CONTROL DE LA SECCIÓN TRANSVERSAL DE UN PRODUCTO LAMINADO CALIENTE BAJO ALTERACIONES LOCALIZADAS DE TEMPERATURA.
Un método de laminado de un lingote soldado continuo (B) que tiene ensambladuras de soldadura (13) en sucesivas ubicaciones a largo del lingote y en el que el lingote soldado continuo avanza a través de pares de rollos (20,
21) de sucesivos soportes de rollo, caracterizado por:
ajustar las condiciones de laminado en dos soportes sucesivos (n, n+1) después de que una ensambladura soldada (13) de un lingote soldado continuo (B) haya pasado sobre el rollo (n) y esté entre los dos soportes (n, n+1) para producir compresión en dicha ensambladura de soldadura (13) y un aumento del área en sección transversal en dicha ensambladura soldada.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2004/004396.
Dirección: APT. 8, 3 ROBINSON ROAD HONG KONG SAR CHINA.
Inventor/es: PONG, DAVID TENG, MAYLOR,Thomas,George, RAFTSJO,Erik,Mats.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Octubre de 2004.
Clasificación PCT:
B21B1/02TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas. › para laminar piezas gruesas, p. ej. lingotes, tochos, paquetes cuya sección transversal es indiferente.
B21B15/00B21B […] › Sistemas que permiten efectuar operaciones auxiliares para el trabajo de los metales, especialmente combinados, dispuestos o adaptados para ser asociados a los laminadores.
B21B37/46B21B […] › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › Control de la velocidad del cilindro o de la tracción del motor (B21B 37/52, B21B 37/60 tienen prioridad).
B21B37/48B21B 37/00 […] › Control de la tensión; Control de la compresión.
B21B37/52B21B 37/00 […] › mediante el control de la tracción del motor.
B21B37/78B21B 37/00 […] › Control de la laminación de tubos.
Clasificación antigua:
B21B3/12
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
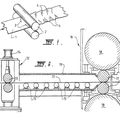
Control de la sección transversal de un producto laminado caliente bajo alteraciones localizadas de temperatura La invención se refiere a un método de control del laminado de un lingote soldado continuo que tiene ensambladuras de soldadura en sucesivas localizaciones a lo largo del lingote. El control y el funcionamiento del fresado tradicional han sido aceptables para el laminado de lingotes sencillos, pero con la llegada de la nueva tecnología de lingotes continuamente soldados, hay que volver a enseñar estrategias y operaciones de control para obtener los beneficios totales del proceso. Estos beneficios incluyen un mayor rendimiento y productividad, adoquines reducidos y tolerancias más consistentes. Sin embargo, el proceso de soldadura eleva la temperatura de la ensambladura por encima del resto del lingote y produce una pequeña región que es más suave y menos resistente a las fuerzas del laminado. Esta alta temperatura puede producir un excesivo cambio dimensional en la ensambladura soldada fuera de la tolerancia especificada para el producto y es inaceptable. El comportamiento del material laminado a lo largo de un paso del rollo en laminación en caliente está determinado por muchos factores. El más variable de estos factores es la temperatura del material. El material con temperatura más alta tiene tendencia a alargarse durante el laminado mientras que el material más frío se expandirá más. El cambio en el alargamiento y expansión da como resultado una variación en la velocidad de salida del producto. En laminadoras continuas, el material puede estar presente en muchos pares de rollos al mismo tiempo y las relativas velocidades de los pares de rollos deben equilibrarse para evitar tanto la acumulación de material entre soportes de los pares del rollo como la tensión en el material. En los llamados soportes del desbaste, el control automático de tensión se establece solamente sobre las condiciones en la cabeza del lingote. Cualquier desviación de temperatura entre la cabeza del lingote y el resto del lingote dará como resultado una incorrecta posición de velocidad. Una cabeza fría puede dar como resultado una acumulación de material entre los soportes y una cabeza caliente en tensión en el material. La acumulación de material entre soportes es una condición inestable y peligrosa y los operarios normalmente establecen las velocidades relativas para evitar esta condición y de este modo realizan el laminado en los soportes del desbaste. Es esta tensión la que es la causa del cambio dimensional