HERRAMIENTA DE MOLDEO POR INYECCIÓN Y MÉTODO PARA LA INYECCIÓN DE UNA SECCIÓN DE UNA PIEZA MOLDEADA.
Herramienta de moldeo por inyección para moldear por inyección una sección sobre una pieza moldeada (196) y/o revestir una sección de una pieza moldeada,
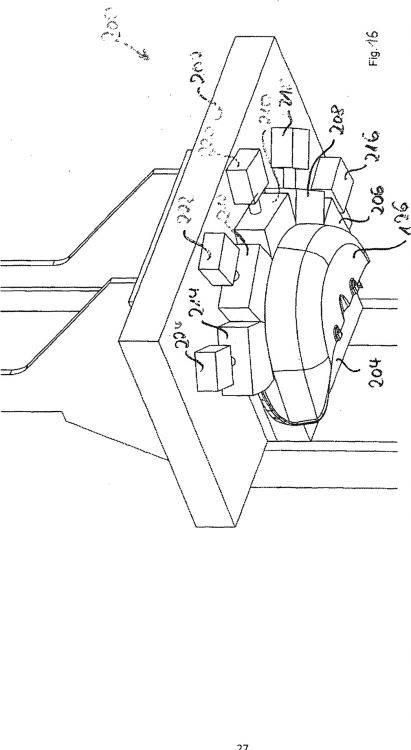
como una pieza de vehículo, en particular el revestimiento del paso de rueda o la parte inferior de la carrocería, la cual presenta una sección de la boquilla (200) que comprende al menos dos mordazas de moldeo (204, 206, 208, 210, 212, 214) que pueden desplazarse relativamente una con respecto a la otra, las cuales, en la posición de inyección delimitan una cavidad (215) en la cual desemboca un canal de inyección, así como al menos un elemento de cierre o de bloqueo (226) que actúa conjuntamente con al menos una mordaza del moldeo dispuesta en la sección de la boquilla para sostener al menos una mordaza de moldeo que puede ajustarse en la posición de inyección, donde el elemento de cierre o de bloqueo se extiende desde la sección de la boquilla, se encuentra diseñado en forma ajustable con respecto a ésta y bloquea al menos una mordaza de moldeo ajustable en su posición de inyección y una de las mordazas de moldeo es un núcleo del molde (204) que se extiende estacionariamente desde un soporte del molde (202) de la sección de la boquilla (200) y al menos una de las mordazas de moldeo (206, 208, 210, 212, 214) se encuentra dispuesta de forma ajustable con respecto al núcleo del molde, caracterizada porque el elemento de cierre o de bloqueo (226) en la posición de cierre de al menos una mordaza de moldeo (206, 208, 210, 212, 214) se engancha en esta última mediante una unión positiva
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08168031.
Solicitante: ICOS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: JOHN-F. KENNEDY-STRASSE 48 38228 SALZGITTER ALEMANIA.
Inventor/es: MULLER, MICHAEL, DR., KELPE, HANS-RUDOLF, MUHE,ANDREAS, PICHLER,ERNST.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Julio de 2005.
Fecha Concesión Europea: 1 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B29C45/14F
- B29C45/33 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › teniendo elementos del molde móviles transversalmente, p. ej. radialmente.
- B29C45/64 B29C 45/00 […] › Dispositivos de apertura, cierre o apriete de moldes.
Clasificación PCT:
- B29C45/14 B29C 45/00 […] › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29C45/33 B29C 45/00 […] › teniendo elementos del molde móviles transversalmente, p. ej. radialmente.
- B29C45/64 B29C 45/00 […] › Dispositivos de apertura, cierre o apriete de moldes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
La presente invención hace referencia a una herramienta de moldeo por inyección para moldear por inyección una 5 sección sobre una pieza moldeada y/o revestir una sección de una pieza moldeada, como una pieza de vehículo, en particular el revestimiento del paso de rueda o la parte inferior de la carrocería, la cual presenta una sección de la boquilla que comprende al menos dos mordazas de moldeo que pueden desplazarse relativamente una con respecto a la otra, las cuales, en la posición de inyección delimitan una cavidad en la cual desemboca un canal de inyección, así como al menos un elemento de cierre o de bloqueo que actúa conjuntamente con al menos una mordaza del moldeo 10 dispuesta en la sección de la boquilla para sostener al menos una mordaza de moldeo que puede ajustarse en la posición de inyección, donde el elemento de cierre o de bloqueo se extiende desde la sección de la boquilla, se encuentra diseñado en forma ajustable con respecto a ésta y bloquea al menos una mordaza de moldeo ajustable en su posición de inyección y una de las mordazas de moldeo es un núcleo del molde que se extiende estacionariamente desde un soporte del molde de la sección de la boquilla y al menos una de las mordazas de moldeo se encuentra 15 dispuesta de forma ajustable con respecto al contorno del núcleo.
