PROCEDIMIENTO PARA PRODUCIR UN ANILLO DE PUERTA PARA UNA PUERTA DE UNA MÁQUINA DE TRATAMIENTO DE ROPA DE CARGA FRONTAL.
Procedimiento para producir un anillo de puerta para una puerta (1) de una máquina (2) de tratamiento de ropa de carga frontal,
que se coloca desde fuera como anillo de cubierta/anillo de adorno (3) sobre el anillo (5) unido mediante bisagra que encierra el cristal (4) de puerta, comprendiendo la producción del anillo (3) de cubierta o de adorno las siguientes etapas de procedimiento, - cortar un tubo (7) metálico con un diámetro definido así como un grosor de pared definido, - curvar el tubo (7) para dar un toro (8), - soldar los extremos del toro (8) de tubo metálico que se encuentran a nivel uno delante de otro, - colocar una tubuladura en el toro (8) de tubo metálico para introducir a presión un medio incompresible, - insertar el toro (8) en un molde de varias piezas, - aplicar el medio incompresible al toro, - extraer el toro (8) conformado del molde y - separar el toro (8) conformado para dar dos anillos (1
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08022120.
Solicitante: MIELE & CIE. KG.
Nacionalidad solicitante: Alemania.
Dirección: CARL-MIELE-STRASSE 29 33332 GÜTERSLOH ALEMANIA.
Inventor/es: ARING, FRANZ, HOPPE, HOLGER, KNOKE, MATTHIAS, Bonen,Jürgen.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Diciembre de 2008.
Clasificación Internacional de Patentes:
- B21D53/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de objetos en forma anular, p. ej. aros para toneles.
- D06F37/26 TEXTILES; PAPEL. › D06 TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06F LAVANDERIA, SECADO, PLANCHADO, PRENSADO O PLEGADO DE ARTICULOS TEXTILES. › D06F 37/00 Partes constitutivas específicas de las máquinas de lavar cubiertas por los grupos D06F 21/00 - D06F 25/00. › Cubiertas; Cubas.
Clasificación PCT:
- B21J5/12 B21 […] › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 5/00 Métodos para forjar, martillar o prensar (para trabajar las chapas, tubos, barras o perfiles metálicos B21D; para trabajar alambre B21F ); Equipo o accesorios particulares. › Formación de perfiles sobre superficies interiores o exteriores (fabricación de aterrajado por forjado, prensado, o martillado B21K).
- D06F37/28 D06F 37/00 […] › Puertas; Sus sistemas de fijación.
- D06F39/14 D06F […] › D06F 39/00 Partes constitutivas de lavadoras, no especificas de un tipo concreto de máquinas de los cubiertos por los grupos D06F 9/00 - D06F 27/00 (control de lavadoras D06F 33/00, D06F 34/00). › Puertas o cubiertas; Sus sistemas de fijación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356581_T3.pdf

Fragmento de la descripción:
La invención se refiere a un procedimiento para producir un anillo de puerta para una puerta de una máquina de tratamiento de ropa de carga frontal, que se coloca desde fuera como anillo de cubierta/anillo de adorno sobre el 5 anillo unido mediante bisagra que encierra el cristal de puerta.
Los anillos de cubierta/de adorno de este tipo conocidos por el estado de la técnica se colocan como cierre óptico sobre el anillo unido mediante bisagra que encierra el cristal de puerta. Estos anillos conocidos se producen según un procedimiento de fundición inyectada de zinc. Presentan a este respecto en particular la desventaja de que en su tipo de producción tienen un coste muy elevado debido a los costes de material, siendo igualmente desfavorable en 10 particular la realización en la fundición inyectada de zinc, también en lo que se refiere al peso. También se conoce, sustituir por ejemplo la solución de fundición inyectada de zinc por una solución de chapa, fabricándose el anillo de puerta de chapa a través de un procedimiento de presión o prensado. Sin embargo, en el caso del anillo de puerta de chapa resulta la desventaja de que presenta tendencia al estiraje. De este modo resultan huellas de embutición y estrías, lo que a su vez conduce a un esfuerzo elevado de lijado y de pulido en los anillos de cubierta o de adorno de 15 este tipo. Además el procedimiento de embutición profunda tiene la desventaja de que durante la fabricación presenta costes de recorte elevados.