en la ensambladura soldada. El control puede aplicarse continuamente para el material de sección transversal pequeña mediante el uso de bobinas en los soportes intermedios y finales. Las bobinas controlan las velocidades relativas del rollo en los soportes midiendo el desplazamiento de una curva del material formado entre los soportes adyacentes. Una curva ascendente incrementa el diferencial de velocidad, y una curva descendente disminuye el diferencial ajustando el soporte corriente arriba. El efecto transitorio de la ensambladura de soldadura es elevar brevemente la altura de la curva pero solamente después de que la soldadura haya pasado el soporte. El control de velocidad se aplica de este modo a la parte equivocada del material. Es un objeto de esta invención proporcionar un método para eliminar la tensión en la parte soldada del material y además inducir la compresión en el lingote para corregir la variación dimensional creada corriente arriba y corriente abajo de los soportes. De acuerdo con la invención, la velocidad de los rodillos en los soportes de los rodillos se ajusta en respuesta a la presencia de una ensambladura de soldadura en el lingote para producir compresión en el lingote en la ensambladura de soldadura corriente abajo de los rodillos y corriente arriba del siguiente soporte corriente abajo para producir compresión en el lingote en la ensambladura de soldadura y acumulación de material en el mismo. El método de la invención sigue la trayectoria de la soldadura a lo largo de los soportes del desbaste y aplica el control de compresión del material en niveles y periodos de tiempo variables para adaptar el material y las condiciones de soldadura y la actuación se controla corriente abajo usando instrumentos adecuados de medición. La invención también puede aplicarse a otras alteraciones transitorias detectables en el material laminado. Breve descripción de las figuras de los dibujos La Figura 1 ilustra de manera diagramática el aparato para laminar un lingote a través de sucesivos soportes de una laminadora. La Figura 2A es una ilustración diagramática de laminado de un lingote con una ensambladura soldada entre sucesivos soportes de acuerdo con la técnica conocida. La Figura 2B es similar a la Figura 2A mostrando el efecto del método de la invención. 2 En referencia a la Fig. 1 del dibujo, en ella se ve una laminadora 1 que tiene una sucesión de soportes 2 para laminar un lingote B. Cada uno de los soportes 2 incluye rollos 3 que actúan sobre el lingote para producir un producto laminado final. La velocidad de los rollos 3 en cada soporte está controlada por un respectivo dispositivo de control de velocidad 4 bajo el control de un ordenador 5. De acuerdo con la invención, el lingote es un lingote soldado continuo y se sigue la trayectoria de las soldaduras en el lingote mediante información proporcionada por un sensor 6 asociado con una soldadora (no mostrada) que produce las soldaduras. Un ajustador de rastreo 7 está conectado al ordenador 5 para proporcionar un ajuste de velocidad de los rollos en los soportes para eliminar las irregularidades producidas en el lingote en las soldaduras. El tamaño del lingote cuando sale del último soporte 2 mostrado en la Fig. 1 se mide y muestra en la pantalla 8 y la información del tamaño se introduce en el ordenador 5. Los sistemas existentes de control de laminadora usan un método de control de retroalimentación para ajustar las velocidades de la laminadora para corregir los errores medidos en variables para reflejar el grado de tensión o desajuste entre las velocidades del soporte. Las medidas se toman después del proceso de laminado y los ajustes se aplican a todo el material siguiente. La detección de errores se hace sobre el material después de que el material haya pasado a través del soporte en una distancia igual a o entre la mitad y la distancia completa al siguiente soporte corriente abajo. Cualquier error transitorio en menos de la mitad de la distancia entre los soportes no se corregirá y podría inducir cambios desfavorables en la velocidad en el material siguiente. El sistema existente de control de laminadora no puede responder al nuevo proceso de soldadura de lingote en el que se desarrollan puntos calientes de una duración de segundo. Se previó que la identificación y el seguimiento de un error transitorio conocido en el soporte del rollo permitirían hacer el ajuste apropiado para corregir el error