CUADERNA DE FUSELAJE DE AERONAVE EN MATERIAL COMPUESTO CON ALMA ESTABILIZADA.
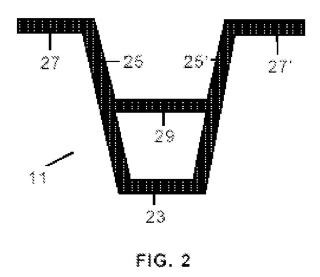
Cuaderna (9) de fuselaje de aeronave en material compuesto con alma estabilizada cuya sección transversal (11) en al menos un primer sector (31) en forma de omega está formada por una cabeza (23),
dos almas (25, 25'), dos pies (27, 27') con un elemento rigidizador (29) entre las dos almas (25, 25'). La invención también se refiere a un procedimiento de fabricación del primer sector (31) comprendiendo pasos para: a) proporcionar un elemento exterior (41) con una sección transversal en forma de omega formada por una cabeza (43), dos almas (45, 45') y dos pies (47, 47') y un elemento interior (51) con sección en forma de omega formada por una cabeza (53), dos almas (55, 55') y dos pies (57, 57'), con sus respectivas almas (45, 55; 45', 45') y pies (47, 57; 47', 57') orientados paralelamente; b) unir el elemento interior (51) al elemento exterior(41).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200931307.
Solicitante: AIRBUS OPERATIONS, S.L.
Nacionalidad solicitante: España.
Inventor/es: AREVALO RODRIGUEZ,ELENA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29D99/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Materia no prevista en otros grupos de esta subclase.
- B29L31/30 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › B29L 31/00 Otros objetos particulares. › Vehículos, p. ej. barcos o aviones o partes constitutivas de los mismos.
- B64C1/06 B […] › B64 AERONAVES; AVIACION; ASTRONAUTICA. › B64C AEROPLANOS; HELICOPTEROS (vehículos de colchón de aire B60V). › B64C 1/00 Fuselajes; Características estructurales comunes a fuselajes, alas, superficies estabilizadoras o similares (características aerodinámicas comunes a fuselajes, alas, superficies estabilizadoras o similares B64C 23/00; instalaciones de la cabina de vuelo B64D). › Cuadernas; Larguerillos; Largueros.
Fragmento de la descripción:
3 O
En un segundo aspecto, esos y otros objetos se consiguen mediante un procedimiento de fabricación de una cuaderna según el cual la fabricación del sector mencionado con forma de omega y un elemento rigidizador interior comprende pasos para:
- Proporcionar un elemento exterior cuya sección transversal es una sección cerrada en forma de omega formada por una cabeza, dos almas y dos pies y un elemento interior con sección cerrada en forma de omega formada por una cabeza, dos almas y dos pies, con sus respectivas almas y pies orientados paralelamente a los del elemento exterior.
- Unir el elemento interior al elemento exterior.
En una realización preferente también se proporciona un elemento de refuerzo para cerrar las esquinas entre el elemento interior y el elemento exterior. Se facilita con ello la fabricación de la cuaderna evitando discontinuidades en las esquinas entre el elemento interior y el elemento exterior y posibles comienzos de despegados, consiguiendo un mejor comportamiento estructural del conjunto.
En otra realización preferente, el procedimiento de fabricación del sector de la cuaderna configurado con un elemento exterior y un elemento interior comprende los siguientes pasos:
Fabricación y curado de la preforma del elemento interior preferentemente mediante un procedimiento RTM (también es factible hacerlo con material preimpregnado utilizando un utillaje adecuado) .
- Fabricación de la preforma del elemento exterior, preferentemente mediante un procedimiento de "hot forming" de material preimpregnado.
- Co-pegado de dichas preformas en un ciclo de curado en autoclave.
