SISTEMA PARA CONTROL Y GESTION DE LA VELOCIDAD DE TALADRADO.
Sistema para control y gestión de la velocidad de taladrado.Para ser aplicado en taladros de tipo portátil.
Uno de los factores que más influye en la vida útil de la herramienta es la velocidad de corte, que en el caso del taladro está determinada por el diámetro de la broca y la velocidad del taladro; revoluciones por minuto.El sistema propuesto se basa en detectar la broca colocada en la máquina de taladro y la velocidad de giro de la misma para, teniendo en cuenta los principales parámetros de taladrado incluyendo el material a taladrar, calcular la velocidad óptima lineal de la arista de corte y angular de la herramienta, adecuar la velocidad de la máquina de taladro a la óptima calculada e informar del proceso en tiempo real
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201000959.
Solicitante: NUEVA HERRAMIENTA DE CORTE S.A.
Nacionalidad solicitante: España.
Provincia: VIZCAYA.
Inventor/es: URIZAR OLABEGOGEASCOECHEA,JOSE LUIS, LEJARRAGA MAIZTEGUI,MONICA, SAN EMETERIO FERNANDEZ,MARCO, AZCARATE ARREGUI,SOKOA.
Fecha de Solicitud: 26 de Julio de 2010.
Fecha de Publicación: .
Fecha de Concesión: 5 de Septiembre de 2011.
Clasificación Internacional de Patentes:
- G01B11/10B
- G05B19/416A
Clasificación PCT:
- G01B11/10 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 11/00 Disposiciones de medida caracterizadas por la utilización de medios ópticos (instrumentos de los tipos cubiertos por el grupo G01B 9/00 en sí G01B 9/00). › de objetos en movimiento.
- G05B19/416 G […] › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por el control de la velocidad, de la aceleración o de la deceleración (G05B 19/19 tiene prioridad).
Fragmento de la descripción:
Sistema para control y gestión de la velocidad de taladrado.
Campo de la invención
La invención se encuadra dentro del sector de la máquina herramienta y en concreto está destinada a procesos de taladrado con equipos portátiles y de taller.
Estado de la técnica anterior
El taladrado es un proceso de mecanizado con arranque de viruta que consiste en producir un agujero en una pieza. El taladrado se realiza por lo general con una herramienta cilíndrica y rotatoria, conocida como broca, la cual tiene uno o varios bordes cortantes en su extremo. Existen varios tipos de brocas, pudiendo distinguir de forma genérica las brocas helicoidales y las no helicoidales. La broca helicoidal dispone de ranuras helicoidales que permiten la salida de la viruta generada en el fondo, mientras que la punta es el borde cortante. La broca se sostiene e impulsa en el vástago el cual está ubicado en el extremo opuesto al borde cortante. Las brocas no helicoidales disponen de varias plaquitas soldadas o intercambiables que producen viruta en la punta de la herramienta.
El proceso de taladrado se realiza como combinación de dos movimientos, un movimiento de avance rectilíneo y un movimiento de corte rotativo, realizados ambos por la herramienta.
La operación de taladrado se puede realizar en varias máquinas, aunque son el Taladro Prensa y las Máquinas de Taladrar Portátiles, taladros, los equipos más populares. El Taladro Prensa es una máquina compuesta por una columna o pedestal sobre el que se apoyan todos los mecanismos incluida la mesa donde se coloca el material a taladrar. Dispone además de un motor que imparte un movimiento de rotación a la herramienta y de un mecanismo para el avance de esta. Las Máquinas de Taladro Portátiles son consideradas como herramientas de mano y están formadas por un bloque muy compacto y de poco peso que lleva un motor que hace girar el eje portaherramientas a través de un reductor de velocidades. Según el tamaño de la máquina pueden tener una o varias empuñaduras.
Uno de los parámetros críticos que se contemplan en el proceso de taladrado es la velocidad de corte de la herramienta. Esta velocidad es un factor determinante tanto para el acabado de los trabajos como para la vida útil de la herramienta. Un exceso de velocidad de la máquina de taladrado produce un aumento de la temperatura de la broca y un deterioro prematuro de la misma.