transitorio solo mientras no se altera el resto del material laminado. Las medidas muestran que el error transitorio inducido por la alta temperatura en la soldadura fue consistente para cada sistema de laminado y el error dimensional fue evidente desde los soportes del desbaste hacia delante a lo largo del proceso de laminado hasta el producto final. La invención está basada en la aplicación de compresión al material durante el laminado para liberar la tensión que causa un tamaño reducido y para inducir un aumento de tamaño desde la compresión para enviar material demasiado grande a los soportes corriente abajo. La Fig. 2A muestra una disposición típica de acuerdo con la técnica anterior cuando un lingote 10 avanza entre los soportes 11 y 12 cuando el lingote tiene una ensambladura de soldadura 13. Bajo condiciones normales de control de velocidad, debido a la temperatura más alta en la ensambladura de soldadura 13 la tensión producida en el lingote entre los soportes 11 y 12 producirá un estrechamiento o un tamaño reducido del lingote en la ensambladura de soldadura 13. Esto lleva a cambios dimensionales en el lingote y la ensambladura soldada después del laminado que están fuera de la tolerancia especificada para el producto y hace que el producto sea inaceptable. En referencia a la Fig. 2B, los rollos 20 y 21 de los soportes 11 y 12 están regulados por el ordenador 5 para superponer un cambio de velocidad en los rollos con el fin de producir una compresión en el lingote en la zona entre los soportes 11 y 12 y de este modo producir una acumulación de material en la ensambladura de soldadura 13. Superponiendo el control de velocidad sobre los rollos no solamente se elimina la tensión en la ensambladura de soldadura sino que también el aumento en la dimensión en la ensambladura de soldadura prepara al material para el siguiente laminado en los soportes corriente... [Seguir leyendo]
Reivindicaciones:
1. Un método de laminado de un lingote soldado continuo (B) que tiene ensambladuras de soldadura (13) en sucesivas ubicaciones a largo del lingote y en el que el lingote soldado continuo avanza a través de pares de rollos (20, 21) de sucesivos soportes de rollo, caracterizado por: ajustar las condiciones de laminado en dos soportes sucesivos (n, n+1) después de que una ensambladura soldada (13) de un lingote soldado continuo (B) haya pasado sobre el rollo (n) y esté entre los dos soportes (n, n+1) para producir compresión en dicha ensambladura de soldadura (13) y un aumento del área en sección transversal en dicha ensambladura soldada. 2. El método de la reivindicación 1, caracterizado porque las condiciones de laminado se ajustan por la velocidad creciente del rollo (20, 21) de dicho soporte (n). 3. El método de una cualquiera de las reivindicaciones 1-2, caracterizado por controlar las velocidades del rollo de cada soporte de rollo por un respectivo controlador de velocidad (4) y conectar todos los controladores de velocidad mencionados a un ordenador de control (5) para regular la velocidad del rollo en los soportes. 4. El método de la reivindicación 3, caracterizado porque el ordenador de control (5) recibe la información de seguimiento de las soldaduras de medios de soldadura y produce la salida para el control de la velocidad del rollo en base al seguimiento de las soldaduras. 5. El método de la reivindicación 4, caracterizado por exponer el tamaño del lingote (8) y proporcionar el tamaño del lingote al ordenador de control. 6. El método de una cualquiera de las reivindicaciones 2-4 caracterizador por aumentar la velocidad del par de rollos del otro (n+1) de los dos rollos en una cantidad inferior a la de la mayor velocidad de dicha soporte (n). 7. El método de la reivindicación 6, caracterizado porque la mayor velocidad en los soportes del rollo disminuye a medida que el lingote avanza a través de los soportes del rollo corriente abajo. 8. El método de la reivindicación 1 caracterizado por: ajustar de la velocidad de los rollos (20, 21) en un soporte de rollo en respuesta a la presencia de una ensambladura de soldadura (13) en el lingote para producir la compresión en el lingote en la ensambladura de soldadura (13) corriente abajo del soporte del rollo (n) y corriente arriba del siguiente soporte del rollo corriente abajo (n+1), produciendo de este modo una acumulación de material en dicha ensambladura de soldadura entre los soportes. 