ESTACIÓN DE TRANSFORMACIÓN PARA UNA MÁQUINA DE PRODUCCIÓN DE ENVASES.
Estación de transformación (5, 6, 7, 8), para una máquina de producción de envases,
que comprende bastidores laterales (16, 17, 26, 26a, 27, 27a) que soportan correderas (28, 28a, 29, 29a, 30, 30a, 31, 31a), caracterizada por que casetes portaherramientas (12, 25, 25a, 57) están destinadas a ser montadas entre los bastidores laterales (16, 17, 26, 26a, 27, 27a), y por que sobre las correderas (28, 28a, 29, 29a, 30, 30a, 31, 31a) deslizan órganos, para el montaje de casetes portaherramientas, que comprenden soportes de casetes (32, 32a, 33, 33a) desplazables en oposición en función de las dimensiones de las casetes portaherramientas (12, 25, 25a, 57), estando equipados los citados soportes de casetes (32, 32a, 33, 33a) de dispositivos de fijación (51) en posición de los soportes de casetes (32, 32a, 33, 33a) y de dispositivos de bloqueo (52) de las casetes portaherramientas (12, 25, 25a, 57)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05012515.
Solicitante: BOBST S.A..
Nacionalidad solicitante: Suiza.
Dirección: CASE POSTALE 1001 LAUSANNE SUIZA.
Inventor/es: CLEMENT, PHILIPPE, Bapst,Sylvain.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Junio de 2005.
Clasificación Internacional de Patentes:
- B26F1/38B
- B31B1/16C2
- B31F1/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › por útiles rotativos.
Clasificación PCT:
- B26D7/26 B […] › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › B26D 7/00 Partes constitutivas de aparatos de corte, recorte, punzonado, perforado o separación por procedimiento distinto al corte. › Medios de montaje y regulación de la herramienta de corte; Medios para la regulación de la carrera de la herramienta de corte.
- B31B1/14
- B31F1/07 B31F 1/00 […] › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2373394_T3.pdf
Fragmento de la descripción:
Estaci6n de transformaci6n para una maquina de producci6n de envases.
La presente invenci6n tiene por objeto una estaci6n de transformaci6n para una maquina de producci6n de envases, maquina destinada a la fabricaci6n de cajas plegables a partir de un material en banda o en hojas.
Tales maquinas de producci6n de envases comprenden varias estaciones de transformaci6n sucesivas, por ejemplo, una estaci6n de alimentaci6n, seguida de una o varias estaciones de impresi6n, eventualmente de una estaci6n de recalcado, de una estaci6n de gofrado, de una estaci6n de recorte rotario, de una estaci6n de eyecci6n de los residuos y finalmente de una estaci6n de recepci6n de los recortes de cajas plegables. Teniendo este tipo de maquinas una concepci6n modular, es posible que, en una configuraci6n preferida, una maquina, ademas de la estaci6n de alimentaci6n, de estaciones de impresi6n y de recepci6n de los recortes, solo comprenda una estaci6n de gofrado seguida de una estaci6n de recorte rotario y de una estaci6n de eyecci6n de los residuos.
Generalmente, las bandas u hojas, por ejemplo bandas u hojas de cart6n, pueden contener en su anchura varias formas o recortes de cajas identicos que presentan, cada uno, la forma y la superficie desarrollada del envase fabricado. De esta manera, el numero de formas que pueden disponerse una al lado de otra depende naturalmente de la anchura del soporte trabajado, pero tambien del formato maximo admitido por la maquina y del tamafo de los recortes de las cajas. En general, las formas o recortes de cajas estan dispuestos a una y otra parte del eje medio te6rico de las bandas u hojas trabajadas por la maquina. Las diferentes estaciones de la maquina estan equipadas todas con herramientas especificas, preferentemente herramientas rotatorias de impresi6n, de recorte, de gofrado y de recalcado asi como de eyecci6n de los residuos que resultan de las operaciones de recorte, cuyas dimensiones corresponden a la anchura de las bandas o de las hojas trabajadas. En lo que respecta a las herramientas rotatorias de impresi6n, el cambio de la anchura de las bandas no plantea problemas particulares porque basta montar un cliche adecuado en el cilindro portacliches. Por el contrario, en lo que respecta a las herramientas rotatorias de recorte, de gofrado, de recalcado y de eyecci6n, que estan montadas en casetes de las cuales un ejemplo esta descrito en la patente FR 2 819 744 B1, esto plantea un problema ligado a la construcci6n de estas casetes. En la practica, estas casetes pueden provenir de varios fabricantes elegidos por el productor de envases en funci6n, por ejemplo, de un coste ventajoso o de caracteristicas de desgaste mas ventajosas. A tal efecto, y para adaptar las casetes de fabricantes diferentes, se emplea un adaptador de casetes que permite la inserci6n de casetes de cualquier procedencia, tal como el descrito en la solicitud de patente EP 1 331 054 A3. Actualmente, para cada anchura de bandas u hojas, deben utilizarse casetes portaherramientas de anchura correspondiente. Las dimensiones en anchura de una banda de cart6n, por ejemplo, pueden variar en una horquilla comprendida entre 325 mm a 850 mm. En general, las anchuras mas corrientes utilizadas por los fabricantes de cajas plegables son 550 mm, 670 mm, 820 mm y 850 mm, anchuras definidas por las dimensiones en achura de los recortes de cajas que hay que trabajar. El fabricante de envases, que tiene que hacer frente a la utilizaci6n de varias anchuras de bandas de cart6n, debera elegir una soluci6n, muy costosa y que necesita la utilizaci6n de un espacio importante en la fabrica de cartonaje, que consiste en utilizar varias maquinas de diferentes anchuras de paso de banda.
