PROCEDIMIENTO Y DISPOSITIVO PARA TRANSFORMAR UNA MATERIAL EN FORMA DE BARRA Y MATERIAL EN FORMA DE BARRA.
Procedimiento de transformación de un material en forma de barra (1),
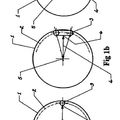
comprendiendo al menos los siguientes pasos: a) Introducción del material en forma de barra (1) con un primer diámetro (3) en una herramienta de transformación (2) rotando alrededor del material en forma de barra (1) en la dirección circunferencial, b) reducción del primer diámetro (3) del material en forma de barra (1) mediante la herramienta de transformación (2) giratoria a un segundo diámetro (11) más pequeño, c) flexión del material en forma de barra (1) mediante un dispositivo de curvado (4), dispuesto aguas abajo de la herramienta de transformación (2), en donde la flexión del material en forma de barra (1) se produce en la región de una zona de influencia (5) de la herramienta de transformación (2)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/007979.
B21C3/08TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21CFABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 3/00 Herramientas para perfilar por estirado del metal; Combinación de hileras de estirar y de mandriles por estirado del metal. › de abertura definida por los rodillos, las bolas o los elementos análogos.
B21C3/12B21C 3/00 […] › Soportes de hileras; Hileras rotativas.
B21D7/00B21 […] › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Curvado de barras, perfiles o tubos (B21D 11/02 - B21D 11/18 tienen prioridad; mediante la utilización de mandriles u órganos análogos B21D 9/00).
B21D9/00B21D […] › Curvado de tubos mediante la utilización de mandriles u órganos análogos (B21D 11/02 - B21D 11/18 tienen prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Procedimiento y dispositivo para transformar un material en forma de barra y material en forma de barra El presente invento comprende un procedimiento y un dispositivo para transformar un material en forma de barra, así como un material en forma de barra, en donde se produce una reducción de la sección transversal por un lado y adicionalmente se realiza además, una flexión del material en forma de barra. Hasta el momento, para doblar un material en forma de barra es necesario iniciar el momento de flexión en el perfil, mediante las correspondientes fuerzas transversales con un dispositivo de doblado o con una máquina. Se produce así una respectiva distribución de tensiones en la sección transversal que hace fluir el material del perfil y que genera con ello una flexión. Debido a que en este proceso, y particularmente en el caso de tubos de paredes delgadas, la sección transversal tiende a deformarse, a menudo la sección transversal interior está apuntalada por un mandril o un relleno. Los procedimientos comunes conocidos a tal respecto son la flexión con tres rodillos y la clásica flexión de tubos o flexión redonda. Los procedimientos de flexión de tubos conocidos actualmente están generalmente ligados a elevados costos de herramientas debido a que las herramientas de flexión deben adaptarse a la pieza de trabajo correspondiente y ajustarse particularmente y de manera especial al respectivo diámetro del tubo. Los radios o contornos a doblar se modelan en este caso con la herramienta respectivamente. Por lo demás, en los procedimientos conocidos debe tenerse en cuenta un retorno elástico de la pieza de trabajo doblada, para poder compensarla. De todos modos, esto resulta muy difícil debido a las fluctuaciones de carga del material de partida. La EP 0 148 514 comprende un procedimiento y un dispositivo para fabricar tubos, así como el producto resultante. El invento posibilita la fabricación de tubos doblados mediante el estirado en frío de un tubo hueco en una operación con una reducción del diámetro exterior y del grosor de las paredes mediante una herramienta de transformación y un mandril. La US 3,013,652 da a conocer un procedimiento para la tracción por deslizamiento de tubos mediante un tapón suelto combinado con un mandril y la flexión del tubo alrededor de un tambor. La FR 2 467 644 describe un procedimiento para reducir el diámetro del tubo y una posterior expansión del tubo detrás de un punzón mediante una herramienta de transformación. Por lo tanto, el objetivo del invento consiste en resolver, al menos parcialmente, los problemas descritos respecto al estado de la técnica y