PROCEDIMIENTO Y MAQUINA PARA EL PLEGADO DE RECORTES TROQUELADOS.
Procedimiento para el plegado de un recorte troquelado (1) de papel,
de cartón, de plástico, de cartón ondulado o de materia similar, destinado a formar una caja plegada (1''), recorte troquelado que comprende un borde longitudinal izquierdo (5), un borde longitudinal derecho (6) y, de izquierda a derecha, al menos dos ranuras longitudinales respectivas (2a; 2b; 2c; 2d) que delimitan, al menos, dos flancos adyacentes respectivos (1a; 1b; 1c; 1d), procedimiento que comprende, al menos, las etapas sucesivas siguientes:
a) el plegado a 180º del flanco (1d) alrededor de la ranura longitudinal (2c) en un primer módulo de plegado (30) y la formación de un pliegue longitudinal (2''c) a lo largo de la ranura (2c);
b) la alineación del recorte troquelado (1) a lo largo del pliegue longitudinal (2''c) en un módulo de alineación principal (40);
c) el plegado a 180º del flanco (1a) alrededor de la ranura (2a) en un segundo módulo de plegado (50)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07023515.
Solicitante: BOBST S.A..
Nacionalidad solicitante: Suiza.
Dirección: CASE POSTALE,1001 LAUSANNE.
Inventor/es: CAILLOUX,LIONEL, DUPERTUIS,ROGER.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Diciembre de 2007.
Fecha Concesión Europea: 14 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B31B5/36B
- B31B5/74B
Clasificación PCT:
- B31B5/00
- B31B5/36
- B31B5/74
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento y máquina para el plegado de recortes troquelados.
Campo técnico
La presente invención se refiere a un procedimiento para el plegado de un recorte troquelado de papel, de cartón, de plástico, de cartón ondulado o de materia similar, que está destinado a formar una caja plegada.
La invención se refiere, así mismo, a una máquina para la realización del procedimiento de conformidad con la invención.
Estado de la técnica anterior
Para realizar una caja plegada, de un material dado, es conocido el hecho de conformar un pliego (o recorte troquelado) de dicho material, en una máquina denominada "plegadora-encoladora". El documento DE-A-1 083 638 divulga una máquina de este tipo. Por ejemplo, para llevar a cabo la realización de una caja en forma de paralelepípedo, es decir una caja de base rectangular, el pliego utilizado tiene la forma general de un rectángulo con dos lados laterales y con dos lados transversales.
Con relación a la dirección de avance de los pliegos, el borde anterior del pliego es el lado transversal del pliego que entra en primer lugar en la máquina, y el borde posterior es el que entra en último lugar. De igual modo, el borde izquierdo del pliego es el lado lateral del pliego situado a la izquierda del eje longitudinal de la plegadora-encoladora, y el borde derecho es el lado lateral del pliego situado a la derecha del eje longitudinal de la plegadora-encoladora. En una caja de base rectangular (denominada de otro modo caja clásica), con objeto de prever que sea plegada en los puntos correctos, el pliego comprende de izquierda a derecha, cuatro ranuras longitudinales (o recalcados) que dividen al pliego en cinco partes: cuatro flancos adyacentes y una solapa para el encolado. En el ejemplo de una caja de base biconvexa o de una bolsa, el pliego comprende dos ranuras longitudinales, que dividen al pliego en tres partes: dos flancos adyacentes y una solapa para el encolado.
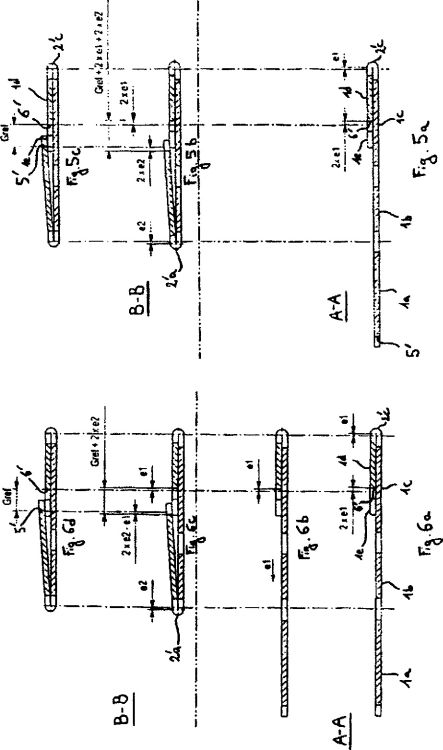
Para realizar una caja plegada, son abatidos 180º, hacia el interior del pliego, los flancos que están situados en la extremidad derecha y en la extremidad izquierda del pliego. En esta última posición, la distancia que separa los bordes derecho e izquierdo del pliego se denomina la calle. En caso necesario se hará distinción entre la calle en la parte anterior de la caja plegada y la calle en la parte posterior de la caja plegada.
