SISTEMA DE MECANIZADO POR AREAS PARA GRANDES PIEZAS.
Sistema de mecanizado por áreas para grandes piezas, del tipo de los utilizados en procesos industriales de fabricación para realizar cualquier tipo de mecanizado,
taladrado, o remachado de precisión en piezas de tamaño superior al del área máxima de trabajo del dispositivo de mecanizado, caracterizado porque utiliza un procedimiento específico de mecanizado por zonas con una pluralidad de referencias ubicadas en cada zona de mecanizado y destinadas al centrado local en esa zona de mecanizado, del sistema de visión artificial asociado al dispositivo de mecanizado, combinado con unos elementos de desplazamiento longitudinal de baja precisión, consistentes en unos carriles sobre los que se desplaza sobre ruedas el conjunto del dispositivo de mecanizado, con unos dispositivos de frenado y bloqueo específicos.Esta invención consigue un mecanizado de alta precisión, utilizando unos elementos de desplazamiento longitudinal de baja precisión y por tanto de bajo coste económico
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200800459.
Solicitante: LOXIN 2002, S.L..
Nacionalidad solicitante: España.
Provincia: NAVARRA.
Inventor/es: BAIGORRI HERMOSO, JULIAN.
Fecha de Solicitud: 14 de Febrero de 2008.
Fecha de Publicación: .
Fecha de Concesión: 21 de Enero de 2011.
Clasificación Internacional de Patentes:
- B64F5/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B64 AERONAVES; AVIACION; ASTRONAUTICA. › B64F INSTALACIONES EN TIERRA O INSTALACIONES EN CUBIERTA DE PORTAAVIONES ESPECIALMENTE ADAPTADAS PARA SU USO EN CONEXIÓN CON AERONAVES; DISEÑO, FABRICACIÓN, ENSAMBLAJE, LIMPIEZA, MANTENIMIENTO O REPARACIÓN DE AERONAVES, NO PREVISTOS EN OTRO LUGAR; MANIPULACIÓN, TRANSPORTE, ENSAYO O INSPECCIÓN DE COMPONENTES DE AERONAVES, NO PREVISTOS EN OTRO LUGAR. › Diseño, fabricación, ensamblado, limpieza, mantenimiento o reparación de aeronaves, no previstos en otro lugar; Manipulación, transporte, ensayo o inspección de componentes de aeronaves, no previstos en otro lugar.
Clasificación PCT:
- B64F5/00 B64F […] › Diseño, fabricación, ensamblado, limpieza, mantenimiento o reparación de aeronaves, no previstos en otro lugar; Manipulación, transporte, ensayo o inspección de componentes de aeronaves, no previstos en otro lugar.
Fragmento de la descripción:
Sistema de mecanizado por áreas para grandes piezas.
La presente memoria descriptiva se refiere, como su título indica, a un sistema de mecanizado por áreas para grandes piezas, del tipo de los utilizados en procesos industriales de fabricación para realizar cualquier tipo de mecanizado, taladrado, o remachado de precisión en piezas de tamaño superior al del área máxima de trabajo del dispositivo de mecanizado, caracterizado porque utiliza un procedimiento específico de mecanizado por zonas con una pluralidad de referencias ubicadas en cada zona de mecanizado y destinadas al centrado local en esa zona de mecanizado, del sistema de visión artificial asociado al dispositivo de mecanizado, combinado con unos elementos de desplazamiento longitudinal de baja precisión, consistentes en unos carriles sobre los que se desplaza sobre ruedas el conjunto del dispositivo de mecanizado, con unos dispositivos de frenado y bloqueo específicos
En la actualidad son ampliamente conocidos múltiples y variados tipos de dispositivos de mecanizado, taladrado, o remachado, que, para trabajos de precisión suelen ser del tipo brazo de robot o de cinemática paralela, tal y como pueden encontrarse descritos en la Patente ES 009900877 "Máquina de cinemática paralela de cabezal orientable" o en la Patente ES 200401154 "Sistema mejorado de remachado automático". Estos dispositivos de mecanizado tienen un área de trabajo relativamente reducida, lo cual implica el un serio problema para el mecanizado de piezas de grandes dimensiones, por ejemplo el ala de una aeronave, ya que obligaría a construir un brazo de robot o dispositivo de cinemática paralela de dimensiones mayores todavía, lo cual es económicamente inviable cuando se trata de obtener una alta precisión como la requerida en estas aplicaciones.