Por el documento DE 10 2006 026 717 A1 se conoce dotar una puerta de plástico en el lado frontal de una pieza decorativa de una capa metálica. En este sentido la pieza decorativa se pega sobre el marco de plástico, siendo necesario en este sentido un cuidado y una exactitud especialmente elevada durante la conformación, para que en la 20 zona a la vista en el lado frontal no se genere ninguna fisura visible. Además el marco de plástico no está cubierto completamente por fuera, de modo que partes del marco de plástico están expuestas a las influencias del entorno o al menos son visibles para el usuario.
La invención se plantea por consiguiente el problema de proporcionar un procedimiento para producir un anillo de puerta para una puerta de una máquina de tratamiento de ropa de carga frontal, que supere los inconvenientes 25 señalados, reduciéndose en particular los elevados costes de material.
Según la invención este problema se soluciona mediante un procedimiento con las características de la reivindicación 1. Perfeccionamientos ventajosos de la invención resultan de las reivindicaciones dependientes siguientes.
Las ventajas alcanzadas con la invención deben considerarse en particular como que, por un lado, con el 30 procedimiento según la invención se consigue una calidad superficial esencialmente mejorada del anillo de cubierta/de adorno, evitándose por otro lado los recortes prácticamente del todo o siendo al menos muy reducidos.
Para ello el procedimiento según la invención para producir el anillo de cubierta/de adorno comprende las siguientes etapas de procedimiento. En primer lugar se corta a medida un tubo con un diámetro definido así como un grosor de pared definido. El tubo cortado se curva entonces para dar un toro, de modo que se forma un cuerpo hueco 35 anular. Los extremos que se encuentran en contacto uno delante de otro del tubo curvado se sueldan entonces entre sí, de modo que se genera un cuerpo hueco estable. Después se coloca en un punto de la circunferencia del toro curvado una tubuladura que atraviesa la pared del toro, que está concebida en particular para insertar un medio incompresible. Después se introduce el toro curvado con la tubuladura colocada en un molde de al menos dos piezas, que rodea el toro curvado, siguiendo siendo accesible desde fuera la abertura o el extremo libre de la tubuladura colocada. Después se 40 aplica el medio incompresible al toro a través de la tubuladura colocada, de modo que en particular la pared de toro se apoya en la pared interna del molde, de modo que se forma una pieza conformada de cuerpo hueco, que corresponde a la pared del molde. Después se abre de nuevo el molde y se extrae del molde el cuerpo hueco conformado, de modo que se ha formado un cuerpo hueco conformado a modo de llanta. Si se separa entonces el cuerpo hueco conformado por medio de un corte de separación en el plano o eje radial, entonces se obtienen dos anillos parciales. 45
En una realización ventajosa se realiza el corte de separación en el eje de simetría radial, de modo que se generan dos anillos parciales esencialmente idénticos. Con ello se obtienen con un corte de separación simultáneamente dos anillos parciales iguales.
Según un perfeccionamiento ventajoso de la invención, para obtener en este caso anillos de puerta o anillos de cubierta que pueden colocarse de manera correspondiente, se separa el toro conformado en el borde interno y externo. 50 El toro conformado presenta en el centro del anillo brazos conformados en forma de V, a los que están adaptadas almas que discurren paralelas, que se convierten en un alma transversal que forma el borde externo. A este respecto durante la conformación se prevé que en el punto de intersección de los brazos de la V se forme hacia dentro una ranura, estando igualmente formadas hacia fuera en cada caso en las almas que discurren paralelas ranuras dirigidas hacia fuera. Para obtener en particular un anillo de adorno que pueda colocarse de manera ajustada, se realiza por tanto el 55 corte de separación una vez en el punto de intersección de los brazos de la V en la ranura, previéndose por otro lado dos cortes de separación en el borde externo y concretamente en este caso en las ranuras, que están conformadas
dirigidas hacia fuera en las almas que discurren paralelas. Como resto o como recorte queda entonces únicamente sólo el alma transversal que queda en el anillo externo entre las dos ranuras, de modo que en este caso pueden generarse dos anillo idénticos que pueden colocarse con un toro conformado.
En un perfeccionamiento ventajoso de la invención en este sentido el anillo de cubierta o de adorno está fabricado a partir de un tubo de acero. En una forma de realización alternativa el anillo de adorno está fabricado de un 5 material de aluminio.
