Bloque de insercción para la formación de un campo de ganchos en un objeto moldeado por inyección y objeto moldeado que comprende un campo de ganchos de este tipo.
Objeto moldeado de material termoplástico que comprende un campo de ganchos de cualquier forma que tiene una superficie exterior que forma un plano de base desde la que sobresale al menos un gancho (10) de una pieza con el objeto moldeado,
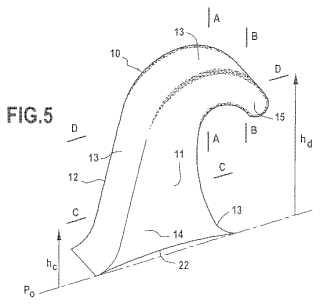
habiéndose formado el objeto moldeado y el al menos un gancho (10) mediante moldeo por inyección, comprendiendo el al menos un gancho (10) una parte (14) de base y una parte (15) de cabeza o de enganche que sobresale de la parte (14) de base, y estando delimitado por superficies laterales primera (10) y segunda (12) que se extienden cada una por la superficie exterior del objeto moldeado estando separadas la una de la otra por una superficie (13) intermedia que forma el canto del al menos un gancho (10), caracterizado porque los tramos (20, 21) de curva, definidos por las intersecciones de las superficies (11, 12) laterales primera y/o segunda con los planos que son paralelos al plano de base (Po) y que están a distancias h dadas de ese plano de base (Po), tienen curvaturas respectivas que varían en función de la distancia h, siendo la curvatura (22, 23) del tramo de curva para h=0, confundiéndose el plano de base y dicho plano paralelo, superior a la curvatura de al menos un tramo (24, 25) de curva para una distancia h correspondiente sensiblemente a un nivel de la cabeza (15) del al menos un gancho (10).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08290857.
Solicitante: APLIX.
Nacionalidad solicitante: Francia.
Dirección: 19, AVENUE DE MESSINE 75008 PARIS FRANCIA.
Inventor/es: Mahe,Antony, Sachee,Quresh.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A44B18/00 NECESIDADES CORRIENTES DE LA VIDA. › A44 MERCERIA; JOYERIA. › A44B BOTONES, ALFILERES, HEBILLAS, CIERRES DE CORREDERA O DE CURSOR O SIMILARES (cierres adaptados especialmente al calzado A43C). › Cierres del tipo de elementos de enganche por contacto; Fabricación de tales cierres.
- B23K20/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › por medio de una prensa.
- B23P15/24 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de matrices (B21C 3/18, B21C 25/10, B21D 37/20 tienen prioridad).
- B29C33/10 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › con medios de ventilación incorporados.
- B29C33/38 B29C 33/00 […] › caracterizados por el material o el procedimiento de fabricación (B29C 33/44 tiene prioridad).
- B29C33/42 B29C 33/00 […] › caracterizados por la forma de la superficie del moldeo, p. ej. de nervios o de ranuras.
- B29C45/26 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Moldes.
- B29C45/34 B29C 45/00 […] › teniendo medios de ventilación.
- B29D99/00 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Materia no prevista en otros grupos de esta subclase.
PDF original: ES-2379232_T3.pdf
Fragmento de la descripción:
Bloque de inserción para la formación de un campo de ganchos en un objeto moldeado por inyección y objeto moldeado que comprende un campo de ganchos de este tipo
Sector de la técnica
La presente invención se refiere a un bloque de inserción de moldeo destinado a colocarse en un molde de formación de un objeto moldeado, estando el bloque destinado a formar un campo de ganchos de una pieza con el objeto moldeado. La presente invención se refiere también a un objeto moldeado que comprende un campo de ganchos a partir de una pieza del objeto moldeado.
Cuando se moldea un objeto de cualquier forma, concretamente por inyección y se desea dotarlo de un campo de ganchos que permitirá fijarlo, por ejemplo por medio de bucles de un tejido u otros ganchos que actuarán conjuntamente con el campo de ganchos, se realiza previamente un bloque de inserción destinado a insertarse en el molde de fabricación del objeto moldeado, comprendiendo este bloque de inserción por lo general un campo de cavidades que desembocan en su superficie superior y que tienen una forma complementaria de la de los ganchos del campo de ganchos que va a formarse. Este bloque de inserción se dispone a continuación en el molde en el que va a formarse mediante moldeo el objeto moldeado, formándose así los ganchos al mismo tiempo que el objeto moldeado y de una pieza con el mismo.