Para solventar este problema, consiguiendo un dispositivo de mecanizado para piezas de grandes dimensiones con alta precisión, se conocen máquinas como las descritas en la Patente Europea 99920928.1 "Estructura cinemática paralela de una máquina herramienta" y en la Patente Europea 02708376.5 "Máquina para el mecanizado de piezas de grandes dimensiones", en donde el elemento de cinemática paralela o brazo de robot encargado del mecanizado está montado en una plataforma que puede desplazarse tanto longitudinalmente como en altura mediante dispositivos como cilindros actuadores, husillos a bolas, cremalleras, etc.. Estas soluciones presentan el inconveniente de que estos desplazamientos realizados longitudinalmente y en altura deben de poderse realizar con la misma precisión de mecanizado que se desee obtener, lo cual obliga a utilizar unidades de desplazamiento de alta precisión en ambos sentidos, con el consiguiente encarecimiento del conjunto de la máquina. Este encarecimiento es directamente proporcional al grado de precisión requerido.
Ejemplos de este tipo de unidades de desplazamiento de alta precisión y alto coste asociado son ampliamente conocidos y utilizados, como los descritos en los Modelos de Utilidad 279619 "Unidad de desplazamiento a bolas perfeccionada, para equipos mecánicos de precisión", 269963 "Unidad de desplazamiento perfeccionada, para equipos mecánicos de precisión" y 194008 "Guías deslizantes de precisión", además de en la Patente ES 524545 "Sistema de desplazamiento horizontal y vertical de instrumentos mecánicos y opto mecánicos de precisión".
Además, el procedimiento de trabajo utilizado en este tipo de máquinas y consistente normalmente en dos o tres marcas de referencias o dianas colocadas en la pieza que el dispositivo de mecanizado, a través de un equipo de visión artificial, utiliza para referenciar toda la pieza y establecer las coordenadas apropiadas, lo cual obliga al uso de procedimientos de posicionamiento de alta precisión como el descrito en la Patente Europea 00901369.9 "Procedimiento y aparato para la determinación de la posición de un objeto alargado con respecto a la superficie de un cuerpo interpuesto mediante radiación electromagnética" para lograr la ubicación de los sistemas móviles con la necesaria precisión, incrementando más todavía el coste económico de la máquina.
Esta problemática es especialmente relevante en el caso de los desplazamientos longitudinales de la plataforma de soporte del dispositivo de mecanizado, ya que pueden ser de grandes longitudes, llegando a más de 90 metros en algunos casos especiales para piezas de gran tamaño. En el caso de los desplazamientos verticales la problemática es menor, ya que los recorridos suelen ser menores, del orden de unos pocos metros, con lo cual la influencia en el coste económico de la máquina es menor.
Para solventar la problemática existente en la actualidad en cuanto al problema del elevado coste económico de las instalaciones de mecanizado de precisión para grandes piezas se ha ideado el sistema de mecanizado por áreas para grandes piezas objeto de la presente invención, el cual utiliza un procedimiento específico de mecanizado por zonas con una pluralidad de referencias ubicadas en cada zona de mecanizado y destinadas al centrado local en esa zona de mecanizado, del sistema de visión artificial asociado al dispositivo de mecanizado, combinado con unos elementos de desplazamiento longitudinal de baja precisión, consistentes en unos carriles sobre los que se desplaza sobre ruedas el conjunto del dispositivo de mecanizado, con unos dispositivos de frenado y bloqueo específicos.
