MÉTODO DE CONTROL DE TRAYECTORIA.
Método de control de trayectoria en al menos dos ejes lineales (X,
Y, Z) y al menos un eje angular (A, B), en el que se prefija el movimiento de una herramienta (2) frente a una pieza de trabajo (3) mediante un programa de piezas para un Control Numérico (5), en el que la gestión de velocidad en el Control Numérico (5) se efectúa separadamente para los ejes lineales (X, Y, Z) y los ejes angulares (A, B), caracterizado por que los perfiles de velocidad en los ejes angulares (A, B) se redondean más fuertemente que los perfiles de velocidad en los ejes lineales (X, Y, Z), corrigiéndose desviaciones que surgen de la gestión de velocidad separada del movimiento entre herramienta (2) y pieza de trabajo (3) mediante movimientos de compensación de los ejes lineales (X, Y, Z), de manera que para una desviación dada de los ejes angulares (A, B) de una gestión de velocidad sincrónica de todos los ejes (X, Y, Z, A, B) el punto de ataque de la herramienta (2) sobre la pieza de trabajo (3) permanece constante
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2002/010227.
Solicitante: DR. JOHANNES HEIDENHAIN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: POSTFACH 12 60 83292 TRAUNREUT ALEMANIA.
Inventor/es: HAUNERDINGER,JOSEF, ZACEK,Johann, BRADER,Anton, RAUTH,Michael.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Septiembre de 2002.
Clasificación Internacional de Patentes:
- G05B19/416 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por el control de la velocidad, de la aceleración o de la deceleración (G05B 19/19 tiene prioridad).
Clasificación PCT:
- G05B19/416 G05B 19/00 […] › caracterizado por el control de la velocidad, de la aceleración o de la deceleración (G05B 19/19 tiene prioridad).
Clasificación antigua:
- G05B19/416 G05B 19/00 […] › caracterizado por el control de la velocidad, de la aceleración o de la deceleración (G05B 19/19 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Finlandia, Chipre.
PDF original: ES-2359803_T3.pdf
Fragmento de la descripción:
La invención se refiere a un método de control de trayectoria de acuerdo con la reivindicación 1.
En las máquinas herramienta modernas se utilizan Controles Numéricos para controlar la colocación y movimiento de herramientas con respecto a una pieza de trabajo. Para mecanizar una pieza de trabajo de acuerdo con una especificación es necesario mover la herramienta con respecto a la pieza de trabajo sobre trayectorias previamente fijadas. Se habla por tanto también de un control de trayectoria. La fijación de las trayectorias deseadas se realiza en un programa de piezas, que se ejecuta por el Control Numérico. El Control Numérico transforma a este respecto las instrucciones geométricas del programa de piezas en instrucciones para la regulación de posición de los diferentes ejes de la máquina herramienta.
En un programa de piezas de este tipo se aproximan por ejemplo trayectorias de herramienta aleatorias mediante puntos de apoyo, entre los que el control de trayectoria interpola de forma lineal. En máquinas herramienta modernas tales como una fresadora de 5 ejes se dispone de varios ejes de movimiento, sobre los que puede proyectarse la trayectoria deseada. La especificación para cada eje de movimiento se compone entonces a su vez de puntos de apoyo (posiciones de eje) a los que cada eje debe aproximarse consecutiva y sincrónicamente. Esto es válido tanto para ejes lineales como para ejes angulares.
Puesto que una máquina herramienta está sujeta a determinadas restricciones en cuanto a la aceleración máxima y también al tirón máximo (variación de la aceleración) en sus ejes de movimiento, una esquina prevista en el programa de piezas entre dos secciones de trayectoria de la trayectoria de herramienta no puede atravesarse exactamente con una velocidad finita, ya que para ello sería necesaria una aceleración infinita. La velocidad máxima con la que puede atravesarse una esquina depende por tanto de la tolerancia máxima admisible con la que la trayectoria de herramienta real puede desviarse de la trayectoria de herramienta ideal. Cuanto mayor sea esta tolerancia, mayor será la velocidad posible. Una esquina fijada en el programa de piezas se redondea por ello cada vez más intensamente con velocidad creciente.