Estado de la técnica
Los bloques de inserción conocidos en la actualidad están constituidos por placas apiladas unas contra otras y sobre el campo o borde superior de algunas de ellas se realizan mediante mecanizado, por ejemplo mediante electroerosión, ataque láser, grabado químico, o análogo, rebajes de forma complementaria a la de los ganchos. Las placas apiladas están constituidas, por lo general, por dos tipos de placas, a saber placas cuyos campos comprenden rebajes y placas sin rebaje, disponiéndose estas últimas entre dos placas con rebajes para así formar las cavidades, estando constituida cada cavidad por un rebaje y paredes laterales de las placas contiguas sin rebaje. No obstante, también pueden apilarse placas que tengan todas rebajes en su campo, desplazando los rebajes formados en dos placas sucesivas de modo que la parte de una placa entre dos de sus rebajes sucesivos constituya una pared lateral de las cavidades de las placas contiguas.
Una vez apiladas las placas unas sobre otras, éstas se presionan unas contra otras mediante sistemas con mordazas y/o se sueldan en sus periferias para mantenerlas unas contra otras, siendo también posible una combinación de estos dos procedimientos. Un procedimiento de este tipo se describe en el documento US-A5656226.
Estos bloques de inserción de la técnica anterior presentan numerosos inconvenientes:
cuando se han colocado en el molde de formación del objeto moldeado en el que están destinados a permitir añadir el campo de ganchos, puede suceder que las placas apretadas unas contra otras o soldadas en sus extremos unas contra otras, por el efecto de la presión de inyección del material termoplástico, se separen ligeramente unas de otras para dejar pasar material termoplástico entre dos placas sucesivas. A la salida del molde, el campo de ganchos formado en el objeto moldeado presenta entonces un rebaba constituida por una especie de pared en ocasiones de mayor altura que los ganchos y que se extiende sensiblemente por toda una anchura del campo de ganchos, rebaba que puede hacer inutilizable o por lo menos no conforma el campo de ganchos para una fijación, por ejemplo en otro campo de ganchos o en bucles de un tejido. Esto también hace inutilizable el objeto moldeado en su conjunto que debe descartarse. Además, conviene reparar a continuación el bloque de inserción, es decir detener el proceso de fabricación del objeto moldeado, y hacer que las placas que constituyen el bloque de inserción estén mejor apretadas unas contra otras. Esto, evidentemente, conlleva costes en cuanto a tiempo, personal y productividad.
Por otra parte, resulta difícil con estos bloques insertados de la técnica anterior, debido a la necesidad de apretar y mantener las placas unas contra otras, realizar inserciones de grosor reducido, por ejemplo inferior a 10 mm.
Además, las inserciones actuales requieren un dispositivo para mantener apretadas entre sí las placas, de modo que la instalación en el molde de la inserción y de este dispositivo de mantenimiento/apriete requiere mucho espacio, lo que conlleva en particular una ocupación de superficie muy superior a la superficie efectivamente ocupada por el campo de ganchos formados por la inserción.
En el documento "Laser Cut Sheet Laminated forming dies by diffusion bonding", se describe formar moldes añadiendo láminas estratificadas entre sí soldándolas por difusión.
Objeto de la invención
La invención pretende superar los inconvenientes de la técnica anterior proponiendo un bloque de inserción del tipo mencionado anteriormente que permite evitar por completo o al menos en gran medida la aparición de rebabas en el campo de ganchos tras el moldeo por inyección. Por otra parte, también es posible obtener inserciones muy delgadas, que tienen una superficie sensiblemente igual a la de la zona de ganchos en el objeto moldeado.
Según la invención, un bloque de inserción es tal como se define en la reivindicación 10.
Al fijar las placas unas contra otras mediante este procedimiento, que es un procedimiento de unión de piezas para formar una pieza maciza, que no tiene necesidad de una interfase líquida, como en la soldadura fuerte, y que no produce unión porosa por fusión y resolidificación, como en la soldadura clásica por fusión, se obtiene un bloque de inserción particularmente resistente a la presión de inyección, y como ya no hay superficie de contacto entre las placas, ya no es posible que el material termoplástico se infiltre en la misma para crear una rebaba, ya que las placas ya no pueden separarse unas de otras, al estar soldadas por difusión.
