UTILIZACIÓN DE UNA MEZCLA GASEOSA PROTECTORA PARA LA SOLDADURA HÍBRIDA POR LÁSER DE MATERIALES METÁLICOS.
Utilización de una mezcla gaseosa protectora con una proporción en volumen de 96 % en volumen de helio y de 4 % en volumen de oxígeno como el gas activo,
para la soldadura híbrida por láser de materiales de aceros no aleados o aleados en bajo grado, así como de chapas, en particular de chapas gruesas, y de piezas constructivas de paredes gruesas
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03025960.
Solicitante: MESSER GROUP GMBH.
Nacionalidad solicitante: Alemania.
Dirección: Otto-Volger-Strasse 3c 65843 Sulzbach.
Inventor/es: Hildebrandt,Bernd,Dr, Kaya,Cerkez, Wankum,Achim.
Fecha de Publicación: .
Fecha Solicitud PCT: 13 de Noviembre de 2003.
Clasificación Internacional de Patentes:
- B23K26/14F
- B23K35/38B
Clasificación PCT:
- B23K26/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › con una corriente de fluido asociada al haz de rayos, p. ej. un chorro de gas; Boquillas para tal fin (B23K 26/12 tiene prioridad).
- B23K35/38 B23K […] › B23K 35/00 Varillas de soldar, electrodos, materiales o medios ambientes utilizado para la soldadura sin fusión, la soldadura o el corte. › Empleo de medios ambientales específicos, p. ej. atmósferas particulares rodeando la zona de trabajo.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359234_T3.pdf
Descripción:
El invento se refiere a una mezcla gaseosa protectora para la soldadura híbrida por láser de materiales metálicos, en particular de materiales de acero no aleados o aleados en bajo grado así como de chapas, en particular de chapas gruesas, y de piezas constructivas de paredes gruesas.
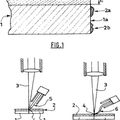
En el caso de la soldadura híbrida por láser, que se basa en un acoplamiento de una radiación de láser (láser de CO2 o de Nd:YAG) y de un arco eléctrico (procedimiento WIG, por plasma o MIG), empleada para la soldadura de materiales metálicos, en particular de materiales de aluminio y aceros, la energía del láser establece una alta profundidad de penetración de la soldadura (efecto de soldadura profunda) y unas altas velocidades de soldadura, es decir unas pequeñas energías por tramos (menores que 100 J/mm por mm de profundidad de penetración de la soldadura), con lo que se reduce la carga térmica para la pieza constructiva y pueden suprimirse trabajos posteriores de enderezamiento.
Así, por ejemplo a partir del documento de solicitud de patente europea EP-A-1 160 048, se conoce por ejemplo un procedimiento para la soldadura híbrida por láser con una mezcla gaseosa protectora a base de 70 y más % en volumen de argón y/o helio y de por lo menos una sustancia aditiva tal como hidrógeno, oxígeno y/o dióxido de carbono en una proporción de 0 a 30 % en volumen.
Mediante el arco eléctrico formado en el caso de la soldadura híbrida por láser se transfiere una energía adicional a la superficie accesible de la zona de ensamble, con lo que se efectúa una fusión incipiente de los materiales de base a través de conducción del calor. Las secciones transversales de las costuras formadas son correspondientemente anchas con unas relaciones de pozo que están situadas en la región menor o igual que 1. De este modo se pueden compensar mejor las desventajas que influyen negativamente sobre la calidad de la pieza de trabajo, tales como por ejemplo las inexactitudes que resultan del encaje de hendiduras y aristas, así como se pueden disminuir las tendencias al endurecimiento mediante unas menores velocidades de enfriamiento.
La productividad y la rentabilidad de la soldadura híbrida por láser y la calidad de las costuras de soldadura son dependientes, entre otras cosas, también de la composición del gas protector empleado en el caso de la soldadura híbrida por láser.
La elección del gas protector, que es apropiado de manera óptima para el respectivo proceso de soldadura híbrida por láser, se efectúa, bajo el aspecto de la formación del plasma, en dependencia de las propiedades del láser, tales como la longitud de onda, la potencia o respectivamente la intensidad del rayo láser, la estabilidad del arco eléctrico y el desprendimiento de las gotas, la transición del material exenta de salpicaduras y el efecto protector de las costuras.