Con objeto de realizar una buena caja plegada, es preciso que la calle de la caja plegada sea igual que una calle de referencia Gref, fijada por las especificaciones de las cargas. Ahora bien, en la práctica se observa que es muy difícil asegurar esta igualdad para todas las cajas de una producción, tolerándose por lo tanto que la calle de una caja plegada pueda ser igual a Gref+?, a condición de que ? sea lo más pequeño posible. El ? representa la desviación de la calle con relación a la calle de referencia, el cual puede ser positivo o negativo.
Una buena caja plegada es, así mismo, una caja en la que la calle en la parte anterior es igual a la calle en la parte posterior puesto que, en caso contrario, la plegada tiene la forma de un trapecio. Este problema es conocido con el nombre de "formación de cola de pescado -fishtailing-".
Un primer procedimiento para el plegado conocido consiste en abatir simultáneamente a 180º los flancos de las extremidades. Este procedimiento para el plegado no permite minimizar la desviación de la calle ?, ni permite impedir la formación de la cola de pescado.
Otro procedimiento, conocido (véanse las figuras 5a y 5b), consiste en abatir sucesivamente a 180º los flancos situados en las extremidades derecha e izquierda del pliego. Este procedimiento para el plegado no permite minimizar mejor la desviación de la calle ?, ni permite impedir la formación de la cola de pescado.
En el estado de la técnica que ha sido citado precedentemente, se conoce igualmente el hecho de alinear el borde izquierdo o el borde derecho del pliego a lo largo de un eje paralelo al eje longitudinal de la plegadora-encoladora, antes de llevar a cabo el abatimiento de los flancos situados en las extremidades.
Exposición de la invención
Un primer objeto de la presente invención consiste en minimizar la desviación de la calle ?. Con esta finalidad, la presente invención tiene por objeto un procedimiento de plegado de conformidad con la reivindicación 1.
Otro objeto de la invención consiste en suprimir o, al menos en reducir, la formación de la cola de pescado. Otros objetos y ventajas de la invención se pondrán de manifiesto más claramente en el transcurso de la descripción de modos de realización, descripción que se va a hacer con referencia a los dibujos adjuntos.
Descripción sumaria de las figuras
La figura 1 es una vista esquemática en alzado de una primera forma de realización de una plegadora-encoladora para la realización del procedimiento de conformidad con la invención;
La figura 2 es una vista esquemática en alzado de una segunda forma de realización de una plegadora-encoladora para la realización del procedimiento de conformidad con la invención;
La figura 3 es una vista de una caja en el transcurso de su fabricación;
La figura 4 es una vista de una caja plegada;
Las figuras 5a y 5b muestran etapas del plegado de conformidad con el estado de la técnica;
Las figuras 6a a 6c muestran etapas del plegado de conformidad con la invención;
Las figuras 5c y 6d son una vista de una caja plegada de referencia.
Mejor manera de realizar la invención
La figura 1 ilustra, de manera esquemática, una primera forma de realización de una plegadora-encoladora para llevar a cabo el procedimiento de conformidad con la invención, la figura 1 ilustra así mismo diferentes etapas del procedimiento para el plegado de un pliego 1. En el ejemplo, el pliego 1 está destinado a formar una caja clásica. La flecha 8 indica el sentido de avance de los pliegos en la plegadora-encoladora, siendo este sentido paralelo al eje longitudinal 9 de la plegadora-encoladora. A continuación, el plano de la plegadora-encoladora está definido como el plano horizontal que pasa por el eje longitudinal de la plegadora-encoladora.
Cada pliego, que se presenta en la entrada E de la plegadora-encoladora, tiene la forma general de un rectángulo con dos lados laterales 5 y 6, paralelos al eje longitudinal de la plegadora-encoladora y dos lados transversales 3 y 4, perpendiculares al eje longitudinal de la plegadora-encoladora, en el plano de la misma. Con relación al sentido de avance de los pliegos, se define el lado transversal 3 como el borde posterior del pliego y el lado transversal 4 se define como el borde anterior pliego, de igual modo, el lado lateral 5 se define como el borde izquierdo del pliego y el lado lateral 6 se define como el borde derecho del pliego. Por último, se define la longitud del pliego como la distancia que separa al borde anterior del borde posterior del pliego.