Se comercializan en la actualidad diferentes tipos de brocas que, en función del material a taladrar y del diámetro de agujero, pueden trabajar en un rango de velocidades concreto. Los fabricantes de brocas ofrecen tablas en las que se indica, para un tipo de broca y diámetro, el rango de revoluciones por minuto del taladro teniendo en cuenta el material a trabajar. De forma general, cuanto más duro sea el material a taladrar menor deberá ser la velocidad. Asimismo, cuanto mayor sea el diámetro de la broca menor deberá ser la velocidad.
Las Máquinas de Taladro Portátil trabajan habitualmente a velocidad constante, revoluciones por minuto constantes, para cualquier broca que se monte, teniendo algunos modelos la posibilidad de elegir entre dos velocidades diferentes pero fijas una vez han sido seleccionadas. Los equipos más evolucionados disponen de sistemas con variador de velocidad controlado desde el gatillo del taladro y/o con una escala graduada de velocidades a la que se puede ajustar el taladro. Esto permite la regulación del número de revoluciones por minuto de la máquina de tal forma que se puede taladrar cada material a la velocidad adecuada.
Para asegurar un correcto proceso de taladrado debe tenerse en cuenta el tipo de material a taladrar, el diámetro de la broca y seguir las recomendaciones del fabricante de la misma. En la práctica diaria estas recomendaciones no son tenidas en cuenta ya que no resulta viable consultar instrucciones cada vez que se realiza la operación.
Del estudio de la técnica realizado se han obtenido las siguientes conclusiones: Los fabricantes de brocas tienen definidas las condiciones y velocidades de trabajo, velocidad lineal de la arista de corte y revoluciones por minuto, de las mismas en función de los diferentes parámetros de taladrado. Las máquinas de taladrado disponen por lo general de sistemas que permiten variar su velocidad, siendo controlada directamente por el usuario. En la práctica habitual no se siguen los criterios de taladrado indicados por el fabricante, ya que no resulta viable la consulta de información y modificación de la máquina en cada operación de taladrado. La utilización de Máquinas de Taladrado Prensa o Portátiles se realiza sin ningún tipo de control automático sobre la velocidad de corte de la herramienta, lo que provoca calentamiento excesivo y reducción de su vida útil.
Por los motivos anteriormente expuestos, sería deseable un sistema que, introducidos parámetros sobre el material a taladrar, pudiera obtener de forma automática el resto de los parámetros e informara y controlara la velocidad de taladrado en tiempo real.
Entre las patentes revisadas relacionadas con el tema se encuentran: US2007/0144872 A1 titulada "Articulating drill with optical speed control and method of operation" que trata de una máquina de taladro portátil que controla su velocidad por medio de un sensor óptico. DE3321940 titulada "Device for adjusting the rotation speed of a drill or hammer drill" que establece la velocidad de taladrado en función del tipo de material a ser trabajado y del diámetro de la herramienta debiendo seleccionar manualmente el diámetro de broca y el tipo de material a taladrar. La patente presentada no infringe la anterior ya que plantea un sistema automático para el control de velocidad de la Máquina de Taladro que incluye un dispositivo para selección del tipo de material a taladrar. En cambio la patente DE3321940 describe un sistema selector de velocidad de la máquina de taladrado a partir de un selector en el que hay que hacer coincidir, de forma manual, el diámetro de la broca con el tipo de material a taladrar.
En el estado del arte se han encontrado sistemas que permiten variar y controlar la velocidad de taladrado (r.p.m.) según criterio del propio usuario siguiendo tablas y recomendaciones del fabricante de la herramienta. No se ha encontrado sistema o dispositivo alguno que considere de forma automática los diferentes parámetros de taladrado con el fin de controlar la velocidad de la máquina.
Explicación de la invención y ventajas
La invención concierne a un sistema capaz de determinar automáticamente los distintos parámetros de taladrado con el fin de obtener la velocidad óptima de trabajo para un correcto uso de la herramienta. El sistema incluye un dispositivo que montado en un taladro Prensa o Portátil informe de la velocidad a la que trabaja la broca (velocidad lineal de la arista de corte y angular de la herramienta) así como su idoneidad y permita un control automático de la velocidad de giro de la Máquina Taladrado.