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
**(Ver fórmula)**
Además, la presente invención se relaciona con un método para moldear por inyección una sección sobre una pieza moldeada y/o revestir una sección de una pieza moldeada, como una pieza de vehículo, en particular el revestimiento del paso de rueda o la parte inferior de la carrocería, donde la pieza moldeada es insertada en algunas secciones dentro de una cavidad rodeada por mordazas de moldeo ajustables relativamente unas con otras y se extiende desde una 20 sección de la boquilla de una herramienta de moldeo por inyección, al menos una de las mordazas de moldeo se encuentra bloqueada por al menos un elemento de cierre que se extiende desde la sección de la boquilla, mediante el ajuste de dicho elemento con respecto a por lo menos una mordaza de moldeo en su posición de inyección y material capaz de fluir es inyectado dentro de la cavidad después del cierre de las mordazas de moldeo (posición de inyección).
Por la solicitud EP-A-1 396 329 se conoce un método y una instalación para conformar una sección de un cárter en 25 forma de caja. La herramienta de moldeo por inyección utilizada, en este caso, se compone de una sección de la boquilla y de una pieza de inyección, donde durante la inyección, las mordazas de moldeo que alojan a la sección del cárter en forma de caja a ser inyectada, son sostenidas en la posición de inyección para evitar un desajuste durante la inyección.
Por la solicitud US-A-3,358,333 se conoce una herramienta de moldeo por inyección, mediante la cual una suela es 30 moldeada por inyección desde la parte superior de un calzado. Para ello, las mordazas de moldeo requeridas son ajustadas y fijadas mediante palancas articuladas que se extienden de forma oscilante desde la sección de la boquilla de la herramienta y que pueden ser accionadas mediante cilindros que por su parte se encuentran acoplados mediante articulación en el marco de la herramienta de moldeo por inyección.
Por la solicitud US-A-5,422,059 se conoce una herramienta de moldeo por inyección compuesta por una sección de la 35 boquilla y una pieza de cierre. En este caso, la pieza de cierre puede ser ajustada con respecto a la sección de la boquilla mediante un cilindro hidráulico. La pieza de cierre se encuentra conducida a lo largo de guías que se extienden desde la sección de la boquilla.
Por la solicitud DE-A-199 32 515 se conoce una herramienta también por una sección de la boquilla y una pieza de cierre. Mediante esta herramienta pueden moldearse por inyección cajas con asas estables. 40
De acuerdo a la solicitud DE-A-40 22 884, en el caso de una caja de plástico para botellas, un elemento externo puede ser extendido sobre el elemento núcleo de un asa. La solicitud EP-A- 1 000 865 prevé llevar a cabo un revestimiento de un asa de una caja para botellas. Esto mismo puede observarse en la solicitud DE-A-102 08 845.
Para fabricar una pieza moldeada por inyección, conforme a la solicitud DE-A-34 46 020, se proporciona una cavidad del molde delimitada por mordazas ajustables, las cuales son ajustadas de modo tal que diferentes materiales pueden 45 ser inyectados uno tras otro en la cavidad del molde.
De acuerdo a la solicitud JP-A-01072815 son fabricadas piezas moldeadas a través de moldeo por inyección, donde una cavidad se encuentra delimitada por mordazas de moldeo que pueden ser mantenidas juntas al ser apretadas en un soporte. De este modo, las mordazas de moldeo son presionadas hacia dentro en un soporte mediante una sección de la boquilla. Las superficies externas de las mordazas de moldeo, y con ello, las superficies internas del soporte, 50 presentan un desarrollo cónico.
De acuerdo a las solicitudes JP-A-2001058339 y JP-A-08066950, para el moldeo por inyección de piezas plásticas mordazas de moldeo son mantenidas juntas en sus áreas del borde por piezas de cierre anulares, así como en forma de garra, las cuales son ajustables con respecto a las mordazas de moldeo.
Una herramienta de moldeo por inyección es especificada en la solicitud FR-B-1 076 318 para la inyección de objetos en 55 forma de anillo. Para ello, una pluralidad de mordazas de moldeo externas, ajustables por palancas articuladas
superiores, es ajustable con respecto a una mordaza de moldeo que forma un molde anular. De forma alternativa, las mordazas de moldeo externas pueden ser ajustadas mediante cilindros superiores.
