUINAS DE FABRICAR PAPEL; METODOS DE PRODUCCION DEL PAPEL. › D21F 7/00 Otras partes constitutivas de máquinas para fabricar hojas continuas de papel. › Fieltros.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
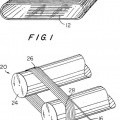
Procedimiento para fabricar una cinta de fieltro y cinta de fieltro. La invención concierne a un procedimiento para fabricar una cinta de fieltro con un soporte incrustado en una matriz de fibras y constituido por al menos dos napas de hilos superpuestas, de las cuales al menos una está configurada como una napa de hilos longitudinales constituida por hilos longitudinales que discurren paralelos uno a otro, y al menos otra está configurada como una napa de hilos transversales constituida por hilos transversales que discurren paralelos uno a otro, estando presentes hilos transversales que son continuos en toda la anchura de la cinta de fieltro. La invención se refiere, además, a una cinta de fieltro de esta clase, especialmente como fieltro de máquina papelera. Sobre todo en el sector de las cintas de máquinas papeleras se conocen cintas de fieltro en las que un soporte consistente en hilos textiles de plástico está incrustado en una matriz de fibras de plástico. Tales cintas de máquina papelera se utilizan principalmente como fieltros de prensado en la parte de prensado de una máquina papelera. La fabricación de la matriz de fibras se efectúa de tal manera que se fijan por agujado sobre el soporte, en uno ambos lados, una o varias capas de un velo de fibras. En la cinta de fieltro de tipo genérico el soporte no consiste en una tela, sino en al menos dos napas de hilos superpuestas. Una napa de hilos tiene hilos dispuestos paralelamente a cierta distancia uno de otro que, a diferencia de lo que ocurre con telas y géneros de punto, no están ligados entre ellos. Las napas de hilos se disponen de modo que se crucen los hilos de napas de hilos contiguas, concretamente en general de modo que una napa de hilos esté configurada como napa de hilos longitudinales con hilos longitudinales que se extienden en la dirección longitudinal de la cinta de fieltro, y una napa de hilos esté configurada como napa de hilos transversales con hilos transversales que discurren en dirección transversal. Una cinta de fieltro de esta clase se encuentra revelada en el documento US 4,781,967 en forma de un fieltro de prensado sin fin. Para fabricar la cinta de fieltro se forman primero unos módulos que consisten completamente en una capa de fibras o en una combinación de capa de fibras y napa de hilos. Para la fabricación de estos módulos cabe remitirse al documento US 3,613,258. Los distintos módulos se colocan a continuación uno sobre otro y se unen entre ellos sin empleo de hilos de ligadura, parcialmente empleando material polímero extruido. No se puede deducir del documento US 4,781,967 el modo en que se obtiene una cinta de fieltro sin fin por la unión de los módulos individuales. Debido al empleo de fibras adhesivas termofusibles o de un adhesivo, los fieltros de prensado según el documento US 4,781,967 son relativamente tupidos (véase el documento US 6,425,985 B1, columna 1, líneas 38 a 47) y rígidos. Esto limita la capacidad de utilización de tales cintas de fieltro en máquinas papeleras. En el documento EP 1 359 251 A1 se revela también un soporte constituido por al menos dos napas de hilos superpuestas, pudiendo estar revestido también el soporte con una capa de fibras. La fabricación del soporte se efectúa de tal manera que se sujetan los hilos longitudinales paralelamente uno a otro entre dos plegadores de hilos y luego se colocan los hilos transversales sobre los hilos longitudinales. Seguidamente, se fusionan los hilos