Los gases protectores de argón y/o helio, empleados hasta ahora en el caso de la soldadura híbrida por láser de materiales de aceros no aleados o aleados en bajo grado, no conducen sin embargo, en el caso de unas especiales aplicaciones de soldadura, tal como por ejemplo al soldar chapas gruesas y piezas constructivas de paredes gruesas con un grosor de las piezas constructivas mayor que 3 mm, a resultados satisfactorios de ningún tipo en lo que respecta a la productividad y la rentabilidad del proceso de soldadura así como a la calidad de las costuras de soldadura.
El invento está basado en la misión de proporcionar un gas protector para la soldadura híbrida por láser de materiales metálicos, en particular de materiales de aceros no aleados o aleados en bajo grado, así como de chapas gruesas y piezas constructivas de paredes gruesas, que haga posible un proceso estable con el láser y el arco eléctrico, con una conversión de energía exenta de perturbaciones, para la producción de unas costuras de soldadura uniformes y pobres en, o exentas de, poros, que presenten una equilibrada relación de anchuras y profundidades, junto con una productividad y una rentabilidad mejoradas del proceso de soldadura.
El problema planteado por la misión conforme al invento se resuelve mediante una mezcla gaseosa protectora con una proporción en volumen de 96 % de helio y el resto de un gas activo en forma de oxígeno.
El gas protector, que se puede emplear para la soldadura híbrida por láser de metales, se compone de 88 – 98 % en volumen de helio y de 2 - 12 % en volumen de oxígeno, pero de manera especialmente ventajosa conforme al invento de 96 % en volumen de helio y 4 % en volumen de oxígeno.
El helio, que presenta la más alta conductividad del calor (en W/cm ºC) de todos los componentes del gas protector, contenido en hasta un 98 % en volumen en la mezcla gaseosa protectora conforme al invento, destinada a la soldadura híbrida por láser de materiales metálicos, en particular de chapas gruesas y de piezas constructivas de paredes gruesas con un grosor de las piezas constructivas que es mayor que 3 mm, conduce al mejorado
2
acoplamiento del rayo láser y de una más alta tensión eléctrica del arco eléctrico con una más alta conversión de la potencia, con unas penetraciones equilibradas en la relación de anchuras y profundidades, y por consiguiente a unas costuras de soldadura ajustadas en la calidad.
Mediante las adiciones del gas activo, de desde por lo menos 2 % en volumen hasta como máximo 12 % en volumen de oxígeno (O2) y/o dióxido de carbono (CO2), que están contenidas en la mezcla gaseosa protectora conforme al invento para la soldadura híbrida por láser, se reduce la tensión superficial de la masa fundida en el baño fundido, de tal manera que resultan unas costuras de soldadura lisas, que presentan solamente unas mínimas entalladuras de penetración, y están exentas de poros y salpicaduras.
Además, los componentes del gas activo, que están contenidos en el gas protector conforme al invento, favorecen el 10 desprendimiento de las gotas en el caso del material aditivo eventualmente empleado.
El empleo del gas protector conforme al invento hace posible, en el caso de la soldadura híbrida por láser de materiales de aceros no aleados o aleados en bajo grado, a través de los capilares de vapor que se han formado en la zona de ensamble fundida, una óptima ionizabilidad y con ello un arco eléctrico estable, con lo que se hace innecesario el empleo del argón, que se ioniza fácilmente, en el gas protector. Mediante la utilización del gas protector conforme al invento en el caso de la soldadura híbrida por láser de metales, se mejoran esencialmente la productividad y la rentabilidad del proceso de soldadura y la calidad de la soldadura.
3
Reivindicaciones:
1. Utilización de una mezcla gaseosa protectora con una proporción en volumen de 96 % en volumen de helio y de 4 % en volumen de oxígeno como el gas activo, para la soldadura híbrida por láser de materiales de aceros no aleados o aleados en bajo grado, así como de chapas, en particular de chapas gruesas, y de piezas constructivas de paredes gruesas.