En otra realización preferente, el procedimiento de fabricación del sector de la cuaderna configurado con un elemento exterior y un elemento interior comprende los siguientes pasos:
- Fabricación y curado de la preforma del elemento exterior preferentemente mediante un procedimiento RTM (también es factible hacerlo con material preimpregnado utilizando un utillaje adecuado) . - Fabricación de la preforma del elemento interior, preferentemente mediante un procedimiento de "hot forming" de material preimpregnado. - Co-pegado de dichas preformas en un ciclo de curado en autoclave. Se consigue con ello, en ambos casos, un procedimiento muy eficiente 5 para la fabricación de la cuaderna ya que se consigue, por una parte, una gran precisión dimensional en la fabricación de los elementos mediante RTM, lo que supone una ventaja importante particularmente en el caso de las cuadernas de carga en las que el elemento interior y el exterior tiene dimensiones diferentes en distintas zonas y, por otra parte, es un procedimiento eficiente para la 10 fabricación de sectores de la cuaderna con altas sol icitaciones de carga pues mejora las características mecánicas al tener el material preimpregnado mejores propiedades mecánicas que el material de RTM. En otra realización preferente, el procedimiento de fabricación del sector de la cuaderna configurado con un elemento exterior y un elemento interior 15 comprende los siguientes pasos: - Fabricación de preformas de los elementos interior y exterior con material preimpregnado. - Co-curado de dichas preformas en un ciclo de curado en autoclave. Se consigue con ello un procedimiento eficiente para la fabricación de 2 O sectores de la cuaderna con altas solicitaciones de carga y sin variaciones dimensionales importantes. En otra realización preferente, el procedimiento de fabricación del sector de la cuaderna configurado con un elemento exterior y un elemento interior comprende los siguientes pasos: 25 - Fabricación de preformas secas de los elementos interior y exterior. - Co-curado de dichas preformas mediante un proceso de RTM. Se consigue con ello un procedimiento eficiente para la fabricación de sectores de la cuaderna con solicitaciones de carga medias y con variaciones dimensionales importantes. En otra realización preferente, el procedimiento de fabricación del sector de la cuaderna configurado con un elemento exterior y un elemento interior comprende los siguientes pasos: - Fabricación y curado por separado de los elementos interior y exterior. 5 - Unión de dichos elementos mediante adhesivos. Se consigue con ello un procedimiento eficiente para la fabricación de sectores de la cuaderna sometidos a menores requerimientos de carga. En otra realización preferente, el procedimiento de fabricación del sector de la cuaderna configurado con un elemento exterior y un elemento interior 10 comprende los siguientes pasos: - Fabricación y curado por separado de los elementos interior y exterior. - Unión de dichos elementos mediante remaches. Se consigue con ello un procedimiento eficiente para la fabricación de sectores de la cuaderna sometidos a menores requerimientos de carga. 15 Otras características y ventajas de la presente invención se desprenderán de la descripción detallada que sigue de una realización ilustrativa del objeto de la invención con relación a las figuras adjuntas. BREVE DESCRIPCiÓN DE LAS FIGURAS 20 La Figura 1 muestra la solución convencional de estabilización del alma de una cuaderna realizada en material compuesto con sección en forma de omega. La Figura 2 muestra una sección transversal de una cuaderna según la 25 presente invención....
Reivindicaciones:
1. Cuaderna (9) para el fuselaje de una aeronave realizada en material compuesto, caracterizada porque al menos en un primer sector (31) de la misma su sección transversal (11) es una sección cerrada en forma de omega formada por una cabeza (23) , dos almas (25, 25') , dos pies (27, 27') con un elemento rigidizador (29) entre las dos almas (25, 25') .
2. Cuaderna (9) según la reivindicación 1, caracterizada porque el espesor de las almas (25, 25') es menor en el tramo situado entre el elemento rigidizador (29) y la cabeza (23) que en el tramo situado entre el elemento rigidizador (29) y los pies (27, 27') .
3. Cuaderna (9) según cualquiera de las reivindicaciones 1-2, 15 caracterizada porque dicho primer sector (31) se extiende a toda su longitud.
4. Cuaderna (9) según cualquiera de las reivindicaciones 1-2, caracterizada porque además del primer sector (31) comprende un segundo sector (33) en la zona prevista para la recepción de cargas externas, cuya 2 O sección transversal es una sección cerrada.
5. Cuaderna (9) según la reivindicación 4, caracterizada porque en dicho segundo sector (33) tiene una sección transversal (13) en forma de TI.
2.
6. Cuaderna (9) según la reivindicación 4, caracterizada porque en dicho segundo sector (33) tiene una sección transversal (15) en forma de omega.
7. Cuaderna (9) según cualquiera de las reivindicaciones 1-2, caracterizada porque además del primer sector (31) , comprende un tercer 3 O sector (35) que tiene una sección transversal (15) en forma de omega.
