Control robusto de tensión de banda.
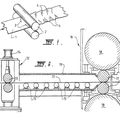
Procedimiento de regulación de tensión para una banda (1) de metal que se lamina en primer lugar en una caja de laminación delantera (2a) de un tren de laminación de varias cajas y después se lamina en una caja de laminación trasera (2b) del tren de laminación de varias cajas;
- detectándose por medio de un elevador (3) de bucles colocado entre la caja de laminación delantera (2a) y la caja de laminación trasera (2b) en la banda (1) de metal una tensión de banda (Z) que impera entre la caja de laminación delantera (2a) y la caja de laminación trasera (2b) en la banda (1) de metal;
- derivándose la tensión de banda (Z) a un primer regulador de tensión (8) que establece un valor de referencia adicional de ajuste (δs*, δF*);
- derivándose la tensión de banda (Z), además, a un segundo regulador de tensión (9) que establece un valor de referencia adicional de velocidad (δv*);
- estableciendo el segundo regulador de tensión (9) como valor de referencia adicional de velocidad (δv*) un valor mayor de 0 cuando la tensión de banda (Z) se sitúa por encima de un límite de tensión de banda superior (Z2), estableciendo como valor de referencia adicional de velocidad (δv*) un valor menor de 0 cuando la tensión de banda (Z) se sitúa por debajo de un límite de tensión de banda inferior (Z1), y haciendo volver el valor de referencia adicional de velocidad (δv*) al valor 0 cuando la tensión de banda (Z) se sitúa entre los límites de tensión de banda inferior y superior (Z1, Z2);
- actuando el valor de referencia adicional de ajuste (δs*, δF*) sobre la caja de laminación trasera (2b) y el valor de referencia adicional de velocidad (δv*) con signo positivo, sobre la caja de laminación delantera (2a) o, con signo negativo, sobre la caja de laminación trasera (2b),
caracterizado
- porque al primer regulador de tensión (8) se deriva adicionalmente una tensión de referencia (Z*) que se sitúa entre los límites de tensión de banda inferior y superior (Z1, Z2);
- porque el primer regulador de tensión (8) establece el valor de referencia adicional de ajuste (δs*, δF*) utilizando una directriz de determinación en función de la divergencia de la tensión de banda (Z) con respecto a la tensión de referencia (Z*) y
- porque la directriz de determinación también permite como valor de referencia adicional de ajuste (δs*, δF*) un valor diferente de 0 cuando la tensión de banda (Z) se sitúa entre los límites de tensión de banda inferior y superior (Z1, Z2).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E16165233.
Solicitante: Primetals Technologies Germany GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Schuhstrasse 60 91052 Erlangen ALEMANIA.
Inventor/es: MAIERHOFER, ANDREAS, DR., GRÜSS,ANSGAR, KOTZIAN,DANIEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B37/48 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › Control de la tensión; Control de la compresión.
PDF original: ES-2732566_T3.pdf
Patentes similares o relacionadas:
Amortiguación de proceso de vibración de laminador de tercera octava autoexcitable, del 4 de Diciembre de 2019, de NOVELIS, INC.: Sistema que comprende: un ajustador de tensión que puede colocarse proximal a una entrada de una caja de laminador para ajustar […]
PROCEDIMIENTO Y DISPOSITIVO PARA LAMINAR O ABONAR UNA BANDA., del 16 de Mayo de 2006, de BETRIEBSFORSCHUNGSINSTITUT VDEH INSTITUT FUR ANGEWANDTE FORSCHUNG GMBH: Procedimiento para laminar o bobinar una banda con forma de cuña en su sección transversal, con espesor irregular en el ancho de la misma, en la que una zona del borde […]
METODO PARA CONTROLAR EL ESTIRADO DEL MATERIAL LAMINADO., del 1 de Noviembre de 2003, de CENTRO AUTOMATION SPA: SE DESCRIBE UN PROCEDIMIENTO PARA CONTROLAR EL ESTIRADO DEL MATERIAL LAMINADO EN UN SEGMENTO DEL TREN DE LAMINACION, QUE COMPRENDE AL MENOS UN BLOQUE DE SEMIELABORACION […]
METODO Y DISPOSITIVO PARA CONTROLAR EL ESTIRADO DEL PRODUCTO LAMINADO ENTRE LOS CASTILLETES DE LAMINACION., del 16 de Marzo de 2002, de CENTRO AUTOMATION SPA: METODO PARA CONTROLAR ENTRE SOPORTES RODANTES LA EXTRACCION DEL MATERIAL RODADO EN UN SEGMENTO DE UNA LINEA RODANTE, EL SEGMENTO POSIBLEMENTE […]
METODO PARA CONTROLAR, ENTRE LOS CASTILLETES DE LAMINACION, EL ESTIRADO DE UN PRODUCTO LAMINADO, Y DISPOSITIVO CORRESPONDIENTE., del , de CENTRO AUTOMATION SPA: METODO PARA CONTROLAR ENTRE SOPORTES RODANTES LA EXTRACCION DEL MATERIAL RODADO EN UN SEGMENTO DE UNA LINEA RODANTE, EL SEGMENTO […]
CONTROL DE LA SECCIÓN TRANSVERSAL DE UN PRODUCTO LAMINADO CALIENTE BAJO ALTERACIONES LOCALIZADAS DE TEMPERATURA, del 23 de Enero de 2012, de PONG, DAVID TENG: Un método de laminado de un lingote soldado continuo (B) que tiene ensambladuras de soldadura en sucesivas ubicaciones a largo del lingote y en […]
 LAMINADO EN CALIENTE DE BANDA DELGADA, del 1 de Agosto de 2008, de CASTRIP, LLC: Procedimiento de laminación en caliente de banda de acero delgada producida por colada continua que comprende la alimentación de la banda a través de una […]
LAMINADO EN CALIENTE DE BANDA DELGADA, del 1 de Agosto de 2008, de CASTRIP, LLC: Procedimiento de laminación en caliente de banda de acero delgada producida por colada continua que comprende la alimentación de la banda a través de una […]