transversales con los hilos longitudinales mediante un calentamiento a temperatura de fusión restringido a sus puntos de cruce. El calentamiento de los hilos puede efectuarse por medio de un rayo láser cuando los hilos sean provistos de un aditivo que fomente la absorción del rayo láser. En este procedimiento se obtiene ciertamente un soporte muy estable dimensionalmente. Sin embargo, es condición previa para ello que los hilos longitudinales y transversales se apliquen de plano uno a otro, lo que requiere una forma de hilo determinada. Esta forma de hilo se opone a su vez a la incrustación del soporte en una matriz de fibras por medio de agujado de capas de un velo de fibras. Por este motivo, tales soportes son sólo limitadamente adecuados para la fabricación de fieltros de prensado y están destinados, en primer lugar, a su utilización en la parte de secado de una máquina papelera y entonces sin capa de fibras o matriz de fibras. En el documento EP 0 464 258 A1 se describe un procedimiento para fabricar una cinta de fieltro, especialmente como fieltro de prensado, en el que se construye el soporte haciendo que una tira de bandas de soporte, cuya anchura es sensiblemente más pequeña que la anchura prevista del soporte, sea arrollada en forma helicoidal o en forma de tornillo sobre dos rodillos distanciados hasta que se alcance la anchura prevista del soporte. Al mismo tiempo o a continuación, se recubre de la misma manera el soporte con tiras de un velo de fibras y se aguja la banda de velo de fibras así formada para unirla con el soporte. Se recortan después los bordes laterales oblicuos de una cinta de fieltro construida de esta manera, con lo que se obtienen bordes laterales rectos que se extienden en la dirección de deslizamiento. En esta clase de fabricación del soporte los hilos longitudinales, debido al proceso de arrollamiento, se extienden en ángulo con la dirección longitudinal de la cinta de fieltro y no se obtienen hilos transversales continuos, de modo que la rigidez transversal de la cinta de fieltro no es muy alta. Para obtener una mejor rigidez transversal se ha propuesto unir los bordes de las tiras de bandas de soporte uno con otro, por ejemplo mediante cosido (documento US 2 E07005050 17-11-2011 5,360,656). En soportes fabricados a base de napas de hilos se unen uno con otro los bordes de las tiras de bandas de soporte según el documento EP 0 947 623 A1 haciendo que los hilos transversales de la napa de hilos transversales encajen uno dentro de otro en los bordes y se coloque allí un hilo de unión y se suelde éste con los tramos de los hilos transversales que encajan uno dentro de otro. Sin embargo, esto adolece del inconveniente de que en la zona de los bordes se origina una tira que, a causa de la disposición y densidad diferentes de los hilos, tiene propiedades diferentes, en particular una permeabilidad más pequeña, en comparación con las superficies restantes de la cinta de fieltro. Se producen así marcas en la banda de papel. Para poner remedio a esto se ha propuesto en el documento EP 1 209 283 A1 configurar los bordes de las tiras de bandas de soporte a manera de meandros con salientes y rebajos consecutivos y yuxtaponer las tiras de bandas de soporte de modo que los salientes y rebajos encajen uno dentro de otro, rellenando los salientes completamente los rebajos. La unión de los bordes se efectúa entonces con ayuda de medios de unión, por ejemplo costuras de cosido o cintas adhesivas. Sin embargo, se producen aquí también variaciones en las propiedades de la cinta de fieltro terminada en la zona de los bordes que encajan uno dentro de otro. La invención se basa en el problema de proporcionar un procedimiento para fabricar