Al prever así un canal de aireación, se da la posibilidad de que el aire empujado al fondo de la cavidad por el material termoplástico inyectado en la cavidad se escape por el fondo de ésta. El material termoplástico tiene menos tendencia a infiltrarse entre las placas y formar rebabas, para una fuerza de apriete igual.
Preferiblemente, el al menos un canal está realizado de manera que se comunica con la parte destinada a formar la cabeza de los ganchos de la cavidad.
Según un modo de realización preferido de la invención, el canal o los canales de aireación presentan una sección transversal en escalón, constituida por una primera parte de sección pequeña y por una segunda parte de sección más grande que la sección pequeña, estando destinada la sección pequeña a realizar la comunicación con la parte de cabeza de la cavidad de forma complementaria de los ganchos, de modo que puede pasar aire al interior de esta sección pero no material termoplástico, y la sección de dimensión grande permite una evacuación rápida del aire que pasa de la sección pequeña al interior de la sección grande, que está a su vez en contacto con el exterior.
Según otro modo de realización preferido de la invención, la sección transversal del o de los canales está ensanchada, partiendo de una dimensión pequeña por la que puede pasar aire pero no material termoplástico inyectado, para alcanzar una dimensión grande que permite una evacuación rápida del aire.
Según un modo de realización preferido, el al menos un rebaje auxiliar está realizado en la al menos una primera placa.
Preferiblemente, las segundas placas son placas sin rebaje.
Según un modo de realización posible, las segundas placas comprenden en su borde al menos un rebaje de segunda placa, y cuando las segundas placas se disponen contra la al menos una primera placa, la cavidad de segunda placa se desplaza con respecto a la cavidad de la primera placa, de modo que la primera placa constituye una pared para la cavidad de segunda placa y las segundas placas constituyen, cada una, una pared para la cavidad de la primera placa.
Preferiblemente, el diámetro de la sección equivalente de la abertura de comunicación entre la cavidad y el canal de aireación es inferior a 50 micrómetros, preferiblemente comprendido entre 10 micrómetros y 40 micrómetros.
La soldadura por difusión de al menos dos placas consiste en ensamblar las placas unas contra otras fuertemente manteniéndolas... [Seguir leyendo]
Reivindicaciones:
1. Objeto moldeado de material termoplástico que comprende un campo de ganchos de cualquier forma que tiene una superficie exterior que forma un plano de base desde la que sobresale al menos un gancho (10) de una pieza con el objeto moldeado, habiéndose formado el objeto moldeado y el al menos un gancho (10) mediante moldeo por inyección, comprendiendo el al menos un gancho (10) una parte (14) de base y una parte (15) de cabeza o de enganche que sobresale de la parte (14) de base, y estando delimitado por superficies laterales primera (10) y segunda (12) que se extienden cada una por la superficie exterior del objeto moldeado estando separadas la una de la otra por una superficie (13) intermedia que forma el canto del al menos un gancho (10) , caracterizado porque los tramos (20, 21) de curva, definidos por las intersecciones de las superficies (11, 12) laterales primera y/o segunda con los planos que son paralelos al plano de base (Po) y que están a distancias h dadas de ese plano de base (Po) , tienen curvaturas respectivas que varían en función de la distancia h, siendo la curvatura (22, 23) del tramo de curva para h=0, confundiéndose el plano de base y dicho plano paralelo, superior a la curvatura de al menos un tramo (24, 25) de curva para una distancia h correspondiente sensiblemente a un nivel de la cabeza (15) del al menos un gancho (10) .
2. Objeto moldeado de material termoplástico que comprende un campo de ganchos, según la reivindicación 1, caracterizado porque los tramos (20) , (21) de curvas de las dos superficies (11, 12) laterales primera y segunda tienen curvaturas tales que sus concavidades están opuestas.
3. Objeto moldeado de material termoplástico que comprende un campo de ganchos, según la reivindicación 1, caracterizado porque al menos al nivel de una parte denominada de transición de la cabeza (15) la transición entre al menos una de las dos superficies (11, 22) laterales y la superficie (13) intermedia se realiza con suavidad, es decir sin parte en ángulo o arista viva, concretamente de manera curvada.