En la DE.Z.: Transformadores de plásticos, tomo 55, año 2004, Nº 2, páginas 20 – 23, se observa un etiquetado en molde (IN-MOULD-LABELLING) de cajas para botellas, mediante moldeo por inyección. El documento US 3,358,333 revela una herramienta de moldeo por inyección conforme al preámbulo de la reivindicación 1 y un método conforme al 5 preámbulo de la reivindicación 6.
Es objeto de la presente invención el perfeccionar de modo tal una herramienta de moldeo por inyección de la clase mencionada en la introducción, así como también un método semejante, de manera que en el caso de una construcción compacta, una pieza moldeada como cajas o pieza de vehículos, como revestimientos del paso de rueda, pueda ser revestida sin dificultades al menos en algunas secciones, para en estas secciones obtener propiedades deseadas de los 10 materiales, así como para modificar geométricamente una o varias secciones deseadas, así como para prolongarlas. De este modo, debe asimismo ser posible también una utilización independientemente del lugar de la fabricación de la pieza moldeada.
Conforme a la invención, este objeto se alcanzará, principalmente, debido a que el elemento de bloqueo o de cierre, en posición de cierre de al menos una mordaza de moldeo ajustable, se engancha en ésta mediante una unión positiva. 15
Se proporciona también un método para moldear por inyección una sección sobre una pieza moldeada y/o revestir una sección de una pieza moldeada, como una pieza de vehículo, en particular el revestimiento del paso de rueda o la parte inferior de la carrocería, donde la pieza moldeada es insertada en algunas secciones dentro de una cavidad rodeada por mordazas de moldeo ajustables relativamente unas con otras y se extiende desde una sección de la boquilla de una herramienta de moldeo por inyección, al menos una de las mordazas de moldeo se encuentra bloqueada por al menos 20 un elemento de cierre que se extiende desde la sección de la boquilla, mediante el ajuste de dicho elemento con respecto a por lo menos una mordaza de moldeo en su posición de inyección y material capaz de fluir es inyectado dentro de la cavidad después del cierre de las mordazas de moldeo (posición de inyección), el cual se caracteriza porque la pieza moldeada se encuentra dispuesta en una de las mordazas de moldeo que se encuentra diseñada como un núcleo del molde...
Reivindicaciones:
1. Herramienta de moldeo por inyección para moldear por inyección una sección sobre una pieza moldeada (196) y/o revestir una sección de una pieza moldeada, como una pieza de vehículo, en particular el revestimiento del paso de rueda o la parte inferior de la carrocería, la cual presenta una sección de la boquilla (200) que comprende al menos dos 5 mordazas de moldeo (204, 206, 208, 210, 212, 214) que pueden desplazarse relativamente una con respecto a la otra, las cuales, en la posición de inyección delimitan una cavidad (215) en la cual desemboca un canal de inyección, así como al menos un elemento de cierre o de bloqueo (226) que actúa conjuntamente con al menos una mordaza del moldeo dispuesta en la sección de la boquilla para sostener al menos una mordaza de moldeo que puede ajustarse en la posición de inyección, donde el elemento de cierre o de bloqueo se extiende desde la sección de la boquilla, se 10 encuentra diseñado en forma ajustable con respecto a ésta y bloquea al menos una mordaza de moldeo ajustable en su posición de inyección y una de las mordazas de moldeo es un núcleo del molde (204) que se extiende estacionariamente desde un soporte del molde (202) de la sección de la boquilla (200) y al menos una de las mordazas de moldeo (206, 208, 210, 212, 214) se encuentra dispuesta de forma ajustable con respecto al núcleo del molde, caracterizada porque el elemento de cierre o de bloqueo (226) en la posición de cierre de al menos una mordaza de 15 moldeo (206, 208, 210, 212, 214) se engancha en esta última mediante una unión positiva.
2. Herramienta de moldeo por inyección conforme a la reivindicación 1, caracterizada porque el elemento de cierre o de bloqueo (226) se engancha en un escotadura (230) de al menos una mordaza de moldeo ajustable (206, 208, 210, 212, 214).
3. Herramienta de moldeo por inyección conforme a la reivindicación 1 ó 2, caracterizada porque el recorrido de ajuste 20 de al menos una mordaza de moldeo ajustable (206, 208, 210, 212, 214) se extiende de forma transversal, en particular de forma vertical, con respecto al recorrido de ajuste del elemento de cierre o de bloqueo (226).
4. Herramienta de moldeo por inyección conforme a por lo menos una de las reivindicaciones precedentes, caracterizada porque varias mordazas de moldeo (206, 208, 210, 212, 214) se encuentran dispuestas en forma de estrella o aproximadamente en forma de estrella alrededor del núcleo de contorno (204) y en la posición de cierre se 25 prolongan al mismo nivel unas sobre otras en sus secciones que se extienden del lado de la cavidad.