una cinta de fieltro con un soporte constituido por napas de hilos longitudinales e hilos transversales e incrustado en una matriz de fibras, con el cual se pueda fabricar una cinta de fieltro con alta rigidez transversal de una manera sencilla y, por tanto, barata y con propiedades constantes en toda la anchura. Este problema se resuelve según la invención por medio de un procedimiento con al menos los pasos de procedimiento siguientes: a) para cada napa de hilos longitudinales se fabrica un primer módulo de soporte como sigue: aa) se fabrica una primera banda de soporte auxiliar con una anchura más pequeña que la anchura de la cinta de fieltro terminada; ab) se junta la primera banda de soporte auxiliar con hilos que tienen la propiedad de absorber energía de láser y de poder ser llevados a la temperatura de fusión al menos superficialmente y al menos en parte por medio de energía de láser; ac) se unen los hilos con la primera banda de soporte auxiliar por la acción de un rayo láser; ad) se arrolla en forma helicoidal la primera banda de soporte auxiliar antes, durante o después de la aplicación de los hilos hasta una anchura que, eventualmente después de recortar los bordes laterales, corresponda a la anchura necesaria para fabricar la cinta de fieltro terminada; b) para cada napa de hilos transversales se fabrica como sigue un segundo módulo de soporte que cubre completamente al primero: ba) se fabrican primero tramos de módulo de soporte individuales con una extensión en una dirección que corresponde a la anchura necesaria para fabricar la cinta de fieltro terminada; bb) los tramos de módulo de soporte consisten cada uno de ellos en la combinación de una segunda banda de soporte... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar una cinta de fieltro con un soporte (40, 43) incrustado en una matriz de fibras y constituido por al menos dos napas de hilos superpuestas (41, 42, 44, 45), de las cuales al menos una está configurada como una napa de hilos longitudinales (41, 44) constituida por hilos longitudinales paralelos (13, 14, 47) y al menos una está configurada como una napa de hilos transversales (42, 45, 46) constituida por hilos transversales paralelos (23, 24, 25, 48, 49), estando presentes hilos transversales (23, 24, 25, 48, 49) que son continuos en toda la anchura de la cinta de fieltro, caracterizado por al menos los pasos de procedimiento siguientes: a) para cada napa de hilos longitudinales (41, 44) se fabrica un primer módulo de soporte (16) como sigue: aa) se fabrica una primera banda de soporte auxiliar (5) con una anchura que es más pequeña que la anchura de la cinta de fieltro terminada; ab) se junta la primera banda de soporte auxiliar (5) con hilos (13, 14) que tienen la propiedad de absorber energía de láser y de poder ser puestos a la temperatura de fusión, al menos superficialmente y al menos en parte, por medio de energía de láser; ac) se unen los hilos (13, 14) con la primera banda de soporte auxiliar (5) por la acción de un rayo láser; E07005050 17-11-2011 ad) se arrolla helicoidalmente la primera banda de soporte auxiliar (5), antes, durante o después de la aplicación de los hilos (13, 14), hasta una anchura que, eventualmente después de recortar los bordes laterales, corresponda a la anchura necesaria para fabricar la cinta de fieltro terminada; b) para cada napa de hilos transversales (42, 45, 46) se fabrica como sigue un segundo módulo de soporte (35) que cubre completamente al primero: ba) se fabrican primero unos tramos de módulo de soporte individuales (17, 18, 19) con una extensión en una dirección que corresponde a la anchura necesaria para fabricar la cinta de fieltro terminada; bb) los tramos de módulo de