4. Objeto moldeado de material termoplástico que comprende un campo de ganchos, según la reivindicación 1, 2 ó 3, caracterizado porque la superficie (13) intermedia es sensiblemente perpendicular a las dos superficies (11, 12) laterales primera y segunda.
5. Objeto moldeado de material termoplástico que comprende un campo de ganchos, según una de las reivindicaciones 1 a 4, caracterizado porque una primera sección transversal al nivel de la cabeza (15) del gancho
(10) tiene una primera sección transversal que tiene al menos una esquina redondeada según un primer radio de curvatura, y una segunda sección transversal al nivel de la cabeza (15) del gancho (10) tiene una segunda sección transversal que tiene al menos una esquina redondeada según un segundo radio de curvatura, estando la segunda sección más próxima al extremo distal de la cabeza y siendo el segundo radio superior al primer radio.
6. Objeto moldeado de material termoplástico que comprende un campo de ganchos, según una de las reivindicaciones 1 a 5, caracterizado porque el grosor, o distancia entre las superficies laterales primera y segunda, de la sección transversal, o sección en un plano paralelo al plano de base, disminuye de la base (14) del gancho (10) hacia la cabeza (15) .
7. Objeto moldeado de material termoplástico que comprende un campo de ganchos, según una de las reivindicaciones anteriores, caracterizado porque una excrecencia de sección transversal, transversalmente a las dos superficies laterales y a la superficie intermedia, más pequeña que la sección transversal de la cabeza (15) de gancho (10) sobresale del extremo distal de la cabeza (15) del gancho (10) .
8. Objeto moldeado de material termoplástico que comprende un campo de ganchos, según la reivindicación 7, caracterizado porque al menos una parte de la excrecencia constituye la parte denominada de transición (13) de la cabeza (15) , mientras que el resto del gancho (10) en sección transversal tiene la forma de un cuadrilátero de cuatro esquinas, tal como un cuadrado, rectángulo, rombo o análogo.
9. Objeto moldeado de material termoplástico que comprende un campo de ganchos, según una de las reivindicaciones 7 u 8, caracterizado porque la transición entre la excrecencia y la cabeza (15) del gancho (10) forma un reborde o esquina.
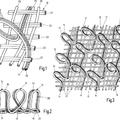
10. Bloque (1) de inserción, para la formación de un campo de ganchos en un objeto moldeado por inyección, destinado a disponerse en un molde de formación de un objeto que va a moldearse para formar al menos un gancho
(10) a partir de una pieza del objeto moldeado, preferiblemente un campo de ganchos, que comprende al menos una primera placa (2) que tiene en su borde superior al menos un rebaje (4) que tiene una forma complementaria a un gancho y que desemboca en dos superficies laterales opuestas a la placa y a su borde (7) superior, y al menos dos segundas placas (3) que encierran la al menos una primera placa (2) , para formar una cavidad que tiene dicha forma complementaria a un gancho, delimitada por paredes laterales formadas por las dos segundas placas (3) y que desemboca en el borde (7) superior de la primera placa (2) mediante una abertura, estando las placas apretadas unas contra otras, caracterizado porque las placas (2, 3) están fijadas entre sí mediante un procedimiento de soldadura por difusión, conocido por el término "diffusion bonding", porque se forma en al menos una de las placas al menos un hueco auxiliar, destinado a formar, cuando las placas están unas contra otras, al menos un canal (8) de aireación que se comunica, por una parte, con al menos una parte de la al menos una cavidad y, por otra parte, con el exterior del bloque (1) de inserción formado por las placas dispuestas unas contra otras, y la presión a la que se realiza el procedimiento de soldadura por difusión es tan fuerte que las paredes de las cavidades formadas en estas placas se deforman, de modo que el objeto moldeado es tal como se define en una de las reivindicaciones 1 a 9.
11. Bloque (1) de inserción para la formación de un campo de ganchos en un objeto moldeado por inyección, según la reivindicación 10, caracterizado porque el al menos un canal (8) está realizado de manera que se comunica con la parte destinada a formar la cabeza de los ganchos de la cavidad.