especificar particularmente un procedimiento y un dispositivo mediante los cuales puedan transformarse especialmente materiales en forma de barra de paredes delgadas, como por ejemplo tubos, así como también materiales en forma de barra con materiales nuevos de alta resistencia de manera sencilla, precisa y económica. Estos objetivos se resuelven mediante un procedimiento conforme a las características de la reivindicación 1 y con un dispositivo conforme a las características de la reivindicación 8, así como con un material en forma de barra conforme a la reivindicación 13. Otras configuraciones favorables del procedimiento y del dispositivo se indican en las reivindicaciones formuladas de manera dependiente. Por otra parte, las características indicadas en las reivindicaciones se precisan y se explican más detalladamente en la descripción, en donde se representan también otras configuraciones preferentes del invento. El objetivo en cuestión se resuelve mediante un procedimiento de transformación de un material en forma de barra, comprendiendo al menos los siguientes pasos: a) introducción del material en forma de barra con un primer diámetro en una herramienta de transformación que gira alrededor del material en forma de barra en la dirección circunferencial, b) reducción del primer diámetro del material en forma de barra mediante la herramienta de transformación giratoria, a un segundo diámetro más pequeño, c) flexión del material en forma de barra mediante un dispositivo de curvado dispuesto aguas abajo de la herramienta de transformación, en donde la flexión del material en forma de barra se produce en la región de una zona de influencia de la herramienta de transformación. El procedimiento aquí reivindicado permite doblar un material en forma de barra de manera plana (simple) o de manera espacial (compleja) con la posibilidad de modificar simultáneamente el diámetro o bien el grosor de la pieza de trabajo a lo largo de su eje longitudinal durante la flexión. Durante el proceso de transformación, el material en forma de barra está asegurado particularmente contra la torsión. 2 ES 2 365 448 T3 Para el procedimiento conforme al invento se adecuan particularmente los materiales metálicos en forma de barra, es decir, por ejemplo perfiles extendidos longitudinalmente, cerrados o abiertos o cuerpos redondos, perfiles huecos o tubos. Por lo general, el material en forma de barra presenta una longitud significativamente mayor que el diámetro, en particular en el caso de materiales en forma de barra tipo alambre, donde puede hablarse eventualmente de un perfil continuo. El material en forma de barra es introducido en un paso a) con su primer diámetro (diámetro inicial o indicación equiparable de la extensión) en una herramienta de transformación, con lo cual la herramienta de transformación gira en la dirección circunferencial alrededor del material en forma de barra y con ello rueda particularmente sobre el contorno exterior del perfil. En otras palabras, esto significa por ejemplo también, que la herramienta de transformación ejerce fuerzas sobre una sección de la superficie periférica del material en forma de barra que posibilitan una reducción (uniforme) del diámetro. El material en forma de barra posee además, en su estado aún no transformado por el procedimiento, un primer diámetro (medio), predeterminado por su contorno exterior correspondiente que es reducido por la herramienta de transformación giratoria en un paso b). En principio pueden disponerse también varias herramientas de transformación de manera sucesiva, en particular coaxialmente, de modo que pueda reducirse reiteradamente un primer diámetro del material en forma de barra. Sin embargo, teniendo en cuenta una disposición sencilla y económica del dispositivo se prefiere una reducción del diámetro en una sola etapa. Eventualmente, en el caso de cuerpos huecos, conjuntamente con el diámetro, la herramienta de transformación permite modificar al mismo tiempo el grosor de pared. Aguas abajo de la herramienta de transformación (proceso de transformación) circunferencial se dispone un dispositivo de curvado que posibilita una flexión del material en forma de barra (proceso de doblado). Además, el dispositivo de curvado puede estar formado como matriz, a través de la cual se extiende el material en forma de barra. El dispositivo de curvado puede estar diseñado también como pasador, como