Un ejemplo de realización de la invención se describe más detalladamente mediante las siguientes figuras 1 a 9; muestran:
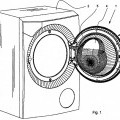
la figura 1 una representación en perspectiva de una máquina de tratamiento de ropa de carga frontal con la puerta abierta, 10
la figura 2 una representación en despiece ordenado de una puerta unida mediante bisagra de una máquina de tratamiento de ropa de carga frontal;
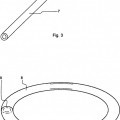
la figura 3 una representación aislada de un tubo según el procedimiento;
la figura 4 una representación en perspectiva adicional del tubo curvado según el procedimiento;
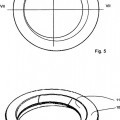
la figura 5 una vista frontal del toro conformado según el procedimiento; 15
la figura 6 una representación en perspectiva del toro conformado según el procedimiento;
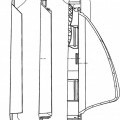
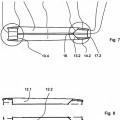
la figura 7 una vista en corte del toro conformado según la línea de corte VII-VII en la figura 5;
la figura 8 una representación en corte del toro conformado según el procedimiento tras el corte de separación y
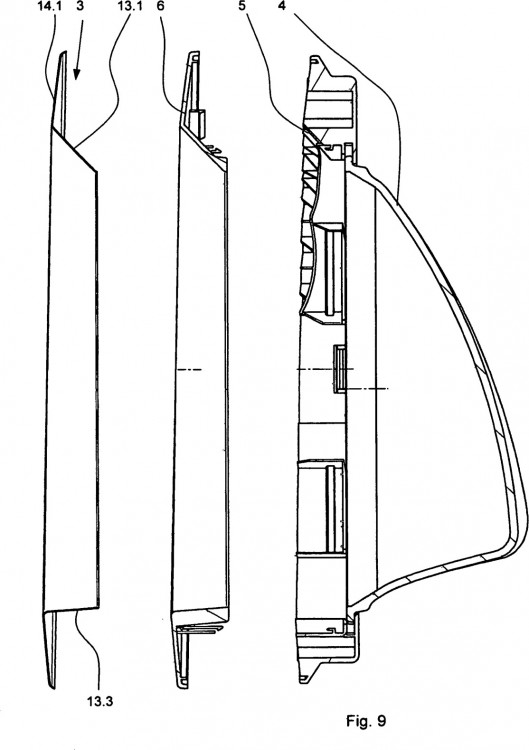
la figura 9 una representación en despiece ordenado del anillo de cubierta o de puerta conformado, 20 conformado según el procedimiento en una vista lateral en corte.
La figura 1 muestra una puerta 1 abierta en una máquina 2 de tratamiento de ropa de carga frontal, comprendiendo la puerta 1 un anillo 5 que encierra un cristal 4 de puerta, sobre el que está colocado desde fuera un anillo 3 de cubierta/de adorno. El anillo 5 está unido mediante bisagra en un lado con el borde de la abertura de carga en la pared frontal de la máquina 2 de tratamiento de ropa. En la representación aislada de la figura 2 resulta evidente 25 que sobre el anillo 5 unido mediante bisagra está colocado un anillo 6 de sujeción, sobre el que se coloca entonces finalmente el anillo 3 de cubierta/de adorno producido según el procedimiento. El cristal 4 de puerta está fijado al anillo 5 y tiene un abombamiento dirigido hacia el interior de la máquina 2 (figura 1), cuando la puerta 1 está cerrada.
El procedimiento como tal se documenta detalladamente mediante las figuras 3 a 9. El procedimiento se lleva a cabo a este respecto de la siguiente manera. 30
En primer lugar se corta un tubo 7... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para producir un anillo de puerta para una puerta (1) de una máquina (2) de tratamiento de ropa de carga frontal, que se coloca desde fuera como anillo de cubierta/anillo de adorno (3) sobre el anillo (5) unido mediante bisagra que encierra el cristal (4) de puerta, comprendiendo la producción del anillo (3) de cubierta o de adorno las siguientes etapas de procedimiento, 5
- cortar un tubo (7) metálico con un diámetro definido así como un grosor de pared definido,
- curvar el tubo (7) para dar un toro (8),
- soldar los extremos del toro (8) de tubo metálico que se encuentran a nivel uno delante de otro,
- colocar una tubuladura en el toro (8) de tubo metálico para introducir a presión un medio incompresible,
- insertar el toro (8) en un molde de varias piezas, 10
- aplicar el medio incompresible al toro,
- extraer el toro (8) conformado del molde y
- separar el toro (8) conformado para dar dos anillos (12.1, 12.2) parciales.