soporte (17, 18, 19) consisten cada uno de ellos en la combinación de una segunda banda de soporte auxiliar (20, 21, 22) e hilos (23, 24, 25, 48, 49) fijados sobre ella que tienen la propiedad de absorber energía de láser y de poder ser puestos a la temperatura de fusión, al menos superficialmente y al menos en parte, por medio de energía de láser; bc) la unión entre la segunda banda de soporte auxiliar (20, 21, 22) y los hilos (23, 24, 25, 48, 49) se ha establecido por la acción de un rayo láser sobre los hilos (23, 24, 25, 48, 49); bd) para fabricar una cinta de soporte se sobreponen y yuxtaponen los tramos de módulo de soporte (17, 18, 19) sobre el primer módulo de soporte (16), uno tras otro en la dirección longitudinal de éste, de tal manera que se obtenga un primer módulo de soporte (35) con hilos (23, 24, 25, 48, 49) que se extienden transversalmente a los hilos (13, 14) del primer módulo de soporte (16); c) para fabricar la cinta de fieltro se fija con agujas al menos una capa de velo de fibras (38, 39) sobre al menos un lado de los módulos de soporte (16, 35), formándose así la matriz de fibras. 2. Procedimiento según la reivindicación 1, caracterizado porque se emplean hilos (13, 14, 23, 24, 25, 47, 48, 49) que contienen un aditivo que hace que los hilos (13, 14, 23, 24, 25, 47, 48, 49) sean capaces de absorber el rayo láser. 3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque se emplean para las bandas de soporte auxiliares (5, 20, 21, 22) un velo de fibras y/o una malla y/o una lámina. 4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, caracterizado porque se fabrican velos de fibras con un peso específico de 20 a 150 g/m 2 , preferiblemente de 30 a 60 g/m 2 . 5. Procedimiento según cualquiera de las reivindicaciones 1 a 4, caracterizado porque se disponen los hilos (13, 14, 23, 24, 25, 47, 48, 49) paralelamente a los orillos laterales paralelos de las bandas de soporte auxiliares (5, 20, 21, 22). 6. Procedimiento según cualquiera de las reivindicaciones 1 a 5, caracterizado porque se fabrica la primera banda de soporte auxiliar (5) con una anchura de 0,2 m a 1,5 m. 7. Procedimiento según cualquiera de las reivindicaciones 1 a 6, caracterizado porque se fabrican las segundas bandas de soporte auxiliares (20, 21, 22) con una extensión de 0,5 m a 6 m en dirección transversal a los hilos. 8. Procedimiento según cualquiera de las reivindicaciones 1 a 7, caracterizado porque se unen mutuamente la primera banda de soporte auxiliar (5) y/o los tramos de módulo de soporte (17, 18, 19) en sus bordes yuxtapuestos (9, 10, 26 a 31). 9. Procedimiento según la reivindicación 8, caracterizado porque se ponen los bordes en relación de solapamiento y se les une uno con otro en la zona de solapamiento. 10. Procedimiento según la reivindicación 9, caracterizado porque se cosen y/o sueldan y/o pegan los bordes uno con otro. 11. Procedimiento según la reivindicación 8, caracterizado porque se yuxtaponen a tope los bordes (9, 10, 26 a 31). 12. Procedimiento según la reivindicación 11, caracterizado porque los bordes (9, 10, 26 a 31) son provistos de salientes (11, 32) y rebajos (12, 33) complementarios consecutivos y porque se yuxtaponen los bordes (9, 10, 26 a 31) de modo que éstos se acoplen mutuamente con sus salientes (11, 32) y rebajos 12, 33), y porque se unen uno con otro unos salientes (11, 32) de los bordes yuxtapuestos (9, 10, 26 a 31). 13. Procedimiento según la reivindicación 12, caracterizado porque, después del acoplamiento mutuo de los salientes (11, 32) y los rebajos (12, 33), se coloca al menos un hilo (14, 34) sobre los salientes (11, 32) y se le fija a ellos. 