9. El método de la reivindicación 8, caracterizador por controlar la velocidad de los rollo en los soportes de los rollos por un ordenador de control (5), y proporcionar información a dicho ordenador en lo referente a la situación de ensambladuras de soldadura y efectuar el ajuste de la velocidad de los rollos en un soporte de rollo cuando una ensambladura de soldadura está corriente abajo de un soporte y corriente arriba del siguiente soporte sucesivo. 10. El método de la reivindicación 9, caracterizado porque en ausencia de una ensambladura de soldadura, el ordenador regula la velocidad de los rollos para producir un lingote laminado (B) y cuando se detecta una ensambladura de soldadura, el ordenador provoca un aumento de la velocidad de los rollos sobre el soporte (n) corriente arriba de la ensambladura de soldadura para producir compresión en la ensambladura de soldadura antes de que la ensambladura de soldadura alcance el siguiente soporte del rollo corriente abajo (n+1). 11. El método de una cualquiera de las reivindicaciones 8-10, caracterizado porque se detecta la presencia de una ensambladura de soldadura en base a la información de seguimiento (6) de una soldadora, y en el que el aumento de la velocidad de los rollos disminuye en los soportes del rollo corriente abajo y finalmente se elimina gradualmente. 12. El método de acuerdo con una cualquiera de las reivindicaciones 1-11 en el que el lingote soldado continuo está laminado y caliente y las ensambladuras de soldadura están a una temperatura más alta que el resto del lingote que se está laminando. 7 8 9
Patentes similares o relacionadas:
Amortiguación de proceso de vibración de laminador de tercera octava autoexcitable, del 4 de Diciembre de 2019, de NOVELIS, INC.: Sistema que comprende:
un ajustador de tensión que puede colocarse proximal a una entrada de una caja de laminador para ajustar […]
Control robusto de tensión de banda, del 27 de Marzo de 2019, de Primetals Technologies Germany GmbH: Procedimiento de regulación de tensión para una banda de metal que se lamina en primer lugar en una caja de laminación delantera (2a) de un tren de laminación […]
PROCEDIMIENTO Y DISPOSITIVO PARA LAMINAR O ABONAR UNA BANDA., del 16 de Mayo de 2006, de BETRIEBSFORSCHUNGSINSTITUT VDEH INSTITUT FUR ANGEWANDTE FORSCHUNG GMBH: Procedimiento para laminar o bobinar una banda con forma de cuña en su sección transversal, con espesor irregular en el ancho de la misma, en la que una zona del borde […]
METODO PARA CONTROLAR EL ESTIRADO DEL MATERIAL LAMINADO., del 1 de Noviembre de 2003, de CENTRO AUTOMATION SPA: SE DESCRIBE UN PROCEDIMIENTO PARA CONTROLAR EL ESTIRADO DEL MATERIAL LAMINADO EN UN SEGMENTO DEL TREN DE LAMINACION, QUE COMPRENDE AL MENOS UN BLOQUE DE SEMIELABORACION […]
METODO Y DISPOSITIVO PARA CONTROLAR EL ESTIRADO DEL PRODUCTO LAMINADO ENTRE LOS CASTILLETES DE LAMINACION., del 16 de Marzo de 2002, de CENTRO AUTOMATION SPA: METODO PARA CONTROLAR ENTRE SOPORTES RODANTES LA EXTRACCION DEL MATERIAL RODADO EN UN SEGMENTO DE UNA LINEA RODANTE, EL SEGMENTO POSIBLEMENTE […]
METODO PARA CONTROLAR, ENTRE LOS CASTILLETES DE LAMINACION, EL ESTIRADO DE UN PRODUCTO LAMINADO, Y DISPOSITIVO CORRESPONDIENTE., del , de CENTRO AUTOMATION SPA: METODO PARA CONTROLAR ENTRE SOPORTES RODANTES LA EXTRACCION DEL MATERIAL RODADO EN UN SEGMENTO DE UNA LINEA RODANTE, EL SEGMENTO […]
LAMINADO EN CALIENTE DE BANDA DELGADA, del 1 de Agosto de 2008, de CASTRIP, LLC: Procedimiento de laminación en caliente de banda de acero delgada producida por colada continua que comprende la alimentación de la banda a través de una […]
SISTEMA Y PROCEDIMIENTO DE CONTROL DE TENSION PARA REDUCIR EL PINZAMIENTO DE LAS EXTREMIDADES ANTERIOR Y POSTERIOR DE UN PRODUCTO LAMINADO EN CALIENTE., del 1 de Abril de 2006, de MORGAN CONSTRUCTION COMPANY: Un procedimiento de laminación continua de un producto de longitud finita en un grupo de cajas de laminadores en un tren de laminación dispuesto […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 LAMINADO EN CALIENTE DE BANDA DELGADA, del 1 de Agosto de 2008, de CASTRIP, LLC: Procedimiento de laminación en caliente de banda de acero delgada producida por colada continua que comprende la alimentación de la banda a través de una […]
LAMINADO EN CALIENTE DE BANDA DELGADA, del 1 de Agosto de 2008, de CASTRIP, LLC: Procedimiento de laminación en caliente de banda de acero delgada producida por colada continua que comprende la alimentación de la banda a través de una […]