El conjunto del dispositivo de mecanizado puede, en caso necesario, estar dotado con dispositivos de movimiento vertical y transversal de los comúnmente utilizados de alta precisión, y comprenderá, como mínimo, la plataforma de soporte, las ruedas y sus motores y encoders asociados, los dispositivos de frenado, el dispositivo de visión artificial, el propio dispositivo de mecanizado con sus herramientas y porta herramientas, la unidad eléctrica de alimentación y la unidad electrónica de control del proceso, con su correspondiente software específico.
Los carriles de desplazamiento pueden ir bien empotrados a ras de suelo o bien montados sobre él, y se instalan de forma paralela a la mayor dimensión de la pieza a mecanizar.
Las ruedas tienen mayor diámetro en al menos en uno de los laterales, para impedir el desplazamiento transversal sobre los carriles, aunque pueden tener una cierta holgura con respecto a dichos carriles, y van asociadas, en al menos un eje, con un motor o motores de tipo neumático o eléctrico, y unos encoders para su control numérico.
Los dispositivos de frenado y bloqueo utilizados son preferentemente del tipo de mordazas sobre los carriles de desplazamiento, siendo actuados de forma neumática o eléctrica.
Está prevista una realización alternativa de la invención en la que los carriles de desplazamiento se encuentran ubicados en ambas caras de la pieza de mayor longitud, y en al menos una de las de menos, existiendo en las esquinas unos giradores eléctricamente controlados con una sección de carril destinados a proporcionar un giro de 900 al conjunto del dispositivo de mecanizado, permitiendo de esta forma que, con un único conjunto del dispositivo de mecanizado pueda mecanizarse ambas caras de la pieza.
Este sistema utiliza un procedimiento específico de mecanizado por áreas, controlado mediante la unidad electrónica de control del proceso, con su correspondiente software específico, que permite compensar la carencia de precisión existente en el desplazamiento longitudinal. Para ello se divide imaginariamente cada pieza a mecanizar en unas áreas de dimensiones ligeramente menores que el área máxima de trabajo del dispositivo de mecanización. En cada una de estas áreas imaginarias de la pieza se colocan una pluralidad de marcas de referencia o dianas.
El conjunto del dispositivo de mecanizado libera los dispositivos de frenado y bloqueo, se desplaza longitudinalmente mediante los motores asociados a las ruedas hasta colocarse aproximadamente en frente de la primera área de la pieza. A continuación activa los dispositivos de frenado y bloqueo, inmovilizando el conjunto del dispositivo de mecanizado sobre los raíles. El dispositivo de visión artificial localiza las marcas de referencia o dianas en su área de trabajo, se le aplica el correspondiente offset en las coordenadas de mecanizado en el CNC del Robot ó similar y se procede al mecanizado de dicha área de trabajo. En caso necesario se utilizarán también dispositivos de desplazamiento vertical y transversal...