Actualmente y en el conocimiento del estado de tecnica en este ambito, no existe ninguna otra soluci6n que permita paliar los inconvenientes que necesariamente se presentan durante la utilizaci6n de anchuras de bandas variables.
El objetivo perseguido por la presente invenci6n consiste en proponer a los productores de envases una estaci6n de transformaci6n para una sola maquina de producci6n de envases, de modo que permite el trabajo de diferentes anchuras de banda o de hojas.
A tal efecto, la presente invenci6n es de acuerdo con lo que enuncia la reivindicaci6n 1.
La invenci6n se comprendera mejor con el estudio de un modo de realizaci6n tomado a titulo en modo alguno limita
tivo e ilustrado por las figuras anejas, en las cuales:
la figura 1 representa una vista esquematica de perfil de una maquina de producci6n de envases, 45 la figura 2 representa una vista esquematica en perspectiva, de una estaci6n de recorte equipada con una casete portaherramientas, la figura 3 representa una vista esquematica de los 6rganos de un dispositivo de montaje para una casete portaherramientas en dos estaciones consecutivas, la figura 4 representa una vista esquematica en perspectiva de los 6rganos de un dispositivo de fijaci6n de un so50 porte de casete portaherramientas y de un dispositivo de bloqueo de una casete portaherramientas,
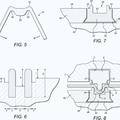
la figura 5 representa una vista de perfil de los 6rganos de la parte izquierda de un dispositivo de fijaci6n de un soporte de casete portaherramientas, y
la figura 6 representa una vista de perfil de los 6rganos de la parte izquierda de un dispositivo de bloqueo de una casete portaherramientas.
Con el objetivo de definir algunos terminos utilizados habitualmente en la descripci6n que sigue para describir la orientaci6n o la localizaci6n de ciertas partes de objetos, se observara que los adjetivos "longitudinal" y "transversal" se refieren siempre al eje principal de paso continuo por la maquina del material en banda o en hojas, y que los terminos "aguas arriba" y "aguas abajo" indican, respectivamente, el lado mas pr6ximo a la entrada de la maquina y el mas pr6ximo a la salida.
La figura 1 representa una vista esquematica de perfil de una maquina de producci6n de envases 1 en la cual, por razones de simplificaci6n de la presente descripci6n, no se ha tenido en cuenta la parte aguas arriba situada delante de los grupos impresores 2 y 3. En el presente ejemplo, se limitara solamente a describir una maquina que trabaja un material en banda, dado que, en lo que respecta a una maquina que trabaja un material en hojas, deberan ponerse en practica solamente medios especificos, bien conocidos, de transporte de las hojas. En la maquina de producci6n de envases 1, el material en banda, impreso, que sale de los grupos impresores 2 y 3 es llevado a las diferentes estaciones de gofrado 5, de recalcado 6, de recorte 7 y de eyecci6n de los residuos 8 despues de haber pasado por una estaci6n de introducci6n 4. Los recortes de cajas resultantes son separados a continuaci6n uno de otro en una estaci6n de separaci6n con correas 9 para seguidamente ser puestos en capas en la estaci6n 10 antes de ser apilados en la estaci6n de apilamiento 11. La parte de la maquina de fabricaci6n de envases, tales como cajas plegables, a la que se refiere la presente invenci6n, se encuentra a nivel de las estaciones 5 a 8 que utilizan esencialmente casetes portaherramientas.