4
Patentes similares o relacionadas:
PROCEDIMIENTO PARA CONTROLAR EL PROCESO DE UNA INSTALACIÓN DE SOLDADURA MEDIANTE ROBOT CON COMPROBACIÓN PERIÓDICA DEL PROCESO DE SOLDADURA PARA SUSTITUIR LA TOBERA DE GAS, del 8 de Marzo de 2011, de FRONIUS INTERNATIONAL GMBH: Procedimiento para controlar el proceso de una instalación de soldadura mediante robot, con un dispositivo de control y un soplete de soldadura […]
 PROCEDIMIENTO DE SOLDADURA HÍBRIDA POR LÁSER Y ARCO DE PIEZAS METÁLICAS QUE PRESENTAN UN REVESTIMIENTO SUPERFICIAL QUE CONTIENE ALUMINIO, del 25 de Enero de 2011, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Procedimiento de soldadura mediante haz de láser de al menos una pieza de acero que presenta un revestimiento superficial que contiene aluminio, en […]
PROCEDIMIENTO DE SOLDADURA HÍBRIDA POR LÁSER Y ARCO DE PIEZAS METÁLICAS QUE PRESENTAN UN REVESTIMIENTO SUPERFICIAL QUE CONTIENE ALUMINIO, del 25 de Enero de 2011, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Procedimiento de soldadura mediante haz de láser de al menos una pieza de acero que presenta un revestimiento superficial que contiene aluminio, en […]
 PROCEDIMIENTO PARA LA FABRICACION DE UNA CHAPA RESISTENTE A LA CORROSION, CONFORMABLE, CON RECUBRIMIENTO DE TODA LA SUPERFICIE DE CHAPAS DE ACERO UNIDAS Y TRATADAS TERMICAMENTE, del 5 de Mayo de 2010, de RASSELSTEIN GMBH: Procedimiento para la fabricación de una chapa resistente a la corrosión, conformable, a partir de chapas de acero sin recubrir (1, 1'') que comprende las siguientes […]
PROCEDIMIENTO PARA LA FABRICACION DE UNA CHAPA RESISTENTE A LA CORROSION, CONFORMABLE, CON RECUBRIMIENTO DE TODA LA SUPERFICIE DE CHAPAS DE ACERO UNIDAS Y TRATADAS TERMICAMENTE, del 5 de Mayo de 2010, de RASSELSTEIN GMBH: Procedimiento para la fabricación de una chapa resistente a la corrosión, conformable, a partir de chapas de acero sin recubrir (1, 1'') que comprende las siguientes […]
Boquilla para el corte por láser con un elemento móvil interno y manguito de baja permitividad relativa; procedimiento de corte con haz láser de una pieza metálica que usa tal boquilla, del 4 de Diciembre de 2019, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Boquilla de corte por láser que comprende: - un cuerpo de boquilla que comprende un primer alojamiento axial pasante axialmente por dicho cuerpo de […]
Disco de freno y método de fabricación del mismo, del 6 de Noviembre de 2019, de RAILWAY TECHNICAL RESEARCH INSTITUTE: Un disco de freno que detiene la rotación de un eje cuando una pastilla de freno se presiona contra una superficie del disco de freno, que comprende: […]
Procedimiento para la soldadura por láser de CO2 de aceros de baja aleación, del 14 de Agosto de 2019, de MESSER GROUP GMBH: Procedimiento para la soldadura por láser de una pieza de trabajo constituida por acero no aleado o de baja aleación bajo empleo de un láser de CO2, en el […]
Método de procesamiento por láser de un material metálico con alto control dinámico de los ejes de movimiento del rayo láser a lo largo de una trayectoria de procesamiento predeterminada, así como una máquina y un programa informático para la implementación de dicho método, del 3 de Julio de 2019, de Adige S.p.A: Método de procesamiento por láser de un material (WP) metálico, en particular para el corte, perforación o soldadura por láser de dicho material, […]
Sistema de corte por láser y procedimiento de corte por láser, del 1 de Mayo de 2019, de ALIGN TECHNOLOGY, INC.: Un sistema de corte por láser, que comprende: un componente de generación de rayos láser; un componente óptico ; un utillaje de sujeción que […]