14. Procedimiento según la reivindicación 12, caracterizado porque, antes del acoplamiento mutuo de los salientes (11, 32) y los rebajos (12, 33), se coloca al menos un hilo sobre los salientes (11, 32) y los rebajos (12, 33) y se le fija a los salientes (11, 32) en al menos un borde (9, 10, 26 a 31), y porque, después del acoplamiento mutuo de los salientes (11, 32) y los rebajos (12, 33), se fija también el al menos un hilo (14, 34) a los salientes (11, 32) del borde colindante (9, 10, 26 a 31). 15. Procedimiento según la reivindicación 14, caracterizado porque se fija al menos un hilo (14, 34) a los salientes (11, 32) de ambos bordes (9, 10, 26 a 31) de las bandas de soporte auxiliares (5, 20, 21, 22). 16. Procedimiento según cualquiera de las reivindicaciones 12 a 15, caracterizado porque los hilos (14, 34) que discurren sobre los bordes (9, 10, 26 a 31) corresponden a los restantes hilos (13, 23, 24, 25, 47, 48, 49). 17. Procedimiento según cualquiera de las reivindicaciones 12 a 16, caracterizado porque los hilos (14, 34) se aplican sobre los salientes en un número y a una distancia tales que la densidad de hilos después del acoplamiento mutuo en la zona de los bordes (9, 10, 26 a 31) no se desvíe de la densidad de hilos en la zona restante. 18. Cinta de fieltro, especialmente fieltro de máquina papelera, con un soporte (40, 43) incrustado en una matriz de fibras y constituido por al menos dos napas de hilos superpuestas (41, 42, 44, 45, 46), de las cuales al menos una está configurada como una napa de hilos longitudinales (41, 44) constituida por hilos longitudinales paralelos (13, 14, 47) y al menos una está configurada como una napa de hilos transversales (42, 45, 46) constituida por hilos transversales paralelos (23, 24, 25, 48, 49), estando presentes hilos transversales (23, 24, 25, 48, 49) que son continuos en toda la anchura de la cinta de fieltro, y teniendo los hilos (13, 14, 23, 24, 25, 47, 48, 49) la propiedad de absorber energía de láser y de poder ser puestos a la temperatura de fusión, al menos superficialmente y al menos en parte, por medio de energía de láser, caracterizada porque para cada napa de hilos longitudinales (41, 44) se ha confeccionado un módulo de soporte (16) por arrollamiento helicoidal de al menos una banda de soporte auxiliar (5) con los hilos longitudinales (13, 14, 47), de modo que los hilos longitudinales (13, 14, 47) se extienden en ángulo con la dirección longitudinal de la cinta de fieltro. 19. Cinta de fieltro según la reivindicación 18, caracterizada porque los hilos longitudinales y los hilos transversales únicamente están superpuestos. 20. Cinta de fieltro según la reivindicación 18 ó 19, caracterizada porque los hilos (13, 14, 23, 24, 25, 47, 48, 49) contienen un aditivo que hace que sean capaces de absorber energía de láser. 21. Cinta de fieltro según cualquiera de las reivindicaciones 18 a 20, caracterizada porque los hilos (13, 14, 23, 24, 25, 47, 48, 49) de al menos una napa de hilos (41, 42, 44, 45, 46) están configurados como monofilamentos. 22. Cinta de fieltro según cualquiera de las reivindicaciones 18 a 21, caracterizada porque los hilos de al menos una napa de hilos están configurados como multifilamentos constituidos por filamentos individuales. 23. Cinta de fieltro según cualquiera de las reivindicaciones 18 a 22, caracterizada porque los hilos de al menos una napa de hilos están configurados como torcidos monofilares constituidos por al menos dos monofilamentos. 24. Cinta de fieltro según la reivindicación 20 y la reivindicación 21 ó 22, caracterizada porque como máximo la mitad de los filamentos individuales o los monofilamentos están provistos del aditivo. 25. Cinta de fieltro según cualquiera de las reivindicaciones 18 a 24, caracterizada porque están previstos 11 E07005050 17-11-2011 alternativamente hilos diferentes. 