Para que pueda ser plegado en los puntos elegidos, el pliego 1 comprende, desde la izquierda hacia la derecha, cuatro ranuras longitudinales (o recalcados) respectivamente 2a, 2b, 2c y 2d, paralelas al borde izquierdo 5 y que delimitan cuatro flancos adyacentes, respectivamente 1a, 1b, 1c y 1d. Con objeto de permitir la formación ulterior del fondo y de la tapa de la caja, están previstas ranuras transversales 2f y 2g, paralelas a los bordes anterior y, respectivamente, posterior del pliego, a distancia de dichos bordes. De igual modo, están previstas muescas en la prolongación de las ranuras 2a, 2b y 2c entre dichas ranuras transversales 2f y 2g y dichos bordes anterior y, respectivamente, posterior del pliego.
Cada flanco tiene la forma general de un rectángulo con dos lados transversales, que coincide con los bordes posterior 3 y anterior 4 del pliego. Los lados laterales del primer flanco 1a coinciden con el borde izquierdo 5 del pliego y la ranura longitudinal 2a. Los lados laterales del segundo flanco 1b coinciden con las ranuras longitudinales 2a y 2b. Los lados laterales del tercer flanco 1c coinciden con las ranuras longitudinales 2b y 2c. Mientras que los lados laterales del cuarto flanco 1d coinciden con las ranuras longitudinales 2c y 2d. La ranura 2d separa al cuarto flanco 1d de una solapa de encolado 1e, que está delimitada por dicha ranura 2d y por el borde derecho 6. Como variante, la solapa de encolado 1e puede ser adyacente al primer flanco 1a.
En el primer modo de realización de la máquina ilustrada...
Reivindicaciones:
1. Procedimiento para el plegado de un recorte troquelado (1) de papel, de cartón, de plástico, de cartón ondulado o de materia similar, destinado a formar una caja plegada (1'), recorte troquelado que comprende un borde longitudinal izquierdo (5), un borde longitudinal derecho (6) y, de izquierda a derecha, al menos dos ranuras longitudinales respectivas (2a; 2b; 2c; 2d) que delimitan, al menos, dos flancos adyacentes respectivos (1a; 1b; 1c; 1d), procedimiento que comprende, al menos, las etapas sucesivas siguientes:
- a) el plegado a 180º del flanco (1d) alrededor de la ranura longitudinal (2c) en un primer módulo de plegado (30) y la formación de un pliegue longitudinal (2'c) a lo largo de la ranura (2c);
- b) la alineación del recorte troquelado (1) a lo largo del pliegue longitudinal (2'c) en un módulo de alineación principal (40);
- c) el plegado a 180º del flanco (1a) alrededor de la ranura (2a) en un segundo módulo de plegado (50).
2. Procedimiento para el plegado según la reivindicación 1 que comprende, como paso previo a la etapa a), una etapa a') de alineación del recorte troquelado (1) a lo largo del borde izquierdo (5) en un módulo de alineación auxiliar (20).
3. Procedimiento para el plegado según la reivindicación 2 en el que la etapa de alineación a') consiste en poner el borde izquierdo (5) del recorte troquelado (1) en contacto lineal con una regla (22), a lo largo de la misma.
4. Procedimiento de conformación según la reivindicación 3 en el que el eje longitudinal de la regla (22) forma un ángulo a, no nulo, con el eje longitudinal de la plegadora-encoladora, en el plano de la misma.
5. Procedimiento para el plegado según una de las reivindicaciones 1 a 4 en el que la etapa de alineación b) consiste en poner el pliegue longitudinal (2'c) del recorte troquelado (1) en contacto lineal con una regla (42), a lo largo de la misma.
6. Procedimiento de plegado según la reivindicación 5, en el que el eje longitudinal de la regla (42) forma un ángulo ß, no nulo, con el eje longitudinal de la plegadora-encoladora, en el plano de la misma.
7. Procedimiento para el plegado según una de las reivindicaciones 1 a 6 que comprende, a la salida de la etapa c), una etapa d) de calibrado de la caja plegada (1') en un módulo de calibrado (60).
8. Procedimiento para el plegado según la reivindicación 7 en el que la etapa de calibrado d) consiste en hacer pasar la caja plegada (1') entre dos barras longitudinales (62), estando predeterminada la distancia entre las barras (62).
9. Máquina plegadora-encoladora para la realización del procedimiento de plegado, definido en la reivindicación 1, que comprende, desde la entrada de la máquina hasta la salida, un primer módulo de plegado (30), seguido por un módulo de alineación principal (40), seguido por un segundo módulo de plegado (50).