Reivindicaciones:
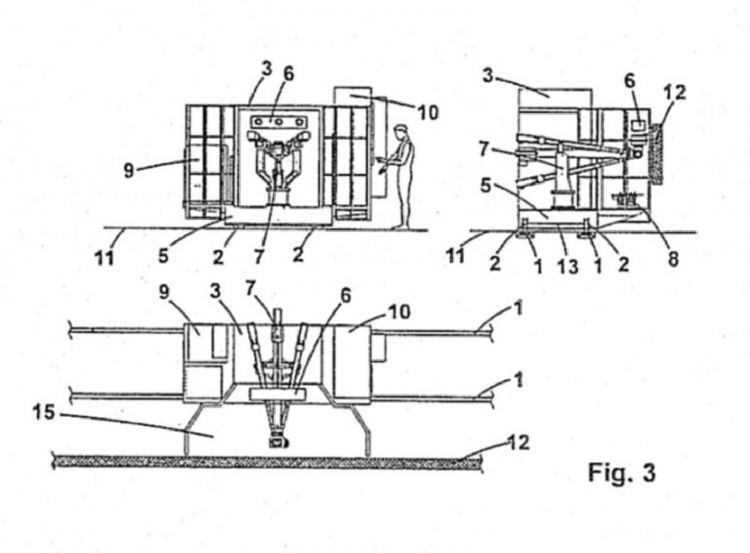
1. Sistema de mecanizado por áreas para grandes piezas, del tipo de los utilizados en procesos industriales de fabricación para realizar cualquier tipo de mecanizado, taladrado, o remachado de precisión en piezas de tamaño superior al del área máxima de trabajo del dispositivo de mecanizado, caracterizado por un procedimiento específico de mecanizado por áreas, controlado mediante una unidad electrónica de control (10) del proceso, con su correspondiente software específico, en el que previamente se divide imaginariamente cada pieza (12) a mecanizar en unas áreas (15) de dimensiones ligeramente menores que el área máxima de trabajo del dispositivo de mecanización (7), colocándose en cada una de estas áreas (15) imaginarias de la pieza (12) una pluralidad de marcas de referencia (16) o dianas, combinado con unos elementos de desplazamiento longitudinal de baja precisión, consistentes en dos carriles (1) paralelos, preferentemente metálicos, instalados de forma paralela a la mayor dimensión de la pieza (12) a mecanizar, sobre los que se desplaza sobre ruedas (2) el conjunto (3) del dispositivo de mecanizado (7), dotado asimismo dicho conjunto (3) con unos dispositivos de frenado y bloqueo (4).
2. Sistema de mecanizado por áreas para grandes piezas, según la anterior reivindicación, caracterizado porque el conjunto (3) del dispositivo de mecanizado (7) comprende, una plataforma de soporte (5), las ruedas (2) y sus motores y encoders asociados, los dispositivos de frenado y bloqueo (4), un dispositivo de visión artificial (6), el propio dispositivo de mecanizado (7) con sus herramientas y porta herramientas (8), una unidad eléctrica de alimentación (9) y la unidad electrónica de control (10) del proceso dotada con su correspondiente software específico.
3. Sistema de mecanizado por áreas para grandes piezas, según las anteriores reivindicaciones, caracterizado porque el conjunto (3) puede comprender además un dispositivo de movimientos vertical y transversal de alta precisión del dispositivo de mecanizado (7).
4. Sistema de mecanizado por áreas para grandes piezas, según las anteriores reivindicaciones, caracterizado porque los carriles (1) de desplazamiento están empotrados en el suelo (11).
5. Sistema de mecanizado por áreas para grandes piezas, según las anteriores reivindicaciones 1 a la 3, caracterizado porque los carriles (1) de desplazamiento están montados sobre el suelo (11).
6. Sistema de mecanizado por áreas para grandes piezas, según cualquiera de las anteriores reivindicaciones, caracterizado porque las ruedas (2) tienen mayor diámetro en al menos en uno de los laterales, para impedir el desplazamiento transversal sobre los carriles (1), y van asociadas, en al menos un eje (13), con un motor y unos encoders para su posicionado de baja precisión.
7. Sistema de mecanizado por áreas para grandes piezas, según cualquiera de las anteriores reivindicaciones 1 y 2 caracterizado porque los dispositivos de frenado y bloqueo (4) utilizados son mordazas sobre los carriles (1) de desplazamiento.
8. Sistema de mecanizado por áreas para grandes piezas, según cualquiera de las anteriores reivindicaciones, caracterizado porque los carriles (1) de desplazamiento se encuentran ubicados en ambas caras de la pieza (12) de mayor longitud, y en al menos una de las de menos longitud, existiendo en las esquinas unos giradores (14) dotados con una sección de carril (2), y dotados de capacidad de giro de 90º.