La figura 2 representa una vista esquematica en perspectiva, de una estaci6n de recorte 7 equipada con una casete portaherramientas 12. El material en banda 13, que pasa de modo continuo de aguas arriba a aguas abajo en el sentido indicado por la flecha 22, es recortado por medio de una herramienta de recorte rotatoria superior 14 que actua conjuntamente con una contra herramienta rotatoria inferior 15. Hay que observar que la utilizaci6n de tales casetes permite una precisi6n muy grande de posicionamiento radial de la herramienta rotatoria superior 14 con respecto a la contraherramienta rotatoria inferior 15. La estaci6n de recorte 7 esta constituida por bastidores laterales 16 y 17 sobre los cuales estan dispuestas bases de apoyo, denominadas aqui soportes de casetes 18, 19 (vease la figura 3) , para la casete portaherramientas 12, asi como dispositivos de fijaci6n en posici6n 20 de los soportes de casetes 18, 19 y de bloqueo 21 de la casete portaherramientas 12. Los dispositivos de fijaci6n en posici6n 20 son solidarios de los soportes de casetes 18, 19 y seran descritos mas en detalle refiriendose a las figuras 4, 5 y 6. Los soportes de casetes 18 y 19 son desplazables, en funci6n de la dimensi6n de la casete 12, en el sentido indicado por las flechas dobles 23 y 24. Las estaciones de gofrado 5, de recalcado 6 y de eyecci6n de los residuos 8 son de construcci6n similar a la estaci6n de recorte 7, descrita someramente anteriormente, residiendo la unica diferencia en las herramientas... [Seguir leyendo]
Reivindicaciones:
1. Estaci6n de transformaci6n (5, 6, 7, 8) , para una maquina de producci6n de envases, que comprende bastidores laterales (16, 17, 26, 26a, 27, 27a) que soportan correderas (28, 28a, 29, 29a, 30, 30a, 31, 31a) , caracterizada por que casetes portaherramientas (12, 25, 25a, 57) estan destinadas a ser montadas entre los bastidores laterales (16, 17, 26, 26a, 27, 27a) , y por que sobre las correderas (28, 28a, 29, 29a, 30, 30a, 31, 31a) deslizan 6rganos, para el montaje de casetes portaherramientas, que comprenden soportes de casetes (32, 32a, 33, 33a) desplazables en oposici6n en funci6n de las dimensiones de las casetes portaherramientas (12, 25, 25a, 57) , estando equipados los citados soportes de casetes (32, 32a, 33, 33a) de dispositivos de fijaci6n (51) en posici6n de los soportes de casetes (32, 32a, 33, 33a) y de dispositivos de bloqueo (52) de las casetes portaherramientas (12, 25, 25a, 57) .
2. Estaci6n de transformaci6n (5, 6, 7, 8) de acuerdo con la reivindicaci6n 1, caracterizada por que las correderas (28, 28a, 29, 29a, 30, 30a, 31, 31a) estan dispuestas en la parte superior de cada uno de los bastidores laterales (16, 17, 26, 26a, 27, 27a) .
3. Estaci6n de transformaci6n (5, 6, 7, 8) de acuerdo con la reivindicaci6n 1, caracterizada por que los soportes de casetes (32, 32a, 33, 33a) comprenden, cada uno, en su parte inferior, cremalleras (34, 34a, 35, 35a) que engranan con pifones (36, 36a, 37, 37a) montados en arboles (38, 38a, 39, 39a) arrastrados por motores reductores (46, 47) .
4. Estaci6n de transformaci6n (5, 6, 7, 8) de acuerdo con la reivindicaci6n 3, caracterizada por que los arboles (38, 38a, 39, 39a) son soportados por cojinetes (40, 41, 42, 43, respectivamente 40a. 41a, 42a, 43a) dispuestos en las paredes de los bastidores laterales (16, 17, 26, 26a, 27, 27a) .
5. Estaci6n de transformaci6n (5, 6, 7, 8) de acuerdo con la reivindicaci6n 4, caracterizada por que los arboles (38, 38a, 39, 39a) estan equipados en su extremidad con un generador de impulsos (50) .
6. Estaci6n de transformaci6n (5, 6, 7, 8) de acuerdo con la reivindicaci6n 1, caracterizada por que los dispositivos de fijaci6n (51) en posici6n de los soportes de casete (32, 32a, 33, 33a) comprenden dos 6rganos de apriete (53, 54) constituidos por palancas (58) articuladas alrededor de ejes (59) dispuestos en salientes solidarios de los soportes de casete (32, 32a, 33, 33a) .