5. Herramienta de moldeo por inyección conforme a por lo menos una de las reivindicaciones precedentes, caracterizada porque al menos una de las mordazas de moldeo (206, 208, 210, 212, 216) que se ajusta con respecto al núcleo de contorno (204) se encuentra unida mediante un primer cilindro de presión (216, 218, 220, 222, 224) unido al soporte del molde (202), y/o el elemento de cierre o de bloqueo (226), se encuentra unido mediante un segundo cilindro 30 de presión (228) unido al soporte del molde.
6. Método para moldear por inyección una sección sobre una pieza moldeada (196) y/o revestir una sección de una pieza moldeada, como una pieza de vehículo, en particular el revestimiento del paso de rueda o la parte inferior de la carrocería, donde la pieza moldeada es insertada en algunas secciones dentro de una cavidad (215) rodeada por mordazas de moldeo (204, 206, 208, 210, 212, 214) ajustables relativamente unas con otras y se extiende desde una 35 sección de la boquilla (200) de una herramienta de moldeo por inyección, al menos una de las mordazas de moldeo se encuentra bloqueada por al menos un elemento de cierre (226) que se extiende desde la sección de la boquilla, mediante el ajuste de dicho elemento con respecto a por lo menos una mordaza de moldeo en su posición de inyección y material capaz de fluir es inyectado dentro de la cavidad después del cierre de las mordazas de moldeo en la posición de inyección, caracterizado porque la pieza moldeada (196) se encuentra dispuesta en una de las mordazas de moldeo 40 que se encuentra diseñada como un núcleo del molde (204) dispuesto estacionariamente sobre un soporte del molde (202) de la sección de la boquilla (200), al menos una de las mordazas de moldeo (204, 206, 208, 210, 212, 214) se encuentra ajustada con respecto al núcleo del molde para la formar la cavidad (215) y, por tanto, al menos una de las mordazas de moldeo ajustables relativamente unas con otras se encuentra bloqueada en ésta mediante el enganche que presenta una unión positiva del elemento de cierre o de bloqueo (226) 45
7. Método conforme a la reivindicación 6, caracterizado porque un borde (198) de un revestimiento del paso de rueda es insertado como la pieza moldeada (196) dentro de la cavidad (215) delimitada por el núcleo del molde (204) y por al menos una mordaza de moldeo (206, 208, 210, 212, 214,) que se ajusta relativamente con respecto a éste.
Patentes similares o relacionadas:
Recipiente de reactivo para almacenar un reactivo líquido, aparato para fabricar una parte inferior de un recipiente de reactivo y un método para fabricar una parte inferior de un recipiente de reactivo, del 3 de Junio de 2020, de F. HOFFMANN-LA ROCHE AG: Un recipiente de reactivo para un instrumento analítico, en donde el recipiente de reactivo está configurado para almacenar un reactivo líquido, […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
Procedimiento de fabricación de mango, sistema y molde para fabricar el mismo, del 4 de Diciembre de 2019, de SNA EUROPE INDUSTRIES IBERIA, S.A: Procedimiento de fabricación de un mango formado por al menos un primer material y un segundo material, caracterizado porque el procedimiento comprende los siguientes […]
CONJUNTO DE MOLDEO POR INYECCIÓN Y PROCEDIMIENTO DE FABRICACIÓN, del 10 de Enero de 2019, de QUINORGAN S.L.: Conjunto de moldeo por inyección, para fabricar piezas que presentan exteriormente al menos una cara plana, presentando unos medios de inyección […]
Proceso de ejecución de cierre hermético para envase mediante inyección en molde, del 30 de Noviembre de 2018, de ITC PACKAGING S.L.U: Proceso de ejecución de cierre hermético para envase mediante inyección en molde, donde el molde está formado por una parte fija con […]
Molde de inyección y procedimiento de inyección asociado, del 11 de Abril de 2018, de JP Grosfilley: Molde de inyección que comprende al menos una primera parte de molde , al menos una segunda parte de molde posicionada frente a […]
Dispositivo de inyección, del 21 de Febrero de 2018, de HOSPIRA, INC.: Sistema para administrar un producto farmacéutico desde un cartucho (155, 155'), que comprende: un cuerpo de inyector (105, 105', 150") que […]
Bloque óptico de vehículo y molde para la fabricación de dicho bloque, del 19 de Abril de 2017, de RENAULT S.A.S.: Bloque óptico de vehículo automóvil, que incluye: -una pieza moldeada que presenta: -una primera pared que presenta una primera […]