Dada una familia de brocas, el sistema propuesto se basa en incorporar en el vástago de cada broca un conjunto de elementos, marcas o modificaciones superficiales, por ejemplo un marcado del tipo de código de barras en su superficie, que mediante el giro de la broca pueda ser leído completamente. La lectura del código mediante un sensor adecuado, genera una señal que suministra información univoca sobre qué broca se ha montado en el taladro y la velocidad a la que está girando dicha broca en cada momento. De esta forma el sensor captará para cada broca y para cada velocidad a la que esté girando una señal única.
Para hacer esto posible la naturaleza de las señales generadas al girar la broca estará determinada por:
• Un perfil de onda que se completa en cada periodo, característico e unívoco para cada broca de la familia.
• Una frecuencia de onda, única para cada velocidad de giro de broca.
El sensor por lo tanto debe ser capaz de captar y distinguir tanto el perfil de cada onda como su frecuencia.
Por otro lado, el sistema cuenta con un dispositivo de almacenamiento de señales de referencia o señales patrón. Cada señal de referencia se corresponde con el perfil de onda característico de una de las brocas de la familia. Además, el sistema cuenta con un dispositivo capaz de comparar la señal proveniente del sensor con estas señales patrón. Este dispositivo comparador tendrá la capacidad de, recibida una señal del sensor, descomponer su perfil de onda y su frecuencia...
Reivindicaciones:
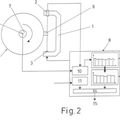
1. Sistema para control y gestión de la velocidad de taladrado, caracterizado porque comprende en combinación:
a) Un marcado o modificación superficial (2) sobre la herramienta de corte
b) Un dispositivo lector (3) de la información marcada en la herramienta
c) Un elemento de operación (6) que permite introducir parámetros sobre el tipo de material a taladrar
d) Un circuito electrónico (4) para análisis y gestión de los parámetros de entrada
y, que al girar la herramienta, es capaz de identificar la herramienta, determinar la velocidad real de la herramienta, determinar la velocidad óptima teórica de la misma, en función de los parámetros del material a taladrar y generar una señal en función de la desviación de la velocidad real respecto de la velocidad óptima.
2. Sistema para el control y gestión de la velocidad de taladrado según la reivindicación 1 caracterizado porque comprende un elemento de presentación de información (7) y (9), que muestra al usuario información sobre la desviación de la velocidad real respecto de la velocidad óptima.
3. Sistema para el control y gestión de la velocidad de taladrado según la reivindicación 1 caracterizado porque comprende un circuito electrónico (4) para control de la velocidad del taladro que regula la velocidad de giro del accionamiento de la broca de forma que se ajuste a la velocidad óptima teórica.
4. Sistema para el control y gestión de la velocidad de taladrado según la reivindicación 2 caracterizado porque el marcado o modificación superficial (2) sobre la herramienta de corte está diseñado de forma que cada herramienta tenga un marcado único, que con el giro de la misma, se produzca una secuencia que genera una señal periódica, con un perfil de onda único para cada herramienta, y que captada por un sensor (3) permite al circuito electrónico de análisis y gestión (4) identificar la herramienta concreta a partir del perfil de la onda y calcular la velocidad real de la herramienta a partir de la frecuencia de la onda.
5. Sistema para control y gestión de la velocidad de taladrado, según la reivindicación 4, caracterizado porque el circuito electrónico de análisis y gestión (4) es capaz de almacenar información sobre una familia de brocas, un conjunto de perfiles de onda o señales de referencia identificados unívocamente con la familia de brocas y un conjunto de datos relacionados con los materiales a taladrar.
6. Sistema para control y gestión de la velocidad de taladrado, según la reivindicación 5, caracterizado porque la información referente a la familia de brocas, perfiles de onda o señales de referencia y datos de materiales a taladrar, puede ser introducida y actualizada por el usuario.
7. Sistema para control y gestión de la velocidad de taladrado, según la reivindicación 5, caracterizado porque dispone de un algoritmo que es capaz de comparar el perfil de onda captado por el lector (3) con los perfiles de onda almacenados, identificando unívocamente la broca que está colocada en la máquina.
8. Sistema para control y gestión de la velocidad de taladrado, según la reivindicación 7, caracterizado porque dispone de un algoritmo que es capaz de calcular, a partir de la información de la broca y del tipo de material a mecanizar, la velocidad óptima lineal de corte y angular de la herramienta.
9. Sistema para control y gestión de la velocidad de taladrado, según la reivindicación 8, caracterizado porque dispone de un algoritmo que es capaz de comparar la velocidad óptima y real de la herramienta e informar sobre la idoneidad de la velocidad real en relación a la óptima calculada.