26. Cinta de fieltro según la reivindicación 25, caracterizada porque están presentes alternativamente hilos de poliamida 6 y 6.10 o alternativamente hilos de poliamida 6 y 6.12 o alternativamente hilos de poliamida 6.6 y poliéster. 27. Cinta de fieltro según la reivindicación 25 ó 26, caracterizada porque están previstos alternativamente monofilamentos y torcidos, alternativamente torcidos y multifilamentos o alternativamente monofilamentos y multifilamentos. 28. Cinta de fieltro según cualquiera de las reivindicaciones 18 a 27, caracterizada porque el soporte consta al menos de dos napas de hilos longitudinales y al menos una napa de hilos transversales. 29. Cinta de fieltro según cualquiera de las reivindicaciones 18 a 27, caracterizada porque el soporte (43) consta de al menos una napa de hilos longitudinales (44) y al menos dos napas de hilos transversales (45, 46). 30. Cinta de fieltro según cualquiera de las reivindicaciones 18 a 28, caracterizada porque el soporte consta de al menos dos napas de hilos longitudinales y dos napas de hilos transversales. 31. Cinta de fieltro según cualquiera de las reivindicaciones 18 a 30, caracterizada porque se alternan napas de hilos longitudinales (44) y napas de hilos transversales (45, 46). 32. Cinta de fieltro según cualquiera de las reivindicaciones 18 a 31, caracterizada porque los hilos transversales (23, 24, 25, 48, 49) se extienden formando un ángulo de 75º a 120º, preferiblemente 80º a 100º, con la dirección longitudinal de la cinta de fieltro. 33. Cinta de fieltro según la reivindicación 32, caracterizada porque los hilos transversales (23, 24, 25, 48, 49) se extienden formando con la dirección longitudinal de la cinta de fieltro un ángulo que es mayor o menor que 90º. 34. Cinta de fieltro según cualquiera de las reivindicaciones 18 a 33, caracterizada porque el soporte (43) presenta al menos dos napas de hilos transversales (45, 46) y porque se cruzan los hilos transversales (48) de una napa de hilos transversales (45) y los hilos transversales (49) de la otra napa de hilos transversales (46). 35. Cinta de fieltro según la reivindicación 34, caracterizada porque los hilos transversales (48) de una napa de hilos transversales (45) se desvían de la perpendicular a la dirección longitudinal de la cinta de fieltro en el mismo ángulo en que se desvían los hilos transversales (49) de la otra napa de hilos transversales (46). 36. Cinta de fieltro según cualquiera de las reivindicaciones 18 a 35, caracterizada porque los hilos longitudinales (13, 14, 47) y/o los hilos transversales (23, 24, 25, 48, 49) tienen la misma distancia entre ellos. 37. Cinta de fieltro según la reivindicación 36, caracterizada porque la distancia de los hilos longitudinales (13, 14, 47) y la distancia de los hilos transversales (23, 24, 25, 48, 49) son iguales. 12 E07005050 17-11-2011 13 E07005050 17-11-2011 14 E07005050 17-11-2011 E07005050 17-11-2011 16 E07005050 17-11-2011
Patentes similares o relacionadas:
CINTA TRANSPORTADORA CON REFUERZO DEL BORDE, del 6 de Febrero de 2012, de VOITH PATENT GMBH: Cinta de transporte de una banda de material para una máquina de fabricación de bandas y/o de manipulación de bandas, especialmente una máquina de […]
CAPA RANURADA Y PERFORADA PARA USO EN UNA TELA PARA LA FABRICACIÓN DE PAPEL, del 4 de Noviembre de 2011, de ALBANY INTERNATIONAL CORP.: Una capa para uso en una tela para la fabricación de papel, que comprende: una pluralidad de áreas de mesetas ; una pluralidad de áreas de ranuras (8, […]
TELA DE MÁQUINA PAPELERA, del 30 de Agosto de 2011, de VOITH PATENT GMBH: Tela para una máquina de fabricación de una banda de material fibroso, caracterizada porque posea al menos a tramos una estructura plana que está formada por un […]