10. Máquina plegadora-encoladora según la reivindicación 9, caracterizada porque comprende, además, un módulo de alineación auxiliar (20), que está colocado por delante del primer módulo de plegado (30).
11. Máquina plegadora-encoladora según la reivindicación 9, caracterizada porque el módulo de alineación principal (40) comprende una regla (42), cuyo eje longitudinal forma un ángulo, no nulo, con el eje longitudinal de la plegadora-encoladora.
12. Máquina plegadora-encoladora según la reivindicación 10, caracterizada porque el módulo de alineación auxiliar (20) comprende una regla (22), cuyo eje longitudinal forma un ángulo, no nulo, con el eje longitudinal de la plegadora-encoladora.
13. Máquina plegadora-encoladora según una de las reivindicaciones 9 a 12, caracterizada porque comprende, además, un módulo de calibrado (60) situado a continuación del segundo módulo de plegado (50).
Patentes similares o relacionadas:
Dispositivo de recogida y prensado de una máquina de pegado de cajas plegables, del 30 de Noviembre de 2016, de Masterwork Machinery Co., Ltd: Dispositivo de recogida y prensado de una máquina de pegado de cajas plegables con dos cintas transportadoras circulantes de la anchura de máquina, […]
 Unidad de plegado, del 9 de Febrero de 2016, de BERG INDUSTRIES AKTIEBOLAG (100.0%): Unidad de plegado para hojas de cartón corrugado en una producción en línea de cajas de cartón corrugado, que comprende un par de brazos de […]
Unidad de plegado, del 9 de Febrero de 2016, de BERG INDUSTRIES AKTIEBOLAG (100.0%): Unidad de plegado para hojas de cartón corrugado en una producción en línea de cajas de cartón corrugado, que comprende un par de brazos de […]
ESTACIÓN DE PLEGADO CON CORREA DE PLEGADO AJUSTABLE, del 6 de Marzo de 2012, de HEIDELBERGER DRUCKMASCHINEN AKTIENGESELLSCHAFT: Estación de plegado de una máquina de pegado de cajas plegables para la elaboración de un recorte transportado a velocidad de transporte especificable a lo largo […]
PROCEDIMIENTO DE MONTAJE DE CONTENEDORES DE CARTON DE GRAN CAPACIDAD, Y MECANISMO PARA LA PUESTA EN PRACTICA DEL MISMO., del 1 de Febrero de 2007, de CONTIBER, S.A.: Procedimiento de montaje de contenedores de cartón de gran capacidad, y mecanismo para la puesta en práctica del mismo. El mecanismo consiste en […]
DISPOSITIVO DE INVERSION DEL PANEL FRONTAL DE UN ELEMENTO EN PLACA EN EL SENO DE UNA PLEGADORA-ENCOLADORA., del 1 de Enero de 2004, de BOBST S.A.: LA INVENCION SE REFIERE A UN DISPOSITIVO DE VOLTEADO DEL PANEL FRONTAL DE UN ELEMENTO CON FORMA DE PLACA EN UNA PLEGADORAENCOLADORA. COMPRENDE UNA PLACA DE […]
DISPOSITIVO MODULAR DE PLEGADO EN UNA MAQUINA PLEGADORA-PEGADORA DE ELEMENTOS EN PLACA., del , de BOBST S.A.: UN DISPOSITIVO DE PLEGADO DE CORTE SE PRESENTA EN LA FORMA DE UN MODULO AMOVIBLE QUE INTEGRA MEDIOS DE ENGANCHE AL CHASIS DE LA MAQUINA, DOS SERIES […]
MECANISMO PARA PLEGAR PLACAS DE CARTON DESTINADAS A LA FABRICACION DE CAJAS DE CUATRO PUNTOS DE PEGADO., del 1 de Enero de 1999, de ALMIRALL CARNE, JUAN: MECANISMO PARA PLEGAR PLACAS DE CARTON DESTINADAS A LA FABRICACION DE CAJAS DE CUATRO PUNTOS DE PEGADO. COMPRENDE DOS TAMBORES SEPARADOS (21, […]
PLEGADORA, del 1 de Julio de 1992, de WILHELM BAHMULLER MASCHINENBAU-PRAZISIONSWERKZEUGE GMBH: UNA PLEGADORA PARA FORMACION DE CORTTES DE CAJAS PLEGADAS EN TUBOS FLEXIBLES DE CAJAS PLEGABLES, CONTIENE UN ARMAZON EN EL QUE SE COLOCAN MEDIOS DE CONDUCCION E […]