Similares limitaciones son válidas también en la ejecución de una sección de trayectoria individual, para la que cada eje debe moverse de un punto de partida (proyección del primer punto de apoyo) a un punto final (proyección del segundo punto de apoyo). Habitualmente para este movimiento está prefijada una velocidad. Pero puesto que un salto de velocidad en el punto de partida de una sección de trayectoria estaría unido a una aceleración infinita, debe realizarse un redondeo del perfil de velocidad. Este redondeo puede realizarse mediante una filtración del perfil de velocidad con un filtro FIR, como está descrito por ejemplo en el documento EP 864952 A1. Puesto que cada trayectoria se compone de la superposición de todos los movimientos de eje, la filtración de las secciones de trayectoria individuales debe realizarse de modo que todos los saltos en la velocidad se nivelen del mismo modo. Solamente así está garantizada una gestión sincrónica de la velocidad o la aceleración para cada uno de los ejes, que conduce al cumplimiento de la trayectoria de herramienta prefijada.
En el método de control de trayectoria descrito es desventajoso que en máquinas herramienta con varios ejes respectivamente los ejes con la peor dinámica (es decir, por ejemplo, con la menor aceleración máxima) prefijen la gestión de velocidad. Los ejes dinámicos deben esperar al eje respectivamente más lento, que está tomando parte en una sección de trayectoria. A menudo para el caso de tales ejes menos dinámicos se trata de los ejes angulares de una máquina herramienta. Se añade que en el caso de una limitación por un eje angular el mismo se hace funcionar al límite. Esto conduce a una merma en la calidad superficial de la pieza de trabajo mecanizada, ya que en este caso el eje angular aprovecha por completo la desviación de trayectoria que se le permite.
Por lo tanto, es objetivo de la invención indicar un método de control de trayectoria que suministre una calidad superficial mejorada de la pieza de trabajo mecanizada o permita menores tiempos de mecanizado.
Este objetivo se resuelve mediante un método de acuerdo con la reivindicación 1. Se obtienen detalles ventajosos del método a partir de las reivindicaciones dependientes de la reivindicación 1.
Se reconoció que la ubicación de un eje angular sobre la posición de una herramienta con relación a una pieza de trabajo fijada sobre una máquina herramienta no desempeña ningún papel cuando está activada una corrección de colocación de herramienta existente en muchas máquinas herramienta modernas. Esta corrección de colocación de herramienta, denominada habitualmente también unidad RTCP (Rotating Tool Center Point), se ocupa de que con un movimiento en un eje angular se realice el seguimiento con los ejes lineales de tal modo que se mantenga el punto de ataque de la herramienta sobre la pieza de trabajo.
De acuerdo con la invención se efectúa ahora una gestión de velocidad separada para ejes angulares y ejes lineales. Esto se obtiene, por ejemplo, empleando filtros más sensibles para el redondeo de los perfiles de velocidad de los ejes angulares que para el redondeo de los perfiles de velocidad de los ejes lineales. De este modo aparecen en los ejes angulares aceleraciones menores (y mayores derivaciones de los perfiles de velocidad), las desviaciones del bucle de control de los ejes angulares se reducen, gracias a lo cual aumenta a su vez la calidad superficial de la pieza de trabajo mecanizada. Para mantener no obstante la fidelidad de trayectoria necesaria, la unidad RTCP debe controlar un movimiento de compensación en los ejes lineales de manera que el punto de ataque de la herramienta en la pieza de trabajo no cambie ante una gestión de velocidad sincrónica. Con la parametrización correspondiente, el efecto de la calidad superficial mejorada puede desplazarse total o parcialmente a favor de una mayor velocidad de mecanizado.