ángulo o similar. De manera preferente, durante el procedimiento aquí propuesto, la flexión se realiza con un grado de flexión constante. La flexión del material en forma de barra realizada en el paso c) se produce así en la región de una zona de influencia de la herramienta de transformación, identificada mediante la deformación plástica local del material del material en forma de barra mediante la herramienta de transformación. Debido a la transformación con una reducción asociada del diámetro o bien del grosor de pared del material en forma de barra mediante la herramienta de transformación, el material del material en forma de barra está sometido a una deformación plástica local. Gracias al estado de tensión producido de este modo, se favorece la flexión simultánea, de manera que en particular sólo deben aplicarse pequeñas fuerzas de doblado con el dispositivo de curvado. En otras palabras, la zona de influencia identifica la región del material en forma de barra que está sometida en un momento dado, a una deformación plástica local, en donde el material fluye, de manera que se posibilita otra transformación del mismo, por ejemplo, mediante flexión con un pequeño esfuerzo. Dependiendo del tipo de reducción del diámetro, la zona de influencia puede mantenerse detrás de la herramienta de transformación durante diferentes intervalos de tiempo, de manera que la velocidad de introducción y el efecto de la fuerza de la herramienta de transformación permitan ajustar la zona de influencia (es decir, la sección de la deformación plástica hasta alcanzar nuevamente la solidificación). Mediante el procedimiento propuesto puede producirse además, una solidificación definida en el material del material en forma de barra. A través de una modificación definida de la... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de transformación de un material en forma de barra (1), comprendiendo al menos los siguientes pasos: a) Introducción del material en forma de barra (1) con un primer diámetro (3) en una herramienta de transformación (2) rotando alrededor del material en forma de barra (1) en la dirección circunferencial, b) reducción del primer diámetro (3) del material en forma de barra (1) mediante la herramienta de transformación (2) giratoria a un segundo diámetro (11) más pequeño, c) flexión del material en forma de barra (1) mediante un dispositivo de curvado (4), dispuesto aguas abajo de la herramienta de transformación (2), en donde la flexión del material en forma de barra (1) se produce en la región de una zona de influencia (5) de la herramienta de transformación (2). 2. Procedimiento según la reivindicación de patente 1, en donde una sección transversal interior (6) de un material en forma de barra hueca (1) está apuntalada por un mandril (7) en al menos una región parcial (8) de la zona de influencia (5) de la herramienta de transformación (2). 3. Procedimiento según alguna de las reivindicaciones de patente precedentes, en donde en el paso c) se fija un radio de flexión (9) que difiere a lo sumo en 5 %, particularmente en a lo sumo 3 % de un radio de flexión (10) del material en forma de barra curvada (1). 4. Procedimiento según una de las reivindicaciones de patente precedentes, en donde la velocidad de giro de la herramienta de transformación (2) alrededor del material en forma de barra (1) está comprendida entre 50 y 3000 rpm. 5. Procedimiento según una de las reivindicaciones de patente precedentes, en donde una relación del radio de flexión (9) con un segundo diámetro (11) está en el rango de 1 a 5. 6. Procedimiento según una de las reivindicaciones de patente precedentes, en donde el material en forma de barra (1) se mecaniza a partir de al menos un material del siguiente grupo: acero resistente al calor, acero TRIP, acero de dos fases, aleaciones de titanio, aleaciones de aluminio. 7. Procedimiento según una de las reivindicaciones de patente precedentes, en donde el paso b) es realizado con una velocidad de rotación variable de la herramienta de transformación (2). 8. Dispositivo (13) para transformar un material en forma de barra (1), comprendiendo: - al menos una herramienta de transformación (2) que gira en la dirección circunferencial alrededor del material en forma de barra (1) para reducir un primer diámetro (3) del material en forma de barra (1), - una unidad de avance (14) para producir un avance (15) del material en forma de barra (1) respecto a la herramienta de transformación (2) giratoria, y - un dispositivo de curvado (4) móvil respecto a la herramienta de transformación (2) para doblar el material en forma de barra (1). 