5 10 8. Procedimiento de fabricación de una cuaderna (9) según cualquiera de las reivindicaciones 1-7, caracterizado porque la fabricación del primer sector (31) comprende pasos para: a) proporcionar un elemento exterior (41) cuya sección transversal es una sección cerrada en forma de omega formada por una cabeza (43) , dos almas (45, 45') Y dos pies (47, 47') Y un elemento interior (51) con sección cerrada en forma de omega formada por una cabeza (53) , dos almas (55, 55') Y dos pies (57, 57') , con sus respectivas almas (45, 55; 45', 45') Y pies (47, 57; 47', 57') orientados paralelamente; b) unir el elemento interior (51) al elemento exterior (41) . 15 9.Procedimiento de fabricación de una cuaderna (9) según la reivindicación 8, caracterizado porque también se proporciona un elemento de refuerzo (61) para cerrar las esquinas entre el elemento interior (51) Y el elemento exterior (41) . 2 O 10.Procedimiento de fabricación de una cuaderna (9) según la reivindicación 8, caracterizado porque la fabricación del primer sector (31) comprende los siguientes pasos: a) fabricación y curado de la preforma (51') del elemento interior (51) ; b) fabricación de la preforma (41') del elemento exterior (41) ; c) co-pegado de dichas preformas (41', 51') en un ciclo de curado en autoclave. 25 11.Procedimiento de fabricación de una cuaderna (9) según la reivindicación 10, caracterizado porque la etapa a) se lleva a cabo mediante un procedimiento de RTM. 3 O 12. Procedimiento de fabricación de una cuaderna (9) según cualquiera de las reivindicaciones 10-11, caracterizado porque la etapa b) se lleva a cabo con material preimpregnado mediante un procedimiento de "hot forming". 5 13.Procedimiento de fabricación de una cuaderna (9) según la reivindicación 8, caracterizado porque la fabricación del primer sector (31) comprende los siguientes pasos: a) fabricación de la preforma (51 ') del elemento interior (51) ; b) fabricación y curado de la preforma (41 ') del elemento exterior (41) ; c) co-pegado de dichas preformas (41', 51 ') en un ciclo de curado en autoclave. 10 14.Procedimiento de fabricación de una cuaderna (9) según la reivindicación 13, caracterizado porque la etapa a) se lleva a cabo con material preimpregnado mediante un procedimiento de "hot forming". 15 15. Procedimiento de fabricación de una cuaderna (9) según cualquiera de las reivindicaciones 13-14, caracterizado porque la etapa b) se lleva a cabo mediante un procedimiento de RTM. 2 O 25 16.Procedimiento de fabricación de una cuaderna (9) según la reivindicación 8, caracterizado porque la fabricación del primer sector (31) comprende los siguientes pasos: a) fabricación de una preforma (51 ') del elemento interior (51) en material preimpregnado; b) fabricación de una preforma (41 ') del elemento exterior (41) en material preimpregnado; c) co-curado de dichas preformas (41', 51 ') en un ciclo de curado en autoclave. 3 O 17.Procedimiento de fabricación de una cuaderna (9) según la reivindicación 8, caracterizado porque la fabricación del primer sector (31) comprende los siguientes pasos: a) fabricación de una preforma seca (51 ') del elemento interior (51) ; b) fabricación de una preforma seca (41 ') del elemento exterior (41) ;c) co-curado de dichas preformas (41', 51 ') mediante un proceso de RTM.
18. Procedimiento de fabricación de una cuaderna (9) según la 5 reivindicación 8, caracterizado porque la fabricación del primer sector (31)
comprende los siguientes pasos: a) fabricación y curado del elemento interior (51) ; b) fabricación y curado del elemento exterior (41) ; c) unión del elemento interior (51) Y el elemento exterior (41) mediante adhesivos.
19. Procedimiento de fabricación de una cuaderna (9) según la reivindicación 8, caracterizado porque la fabricación del primer sector (31) comprende los siguientes pasos:
a) fabricación y curado del elemento interior (51) ; b) fabricación y curado del elemento exterior (41) ; c) unión del elemento interior (51) Y el elemento exterior (41) mediante remaches.
Patentes similares o relacionadas:
Vehículo aéreo no tripulado, del 24 de Junio de 2020, de Guangzhou Xaircraft Technology Co., Ltd: Vehículo aéreo no tripulado , que comprende: un cuerpo del vehículo aéreo no tripulado, que comprende un fuselaje y un dispositivo de almacenamiento de artículos […]
Dispositivo hipersustentador, del 17 de Junio de 2020, de Asco Industries NV: Un dispositivo hipersustentador que comprende - un cuerpo en forma de superficie de sustentación que tiene un borde delantero (LE) […]
Estructura compuesta para una aeronave y procedimiento de fabricación de la misma, del 17 de Junio de 2020, de AIRBUS OPERATIONS, S.L: Estructura compuesta para una aeronave que comprende un panel de revestimiento y al menos un larguerillo unido al panel de revestimiento , teniendo el larguerillo […]
Sistemas y métodos para bastidores compuestos integrados de aeronave, del 10 de Junio de 2020, de THE BOEING COMPANY: Aeronave, que comprende: un fuselaje que comprende al menos una viga de bastidor compuesto de alma de altura variable en la que la viga de bastidor […]
Material de compuesto reforzado con fibra, del 6 de Mayo de 2020, de KABUSHIKI KAISHA TOYOTA JIDOSHOKKI: Un material de compuesto reforzado con fibra construido al impregnar una capa de paquete de fibras laminada formada al laminar una pluralidad de capas […]
Textiles compuestos, que incluyen filamentos extendidos, del 15 de Abril de 2020, de THE BOEING COMPANY: Un artículo que comprende un textil multidireccional de primeras estopas de fibra de refuerzo que se extienden en una primera dirección y segundas […]
Método para fabricar estructuras huecas de refuerzo que se cortan entre sí, del 15 de Abril de 2020, de Leonardo S.p.A: Método para fabricar paneles o aeroestructuras (P) asociados con una pluralidad de estructuras huecas de refuerzo en el que al menos dos de dichas estructuras […]
Intersección de larguero y bastidor de un fuselaje de un avión, del 1 de Abril de 2020, de THE BOEING COMPANY: Larguero para una carrocería de un vehículo móvil , comprendiendo el larguero: una primera ánima , alargada en una primera dirección […]