9. Sistema de mecanizado por áreas para grandes piezas, según la reivindicación 9, caracterizado porque el procedimiento específico de mecanizado por áreas comprende, para el mecanizado de un área (15), una fase primera (18) en la que el conjunto (3) del dispositivo de mecanizado (7) libera los dispositivos de frenado y bloqueo (4), seguida de una fase segunda (19) en la que el conjunto (3) del dispositivo de mecanizado (7) se desplaza longitudinalmente mediante los motores asociados a las ruedas (2) hasta colocarse aproximadamente en frente de la primera área de la pieza (12), para proseguir con una fase tercera (20) en la que el conjunto (3) del dispositivo de mecanizado (7) activa los dispositivos de frenado y bloqueo (4), inmovilizando el conjunto (3) del dispositivo de mecanizado (7) sobre los raíles (1), continuando con una fase cuarta (21) en la que el dispositivo de visión artificial (6) localiza las marcas de referencia (16) o dianas en su área (15) de trabajo, y aplica el correspondiente offset en las coordenadas de mecanizado en el Control (CNC) del Robot, para proseguir con una fase quinta (22) en la que el dispositivo de mecanizado (7) procede al mecanizado de dicha área (15) de trabajo de acuerdo al software programado.
10. Sistema de mecanizado por áreas para grandes piezas, según las reivindicaciones 9 y 10, caracterizado porque el procedimiento específico de mecanizado por áreas, una vez finalizado el mecanizado de un área (15), vuelve a repetir el proceso desplazándose longitudinalmente a la siguiente área (15) de trabajo, y así sucesivamente hasta finalizar (23) el mecanizado de toda la pieza (12), en cuyo caso el conjunto (3) del dispositivo de mecanizado (7) vuelve a la posición inicial (17).
11. Sistema de mecanizado por áreas para grandes piezas, según las reivindicaciones 1, 9 y 10, caracterizado porque el procedimiento específico de mecanizado por áreas puede utilizar además dispositivos de desplazamiento vertical de tipo convencional de alta precisión.
Patentes similares o relacionadas:
Conjunto de calentamiento de una aeronave con motor de combustión interna refrigerado por líquido y elemento de calentamiento usando calor residual, del 15 de Julio de 2020, de PRATT & WHITNEY CANADA CORP.: Una aeronave que incluye un conjunto de calentamiento, comprendiendo el conjunto de calentamiento: un motor de combustión interna que tiene un sistema […]
Estructuras de material compuesto que tienen líneas de unión con impedancia eléctrica empareada, del 11 de Marzo de 2020, de THE BOEING COMPANY: Una estructura laminada de material compuesto, que comprende: un primer laminado de plastico reforzado con fibra de carbono que tiene una primera impedancia […]
Procedimiento de ensamblaje de superficies de control de aeronaves, del 15 de Enero de 2020, de SALVER S.P.A: Procedimiento de ensamblaje de superficies de control de aeronaves (1, 1'), en particular dispositivos hipersustentadores y partes del ala, en el que la superficie […]
Estructura de retención ajustable para un dispositivo de cuna, del 9 de Octubre de 2019, de THE BOEING COMPANY: Un método para sostener un panel para un conjunto de fuselaje, comprendiendo el método: proporcionar un dispositivo de cuna que comprende una base […]
Disposición de suelo con paneles de suelo curvos para una aeronave, del 18 de Septiembre de 2019, de Airbus Operations GmbH: Disposición de suelo para una cabina de pasajeros de una aeronave o una nave espacial, que comprende: rieles de montaje para montar componentes […]
Efector final para limpiar objetos con múltiples superficies, del 10 de Julio de 2019, de THE BOEING COMPANY: Un aparato que comprende: una plataforma ; una interfaz robótica asociada con la plataforma y configurada para su conexión a un […]
Método de fabricación de un elemento de aeronave con material auxiliar, del 28 de Mayo de 2019, de AIRBUS OPERATIONS, S.L: Método de aplicación, detección y eliminación de material auxiliar sobre o desde un elemento de aeronave, comprendiendo el método las siguientes […]
Robot oruga y plataforma de soporte, del 15 de Mayo de 2019, de THE BOEING COMPANY: Aparato que comprende un sistema de oruga y un robot oruga, comprendiendo el robot oruga: un primer sistema de movimiento configurado para […]