10. Sistema para control y gestión de la velocidad de taladrado, según la reivindicación 9, caracterizado porque el elemento de presentación de información (7) y (9) indica al usuario si la velocidad de giro de la broca está, por debajo de la velocidad mínima recomendada por el fabricante de la broca, en la zona próxima al límite inferior dentro del rango de velocidades recomendadas por el fabricante, en la zona intermedia dentro del rango de velocidades recomendadas por el fabricante, en la zona próxima al límite superior dentro del rango de velocidades recomendadas por el fabricante, por encima de la velocidad máxima recomendad por el fabricante o si no se detecta la broca.
Patentes similares o relacionadas:
 DISPOSITIVO DE MEDICION DE LOS PARAMETROS DE UN ROTOR DE ALABES Y PROCEDIMIENTO DE MEDICION CON DICHO DISPOSITIVO, del 29 de Enero de 2010, de DANOBAT, S. COOP
IDEKO, S. COOP: Dispositivo de medición de los parámetros de un rotor de álabes y procedimiento de medición con dicho dispositivo, que consta de un elemento […]
DISPOSITIVO DE MEDICION DE LOS PARAMETROS DE UN ROTOR DE ALABES Y PROCEDIMIENTO DE MEDICION CON DICHO DISPOSITIVO, del 29 de Enero de 2010, de DANOBAT, S. COOP
IDEKO, S. COOP: Dispositivo de medición de los parámetros de un rotor de álabes y procedimiento de medición con dicho dispositivo, que consta de un elemento […]
 PROCEDIMIENTO PARA HACER FUNCIONAR UN ACCIONAMIENTO DE PORTÓN Y ACCIONAMIENTO DE PORTÓN, del 26 de Mayo de 2011, de MARANTEC ANTRIEBS- UND STEUERUNGSTECHNIK GMBH & CO. KG.: Procedimiento para hacer funcionar un accionamiento de portón, el cual presenta al menos un modo de marcha rápida, en donde el portón se abre a una velocidad mayor y se cierra […]
PROCEDIMIENTO PARA HACER FUNCIONAR UN ACCIONAMIENTO DE PORTÓN Y ACCIONAMIENTO DE PORTÓN, del 26 de Mayo de 2011, de MARANTEC ANTRIEBS- UND STEUERUNGSTECHNIK GMBH & CO. KG.: Procedimiento para hacer funcionar un accionamiento de portón, el cual presenta al menos un modo de marcha rápida, en donde el portón se abre a una velocidad mayor y se cierra […]
Sistema y método para transportar recipientes de muestras, del 25 de Diciembre de 2019, de BECKMAN COULTER, INC.: Sistema para transportar recipientes de muestras que comprende: una unidad de gestor que comprende una zona de distribución y uno o más […]
Procedimiento y dispositivo de ayuda al control en producción de la capacidad de penetración de tubos, del 6 de Noviembre de 2019, de Vallourec Tubes France: Procedimiento de ayuda al control de tubos de acero en producción, que comprende las etapas siguientes: a. adquirir datos de medición, representativos […]
Dispositivo portátil para la medición sin contacto de objetos, del 20 de Mayo de 2019, de Aeroel S.r.l: Dispositivo portátil para la medición sin contacto de una magnitud, tal como el diámetro, de objetos alargados de pequeño y mediano tamaño, tal como alambres, barras o tubos, […]
Sistema de centrífuga y flujo de trabajo, del 27 de Marzo de 2019, de BECKMAN COULTER, INC.: Método para procesar muestras médicas en un sistema de laboratorio médico analítico que comprende: transportar mediante un elemento de […]
Método para medir el volumen o el diámetro de la cara final de un tronco de árbol y para control de calidad, del 5 de Marzo de 2019, de Teknosavo Oy: Un método para medir el diámetro de la cara final de un tronco de árbol y para el control de calidad, comprendiendo dicho método avanzar el tronco […]
Método para establecer una estría, una hendidura o una ranura justificadas en un cartón corrugado, del 9 de Mayo de 2018, de SCORRBOARD, LLC: Un método para crear una modificación justificada en un cartón corrugado que tiene al menos un medio acanalado que define un eje de acanaladura y […]