9. Dispositivo (13) según la reivindicación de patente 8, comprendiendo un control (18), particularmente para el posicionamiento automatizado del dispositivo de curvado (4). 10. Dispositivo (13) según una de las reivindicaciones de patente 8 o 9, en donde al menos una herramienta de transformación (2) es un herramienta de conformación por estirado (16) giratoria. 11. Dispositivo (13) según la reivindicación de patente 10, en donde la herramienta de conformación por estirado (16) giratoria presenta rodillos (17) regulables en dirección radial y el dispositivo (13) comprende especialmente, un control (18), particularmente para la regulación automática de los rodillos (17), 12. Dispositivo (13) según una de las reivindicaciones de patente de 8 a 11, comprendiendo un mandril (7) que es apto para apuntalar, al menos parcialmente, una sección transversal interior (6) de un material en forma de barra (1) hueco, en al menos una región parcial (8) de una zona de influencia (5) de al menos una herramienta de transformación (2). 13. Material en forma de barra (1) fabricado mediante un procedimiento según una de las reivindicaciones de patente de 1 a 7 en donde se prevé al menos una zona de agotamiento (24), que ha sido producida de manera precisa y definida y que es al menos una propiedad del material con variación local, del material en forma de barra. 8 ES 2 365 448 T3 9 ES 2 365 448 T3 ES 2 365 448 T3 11
Patentes similares o relacionadas:
Estabilizador de barra de torsión y procedimiento para su fabricación, del 8 de Marzo de 2017, de MUHR UND BENDER KG: Estabilizador de barra de torsión para un chasis de un vehículo motorizado, fabricado de un cuerpo tubular, que comprende: una sección de resorte de torsión y dos […]
HERRAMIENTA PARA MAQUINA DE DOBLAR., del 1 de Diciembre de 2005, de SCHILE, PETER: Herramienta para máquinas de doblar tubos o perfiles, caracterizada por el hecho que al menos la superficie que tiene contacto con el tubo o el […]
ESPUMA MICROCELULAR., del 1 de Julio de 2004, de TENNECO PROTECTIVE PACKAGING INC.: COMPOSICION DE POLIOLEFINAS MEZCLADAS NO ENTRECRUZADAS, QUE PUEDE TRANSFORMARSE EN UN PRODUCTO ALVEOLAR QUE TENGA UNA ESTRUCTURA DE FINOS ALVEOLOS, Y COMPUESTO […]
PERFECCIONAMIENTOS EN MAQUINAS PARA DOBLAR TUBOS., del 1 de Abril de 1994, de GALAN INCHAURBE,JOSE M. JAVIER: PERFECCIONAMIENTOS EN MAQUINAS PARA DOBLAR TUBOS, DE LAS ESTRUCTURADAS EN UN BASTIDOR GENERAL CON UN EJE ACTUABLE EN GIRO EN EL QUE SE MONTA […]
PROCEDIMIENTO PARA OBTENER MEDIANTE COMPRESION CON FLUENCIA CODOS DE TUBO DE CHAPA DE PARED DELGADA,EXENTOS DE COSTURAS Y PLIEGUES, del 1 de Abril de 1980, de BLASER,HEINZ: Procedimiento para obtener mediante compresión con fluencia codos de tubo de chapa de pared delgada, exentos de costuras y pliegues, de cualquier radio de […]
METODO PARA FABRICAR TUBOS DE METAL., del 16 de Abril de 2003, de NEXANS: Un método para fabricar tubos de metal, en el cual una banda de metal de pared delgada con una tendencia a la soldadura en frío, es gradualmente transformada en un tubo […]
PROCEDIMIENTO E INSTALACION DE FABRICACION DE HILO DE ACERO LISO DE SECCION PEQUEÑA., del 1 de Febrero de 1994, de ACOR ACIERS DE CONSTRUCTION RATIONALISES: LA INSTALACION CONSTA DE UN DEPOSITO DE ENTRADA UNICA QUE CONTIENE UN LUBRIFICANTE, UN CONJUNTO DE BLOQUES DE TREFILADO POR RODILLOS, CADA UNO DE LOS CUALES […]
APARATO PARA RECTIFICAR TUBOS REDONDOS Y TUBERIAS, del 1 de Mayo de 2009, de STAINLESS TUBE MILLS (AUST) PTY LTD: Aparato para la reducción del diámetro, el redondeo o el enderezamiento de tubos o tuberías mediante laminado que consta de: #(a) un conjunto […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 APARATO PARA RECTIFICAR TUBOS REDONDOS Y TUBERIAS, del 1 de Mayo de 2009, de STAINLESS TUBE MILLS (AUST) PTY LTD: Aparato para la reducción del diámetro, el redondeo o el enderezamiento de tubos o tuberías mediante laminado que consta de: #(a) un conjunto […]
APARATO PARA RECTIFICAR TUBOS REDONDOS Y TUBERIAS, del 1 de Mayo de 2009, de STAINLESS TUBE MILLS (AUST) PTY LTD: Aparato para la reducción del diámetro, el redondeo o el enderezamiento de tubos o tuberías mediante laminado que consta de: #(a) un conjunto […]