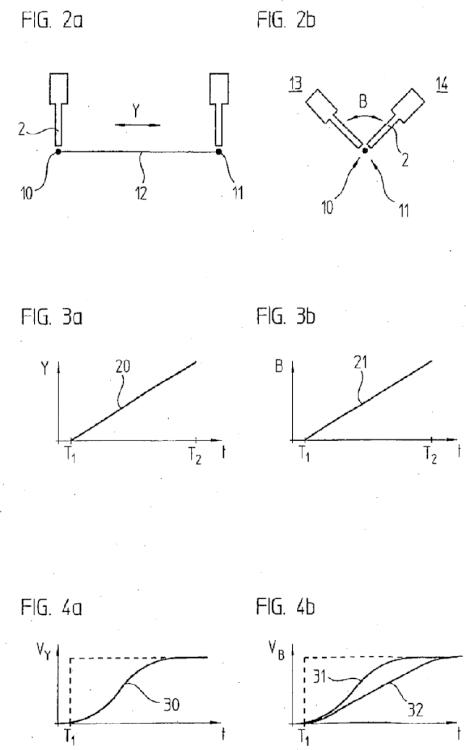
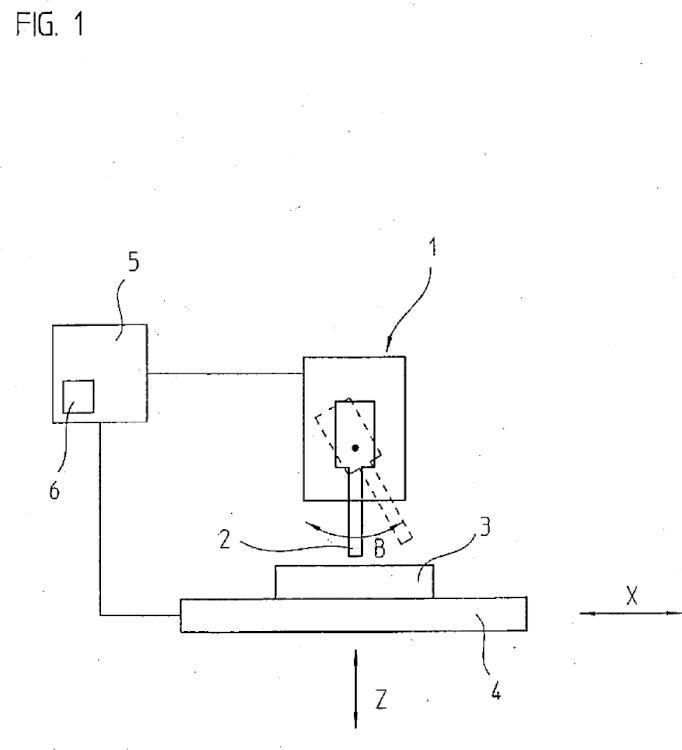
Otras ventajas así como detalles de la presente invención se derivan de la siguiente descripción por medio de las figuras. A este respecto se muestra:
En la Figura 1, una máquina herramienta con Control Numérico, En la Figura 2a, b, una trayectoria de herramienta en dos vistas, En la Figura 3a, b, un perfil de posición para dos ejes y En la Figura 4a, b, un perfil de velocidad para dos ejes.En la Figura 1 se reconoce una máquina herramienta 1 con una herramienta 2. Sobre una mesa de mecanizado 4 está fijada una pieza de trabajo 3. La pieza de trabajo 3 y la herramienta 2 pueden moverse una respecto a la otra en varios ejes. De este modo pueden reconocerse en el dibujo ejes lineales en la dirección X y Z, un tercer eje lineal en la dirección se encuentra en perpendicular al plano del dibujo. En una fresadora de 5 ejes hay además dos ejes angulares, de los que en la Figura 1 está representado el eje B. La herramienta 2 puede rotar alrededor de la dirección del eje . Un segundo eje angular A surge cuando la mesa de mecanizado 4 puede inclinarse alrededor del eje X. El control de los ejes X, Y, Z, A, B se realiza por medio de un Control Numérico 5, que, por ejemplo, puede ejecutar un programa de piezas o recibir y realizar órdenes individuales del operador de la máquina herramienta.
Como puede reconocerse fácilmente en la Figura 1, un movimiento de la herramienta 2 alrededor del eje angular B conduce a un desplazamiento de la punta de la herramienta 2 con respecto a la pieza de trabajo 3. Para facilitar la programación de un mecanizado de una pieza de trabajo en varios ejes X, Y, Z, A, B con al menos un eje angular A, B, debe prefijarse por el programador exclusivamente la trayectoria deseada de la punta de la herramienta 2 y la dirección de la herramienta, las posiciones teóricas de los ejes angulares A, B se calculan entonces automáticamente. Una unidad RTCP 6 del Control Numérico 5 asegura a este respecto que con un movimiento en un eje angular A, B los ejes lineales X, Y, Z se desplazan posteriormente de modo que el punto de ataque de la herramienta 2 en la pieza de trabajo 3 se mantiene sobre la trayectoria prefijada, tan sólo cambia la dirección de la herramienta 2 con relación a la pieza de trabajo 3. Para la corrección del punto de ataque durante el movimiento alrededor de un eje angular B son necesarios al menos dos ejes lineales X, Z. La invención por tanto puede utilizarse razonablemente... [Seguir leyendo]
Reivindicaciones:
1. Método de control de trayectoria en al menos dos ejes lineales (X, Y, Z) y al menos un eje angular (A, B), en el que se prefija el movimiento de una herramienta (2) frente a una pieza de trabajo (3) mediante un programa de piezas para un Control Numérico (5), en el que la gestión de velocidad en el Control Numérico (5) se efectúa separadamente para los ejes lineales (X, Y, Z) y los ejes angulares (A, B), caracterizado por que los perfiles de velocidad en los ejes angulares (A, B) se redondean más fuertemente que los perfiles de velocidad en los ejes lineales (X, Y, Z), corrigiéndose desviaciones que surgen de la gestión de velocidad separada del movimiento entre herramienta (2) y pieza de trabajo (3) mediante movimientos de compensación de los ejes lineales (X, Y, Z), de manera que para una desviación dada de los ejes angulares (A, B) de una gestión de velocidad sincrónica de todos los ejes (X, Y, Z, A, B) el punto de ataque de la herramienta (2) sobre la pieza de trabajo (3) permanece constante.