12. Bloque (1) de inserción para la formación de un campo de ganchos en un objeto moldeado por inyección, según una de las reivindicaciones 10 a 11 anteriores, caracterizado porque el canal o los canales (8) de aireación presentan una sección transversal en escalón, constituida por una primera parte de sección pequeña y por una segunda parte de sección más grande que la sección pequeña, estando la sección pequeña destinada a realizar la comunicación con la parte de cabeza de la cavidad de forma complementaria a los ganchos (10) , de modo que puede pasar aire al interior de esta sección pero no material termoplástico, y la sección de dimensión grande permite una evacuación rápida del aire que pasa de la sección pequeña al interior de la sección grande, que está a su vez en contacto con el exterior.
13. Bloque (1) de inserción para la formación de un campo de ganchos en un objeto moldeado por inyección, según una de las reivindicaciones 10 a 12 anteriores, caracterizado porque la sección transversal del o de los canales (8) está ensanchada, partiendo de una dimensión pequeña por la que puede pasar aire pero no material termoplástico inyectado, para alcanzar una dimensión grande que permite una evacuación rápida del aire.
14. Bloque (1) de inserción para la formación de un campo de ganchos en un objeto moldeado por inyección, según una de las reivindicaciones 10 a 13 anteriores, caracterizado porque el al menos un rebaje auxiliar está realizado en la al menos una primera placa (2) .
15. Bloque (1) de inserción para la formación de un campo de ganchos en un objeto moldeado por inyección, según una de las reivindicaciones 10 a 14 anteriores, caracterizado porque las segundas placas (3) son placas sin rebaje.
16. Bloque (1) de inserción para la formación de un campo de ganchos en un objeto moldeado por inyección, según una de las reivindicaciones 10 a 15 anteriores, caracterizado porque el diámetro de la sección equivalente a la abertura de comunicación entre la cavidad y el canal (8) de aireación es inferior a 5.10-2 mm, preferiblemente está comprendido entre 1.10-2 mm y 4.10-2 mm.
Patentes similares o relacionadas:
Método de fabricación de sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, del 27 de Mayo de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para producir sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, en donde se aplica un elemento de fijación […]
Prenda antideslizante y proceso de fabricación de la misma, del 15 de Enero de 2020, de FAIT PLAST S.p.A: Prenda antideslizante que comprende al menos una estructura textil y al menos una parte antideslizante acoplada a dicha estructura textil, comprendiendo dicha […]
Procedimiento para producir salientes en un sustrato, del 23 de Octubre de 2019, de Rocha, Gerald: Un procedimiento para formar salientes sobre un sustrato que comprende: proporcionar un molde que tiene una superficie externa; […]
Sistemas y procedimientos de suministro de elementos de fijación de ganchos en una línea de montaje de moldes, del 23 de Octubre de 2019, de YKK CORPORATION: Sistema apto para cortar y suministrar una pluralidad de bandas de cinta de fijación de ganchos a cada uno de entre una pluralidad de moldes que […]
 Parte de cierre por adhesión de superficie, fabricada a partir de hilados, como producto final de artículo plano que puede comercializarse, del 25 de Septiembre de 2019, de GOTTLIEB BINDER GMBH & CO. KG: Una parte de cierre por adhesión de superficie fabricada a partir de hilados como producto final de artículo plano que puede comercializarse, […]
Parte de cierre por adhesión de superficie, fabricada a partir de hilados, como producto final de artículo plano que puede comercializarse, del 25 de Septiembre de 2019, de GOTTLIEB BINDER GMBH & CO. KG: Una parte de cierre por adhesión de superficie fabricada a partir de hilados como producto final de artículo plano que puede comercializarse, […]
Producto de fijación táctil para incorporar en el moldeo, del 31 de Julio de 2019, de VELCRO BVBA: Una tira de fijador macho con una cara de fijación delantera y una cara trasera, comprendiendo la tira: una base alargada […]
Procedimiento de ensamblaje de al menos dos conjuntos y estructura ensamblada correspondiente, del 24 de Julio de 2019, de APLIX: Procedimiento en el que: - se proporciona un primer conjunto que comprende un campo de elementos de agarre , en concreto, unos ganchos, y un […]
Elemento de fijación intermedia, del 15 de Mayo de 2019, de APLIX: Elemento de fijación intermedia , de una pieza, que comprende una placa , de preferencia sustancialmente plana, que está provista de […]