HILOS ENROLLADOS EN FORMA DE ESPIRAL PARA TELAS DE MÁQUINA DE PAPEL Y CORREAS INDUSTRIALES, del 24 de Junio de 2011, de ALBANY INTERNATIONAL CORP.: Una tela para las secciones de formación, de prensa y de secado de una máquina de papel, para utilizar como una base de refuerzo para una correa de procesamiento […]
CORREA CONFECCIONADA CON AGUJA CON UN ALTO GROSOR Y ELASTICIDAD, del 12 de Abril de 2011, de ALBANY INTERNATIONAL CORP.: Una correa de base múltiple que comprende: una capa de base de resina polimérica sintética tejida o tricotada con hilos de resina […]
FIELTRO DE PRENSA, del 17 de Marzo de 2011, de VOITH PATENT GMBH: Una tela para una máquina papelera, que comprende: una base que tiene un lado papel y un lado rodillo ; una capa de borra del […]
ESTRUCTURA DE BASE PARA TELAS COSIDAS PARA FABRICACION DE PAPEL, del 29 de Noviembre de 2010, de ALBANY INTERNATIONAL CORP.: Una tela para fabricación de papel, que puede ser cosida en la máquina, que comprende: una estructura de base que puede ser cosida en la máquina, siendo dicha […]
Telas que comprenden monofilamentos conformados con ranuras, del 22 de Julio de 2020, de ALBANY INTERNATIONAL CORPORATION: Una tela de fabricación de papel o una tela de modificada para su uso en la producción de papel o telas no tejidas, caracterizada porque dicha tela comprende:
una […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 HILOS ENROLLADOS EN FORMA DE ESPIRAL PARA TELAS DE MÁQUINA DE PAPEL Y CORREAS INDUSTRIALES, del 24 de Junio de 2011, de ALBANY INTERNATIONAL CORP.: Una tela para las secciones de formación, de prensa y de secado de una máquina de papel, para utilizar como una base de refuerzo para una correa de procesamiento […]
HILOS ENROLLADOS EN FORMA DE ESPIRAL PARA TELAS DE MÁQUINA DE PAPEL Y CORREAS INDUSTRIALES, del 24 de Junio de 2011, de ALBANY INTERNATIONAL CORP.: Una tela para las secciones de formación, de prensa y de secado de una máquina de papel, para utilizar como una base de refuerzo para una correa de procesamiento […]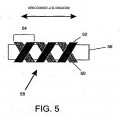 CORREA CONFECCIONADA CON AGUJA CON UN ALTO GROSOR Y ELASTICIDAD, del 12 de Abril de 2011, de ALBANY INTERNATIONAL CORP.: Una correa de base múltiple que comprende: una capa de base de resina polimérica sintética tejida o tricotada con hilos de resina […]
CORREA CONFECCIONADA CON AGUJA CON UN ALTO GROSOR Y ELASTICIDAD, del 12 de Abril de 2011, de ALBANY INTERNATIONAL CORP.: Una correa de base múltiple que comprende: una capa de base de resina polimérica sintética tejida o tricotada con hilos de resina […]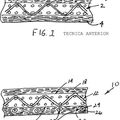 FIELTRO DE PRENSA, del 17 de Marzo de 2011, de VOITH PATENT GMBH: Una tela para una máquina papelera, que comprende: una base que tiene un lado papel y un lado rodillo ; una capa de borra del […]
FIELTRO DE PRENSA, del 17 de Marzo de 2011, de VOITH PATENT GMBH: Una tela para una máquina papelera, que comprende: una base que tiene un lado papel y un lado rodillo ; una capa de borra del […]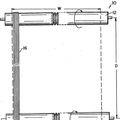 ESTRUCTURA DE BASE PARA TELAS COSIDAS PARA FABRICACION DE PAPEL, del 29 de Noviembre de 2010, de ALBANY INTERNATIONAL CORP.: Una tela para fabricación de papel, que puede ser cosida en la máquina, que comprende: una estructura de base que puede ser cosida en la máquina, siendo dicha […]
ESTRUCTURA DE BASE PARA TELAS COSIDAS PARA FABRICACION DE PAPEL, del 29 de Noviembre de 2010, de ALBANY INTERNATIONAL CORP.: Una tela para fabricación de papel, que puede ser cosida en la máquina, que comprende: una estructura de base que puede ser cosida en la máquina, siendo dicha […]