2. Procedimiento según la reivindicación 1, caracterizado porque el toro (8) conformado se separa para dar dos anillos (12.1, 12.2) parciales esencialmente idénticos. 15
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el toro (8) conformado se separa en el borde interno y externo.
4. Procedimiento según la reivindicación 3, caracterizado porque el toro (8) conformado se conforma en el centro del anillo en forma de V, y en el que se conforman almas (14.1, 14.2) circundantes que discurren paralelas en prolongación de los brazos (13.1, 13.2) de la V, almas que se convierten en el alma (15) transversal que forma 20 el borde externo.
5. Procedimiento según la reivindicación 4, caracterizado porque en el punto de intersección de los brazos (13.1, 13.2, 13.3, 13.4) de la V se forma hacia dentro una ranura (16) circundante, en la que se realiza el corte de separación interno.
6. Procedimiento según la reivindicación 4, caracterizado porque en cada caso en las almas (14.1, 14.2) que 25 discurren paralelas se conforman almas (17.1, 17.2) dirigidas hacia fuera, que se convierten en el alma (15) transversal que forma el borde externo, y en el que los cortes de separación se realizan en el borde externo a través de las ranuras (17.1, 17.2).
7. Procedimiento según la reivindicación 1 a 6, caracterizado porque el anillo (3) de cubierta o de adorno se fabrica a partir de un tubo de acero. 30
8. Procedimiento según la reivindicación 1 a 6, caracterizado porque el anillo (3) de cubierta o de adorno se fabrica a partir de un tubo de material de aluminio.
Patentes similares o relacionadas:
Máquina de lavar, del 15 de Abril de 2020, de LG ELECTRONICS INC.: Una máquina de lavar que comprende: una carcasa una cuba dispuesta dentro de la carcasa , para alojar agua; un tambor […]
Dispositivo de fijación para fijar una varilla de transporte en una abertura de una máquina para el tratamiento de colada y para el cierre de la abertura y máquina para el tratamiento de colada con un dispositivo de fijación, del 11 de Marzo de 2020, de MIELE & CIE. KG: Dispositivo de fijación con una varilla de transporte, para fijar la varilla de transporte en una abertura de una máquina para el tratamiento […]
Dispositivo para una lavadora y lavadora, del 2 de Octubre de 2019, de MIELE & CIE. KG: Dispositivo para una lavadora , en donde el dispositivo presenta una cuba de colada y un borde de desbordamiento , que define […]
Sistema de cubeta de lavado, del 26 de Noviembre de 2018, de BSH HAUSGERÁTE GMBH: Sistema de cubeta de lavado para una máquina para tratar la colada - con una cubeta de lavado de plástico y - con un contrapeso fijado a la […]
Cubierta para un contenedor de lejía para una lavadora automática, lavadora automática y procedimiento para la fabricación de una cubierta para un contenedor de lejía, del 23 de Octubre de 2018, de MIELE & CIE. KG: Cubierta para un contenedor de lejía de una lavadora automática , en donde la cubierta presenta la característica siguiente: un cuerpo […]
Máquina de lavado que comprende un elemento de soporte y un dispositivo de suspensión, del 11 de Abril de 2018, de BSH HAUSGERÁTE GMBH: Máquina de lavado con un tambor de lavado que comprende: al menos un elemento de soporte al que puede fijarse un brazo de fijación de un dispositivo […]
Dispositivo dosificador de liberación gradual de sustancias en aparatos de uso doméstico en presencia de agua, del 28 de Febrero de 2018, de ZOBELE HOLDING SPA: Un dispositivo de dosificación para liberar gradualmente al menos una sustancia en un aparato de uso doméstico que comprende la presencia de un fluido de trabajo a base de […]
UNIDAD POSTERIOR DE TAMBOR PARA UN TAMBOR DE UN APARATO DOMÉSTICO PARA EL TRATAMIENTO DE PRENDAS DE ROPA, TAMBOR, Y APARATO DOMÉSTICO, del 17 de Enero de 2018, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: La invención hace referencia a una unidad posterior de tambor para un tambor de un aparato doméstico para el tratamiento de prendas […]