7. Estaci6n de transformaci6n (5, 6, 7, 8) de acuerdo con la reivindicaci6n 6, caracterizada por que las palancas (58) comprenden, en su parte inferior, una superficie plana 60 destinada a aplicar una fuerza de apriete contra las correderas (28, 28a, 29, 29a, 30, 30a, 31, 31a) bajo la acci6n de gatos neumaticos (61) fijados a cada soporte de casete (32, 32a, 33, 33a) .
8. Estaci6n de transformaci6n (5, 6, 7, 8) de acuerdo con la reivindicaci6n 1, caracterizada por que los dispositivos de bloqueo (52) de las casetes portaherramientas (12, 25, 25a, 57) comprenden un 6rgano de bloqueo (56) constituido por palancas (70) articuladas alrededor de ejes (71) dispuestos en salientes (72) solidarios de los soportes de casete (32, 32a, 33, 33a) .
9. Estaci6n de transformaci6n (5, 6, 7, 8) de acuerdo con la reivindicaci6n 8, caracterizada por que las palancas (70) comprenden, en su parte inferior, una superficie de apoyo (73) para bloquear las casetes (12, 25, 25a, 57) presionado la parte superior de los talones (74) de las citadas casetes (12, 25, 25a, 57) bajo el efecto de gatos neumaticos
(75) fijados a cada soporte de casete (32, 32a, 33, 33a) .
10. Estaci6n de transformaci6n (5, 6, 7, 8) de acuerdo con la reivindicaci6n 9, caracterizada por que las palancas (70) comprenden, cada una, una entalladura de bloqueo (82) en la cual se insertan rodillos (78) montados en palancas pivotantes (79) articuladas alrededor de pivotes (80) dispuestos en la parte superior de los salientes (72) de los soportes de casete (32, 32a, 33, 33a) .
Patentes similares o relacionadas:
Máquina y método para trabajar un material adecuado para fabricar envases, del 6 de Mayo de 2020, de Panotec SRL: Máquina para llevar a cabo trabajos en una lámina (F) de un material adecuado para fabricar envases, que comprende: un bastidor fijo que define un […]
Procedimiento y dispositivo con módulos y equipos seccionadores para sustratos en forma de pliego, del 4 de Septiembre de 2019, de KOENIG & BAUER AG: Dispositivo para el tratamiento de sustratos que comprende un alimentador y uno o varios primeros módulos de base , que presentan, […]
Equipo para la producción de embalajes de tipo caja, en especial para frutas y hortalizas, del 14 de Agosto de 2019, de CINTIO, MARIA TERESA: Equipo para la producción de embalajes de tipo caja (200; 200'; 200"; 200"') a partir de un panel que comprende una lámina y una película colocada […]
Aparato y método para indicar la profundidad de una línea de doblado en un material, del 19 de Junio de 2019, de ELOPAK SYSTEMS AG: Un aparato para comprobar la profundidad de una línea de doblado en un material, comprendiendo el aparato un dispositivo de formación de línea de doblado […]
Disposición en una máquina de plegado, y productos obtenidos a partir de la misma, del 26 de Marzo de 2019, de TETRA LAVAL HOLDINGS & FINANCE SA: Una disposición para una máquina de plegado de cartón, para formar patrones estructurados de líneas de plegado en un material que comprende […]
Método para formar un resalte de apilamiento dentro de la pared lateral de una taza con una herramienta giratoria, del 19 de Febrero de 2019, de HUHTAMAKI OYJ: Método para la producción de un recipiente con un fondo y una primera pared lateral unida al fondo , donde la primera pared lateral […]
 Dispositivos de plisado, del 15 de Enero de 2019, de TECH-NI-FOLD LTD: Un dispositivo de plisado que comprende:
un tambor hembra que comprende:
una superficie externa ;
un canal central que se extiende […]
Dispositivos de plisado, del 15 de Enero de 2019, de TECH-NI-FOLD LTD: Un dispositivo de plisado que comprende:
un tambor hembra que comprende:
una superficie externa ;
un canal central que se extiende […]
Máquina para cortar y/o pre-plegar un material relativamente rígido, tal como por ejemplo cartón y el método relativo para cortar y/o pre-plegar, del 30 de Agosto de 2017, de Panotec SRL: Máquina para cortar y/o pre-plegar una hoja de material relativamente rígido que comprende medios de movimiento que pueden mover dicha hoja al menos […]