2. Método de acuerdo con la reivindicación 1, en el que para el redondeo de perfiles de velocidad en los ejes angulares (A, B) se utilizan filtros más sensibles que para el redondeo de perfiles de velocidad en los ejes lineales (X, Y, Z).
3. Método de acuerdo con la reivindicación 2, en el que para el redondeo de perfiles de velocidad en los ejes angulares (A, B) se utilizan filtros triangulares.
4. Método de acuerdo con la reivindicación 2 ó 3, en el que para el redondeo de perfiles de velocidad en los ejes lineales (X, Y, Z) se utilizan filtros de paso bajo.
5. Método de acuerdo con una de las reivindicaciones anteriores, en el que se prefija separadamente una medida para el redondeo para perfiles de velocidad para los ejes angulares (A, B) y los ejes lineales (X, Y, Z).
6. Método de acuerdo con la reivindicación 5, en el que para los ejes angulares (A, B) y los ejes lineales (X, Y, Z) se prefijan respectivamente tolerancias propias para el redondeo de perfiles de velocidad.
7. Método de acuerdo con la reivindicación 5, en el que para los ejes angulares (A, B) y los ejes lineales (X, Y, Z) se prefijan respectivamente distintos parámetros de filtro para el redondeo de perfiles de velocidad.
Patentes similares o relacionadas:
Dispositivo de diagnóstico de fallos y método de diagnóstico de fallos, del 9 de Octubre de 2019, de NISSAN MOTOR CO., LTD.: Un dispositivo de diagnóstico de fallos aplicable a un dispositivo mecánico provisto de un motor como fuente para accionar un eje de […]
Procedimiento de ajuste del consumo de energía de dos herramientas durante el mecanizado de extremos de secciones de tubo, del 16 de Enero de 2019, de Rattunde AG: Procedimiento de mecanizado de una sección de perfil largo que tiene una longitud real (L1) y un primer y un segundo extremo (3, 3'), donde […]
Procedimiento y dispositivo para soldadura por láser remoto asistida por robot con un control simplificado de la dirección de focalización del haz de rayo láser, del 11 de Abril de 2018, de COMAU S.P.A.: Procedimiento de soldadura por láser de una estructura constituida por unos elementos de planchas de metal, en el cual: - un robot de manipulación […]
Método de mando y control del motor eléctrico de una unidad de automatización y sistema conectado, del 26 de Julio de 2017, de GIMA TT S.r.l: Método para optimizar el mando y control de un motor eléctrico de una unidad de automatización , que comprende un elemento mecánico […]
Perforación con sensor de empuje adaptativo, del 12 de Julio de 2017, de THE BOEING COMPANY: Un aparato para realizar una operación de perforación sobre un apilamiento de materiales, comprendiendo el aparato: un alojamiento ; […]
Método para mover una herramienta de una máquina de CNC sobre una superficie, del 31 de Mayo de 2017, de FIDIA S.P.A.: Método para mover una herramienta de una máquina de CNC sobre una superficie en el que la máquina de CNC está dotada de una unidad de sensor , que […]
 Procedimiento de control de un robot de taladrado y robot de taladrado que utiliza el procedimiento, del 28 de Diciembre de 2016, de Safran Nacelles: Procedimiento de control de un robot de taladrado, del tipo que comprende una estructura mecánica pilotada que permite colocar una herramienta de taladrado en una secuencia […]
Procedimiento de control de un robot de taladrado y robot de taladrado que utiliza el procedimiento, del 28 de Diciembre de 2016, de Safran Nacelles: Procedimiento de control de un robot de taladrado, del tipo que comprende una estructura mecánica pilotada que permite colocar una herramienta de taladrado en una secuencia […]
Estructura de regulador para varias unidades de accionamiento acopladas mecánicamente, del 26 de Febrero de 2014, de DR. JOHANNES HEIDENHAIN GMBH: Estructura de regulador para más de dos unidades de accionamiento acopladas mecánicamente a unelemento móvil , en donde la estructura de regulador presenta […]