PLACA DOTADA DE AL MENOS UN BORDE INCURVADO Y PROCEDIMIENTO DE FABRICACIÓN DE UNA PLACA DE ESTE TIPO.
Procedimiento de fabricación de placas dotadas de al menos un borde incurvado,
a partir de un producto extrudido (11) que se extrude en caliente entre dos hojas (7, 8), calandrándose a continuación el conjunto, procedimiento caracterizado porque se utilizan dos hojas (7, 8) de diferentes anchuras y el material se extrude de forma que recubre sensiblemente toda la superficie de la hoja (7) más ancha desbordando por la hoja (8) más estrecha por al menos un lado que constituye así al menos un borde longitudinal (17a, 17b) determinado por la hoja (7) más ancha recubierta sólo con el producto extrudido (11), incurvándose entonces dicho borde sin más intervención, por tensión mecánica natural en el transcurso de la fabricación, de manera cóncava por el lado de la hoja (7) menos ancha
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/001284.
Solicitante: ITW GUNTHER.
Nacionalidad solicitante: Francia.
Dirección: 53 RUE DE LA PAPETERIE 70800 FONTAINE LES LUXEUIL FRANCIA.
Inventor/es: DELAFON,Olivier, RACHIDIA,Abderrahim.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Julio de 2007.
Clasificación Internacional de Patentes:
- B29C53/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › de placas o de hojas.
- B29C67/00D
- B29C67/00K
- B32B38/18D
Clasificación PCT:
- B29C53/04 B29C 53/00 […] › de placas o de hojas.
- B32B1/04 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 1/00 Productos estratificados que tienen esencialmente una forma general que no sea plana. › caracterizados por particularidades de forma en lugares determinados, p. ej. en la proximidad de los bordes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2357493_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento de fabricación de placas dotadas de al menos un borde incurvado.
La invención también se refiere a una placa con borde incurvado como tal, particularmente para ser utilizada como soporte de transporte para un elevador de horquillas de tipo carretilla u otro. 5
Es de sobra conocido transportar mercancías o productos de un lugar de almacenaje a otro, o de un lugar de almacenaje a un vehículo, o a la inversa, por medio de paletas de madera y de elevadores de horquillas, tales como, por ejemplo, carretillas, siendo dispuestas las mercancías sobre dichas paletas.
Con vistas a limitar la utilización de la madera y/o a procurar una ganancia de espacio y/o de peso, se ha pretendido sustituir la clásica paleta de madera, que con todo ha llegado a ser un medio que pudiera parecer ineludible. 10
Así es como los inventores han buscado nuevos medios en forma de placas con bordes incurvados con el fin de poder introducir fácilmente las horquillas de los elevadores bajo dichas placas.
Para obtener placas de este tipo, se puede imaginar diferentes técnicas de tipo ranurado, por ejemplo con el fin de permitir la encorvadura de los bordes, pero los inventores han descubierto un procedimiento completamente original y sorprendente para obtener tal resultado. 15
El procedimiento de fabricación de placas dotadas de al menos un borde incurvado según la invención parte de un material que se extrude en caliente entre dos hojas, calandrándose a continuación el conjunto, por ejemplo según se describe en el documento FR2528350A.
El procedimiento según la invención es particularmente destacable porque se utilizan dos hojas de diferentes anchuras y el material se extrude de forma que recubre sensiblemente toda la superficie de la hoja más ancha 20 desbordando por la hoja más estrecha por al menos un lado que constituye así al menos un borde longitudinal determinado por la hoja más ancha recubierta sólo con el producto extrudido, incurvándose entonces dicho borde sin más intervención, por tensión mecánica natural en el transcurso de la fabricación, de manera cóncava por el lado de la hoja menos ancha.
La invención preconiza además un procedimiento continuo como en el documento precitado, en el que las dos 25 hojas de diferentes anchuras son hojas desenrolladas en bandas, tronzándose el conjunto transversalmente después de la operación de calandrado.
Por ejemplo, al menos el borde determinado por la hoja más ancha recubierta sólo con el producto extrudido se recorta mecánicamente para conformar un borde regular y/o dimensionar con más precisión el producto acabado.
De acuerdo con una forma de realización, las dos hojas presentan el mismo eje central longitudinal de manera 30 que determinan dos bordes longitudinales incurvados.
De acuerdo con diferentes formas de realización o particularidades, el calandrado se efectúa a temperatura regulada y/o el conjunto se enfría con aire después del calandrado y/o el producto extrudido proviene de una mezcla termoplástica y/o las hojas son hojas de papel resistente.
La invención también se refiere, naturalmente y de manera general como tal, a una placa dotada de al menos 35 un borde incurvado, constituida por un núcleo de material termoplástico interpuesto entre dos hojas, que es destacable porque una de las hojas es menos ancha, de manera tal que el material termoplástico recubre toda la superficie de la hoja más ancha desbordando por la hoja menos ancha por al menos un lado que constituye así al menos un borde longitudinal determinado por la hoja más ancha recubierta sólo con el material termoplástico, quedando incurvado dicho borde de manera cóncava por el lado de la hoja menos ancha. 40
Como ya se ha dicho, es una aplicación especialmente ventajosa de una placa según la invención una utilización como placa de soporte de transporte para elevador de horquillas, propiciando el o los bordes incurvados la introducción de dichas horquillas bajo dicha placa.
No obstante, la aplicación precitada no debe ser restrictiva, concerniendo la invención a todas las utilizaciones de una placa de este tipo dotada de al menos un borde incurvado. 45
Se entenderá perfectamente la invención con la lectura de la descripción subsiguiente y que se refiere a los dibujos que se adjuntan, en los que:
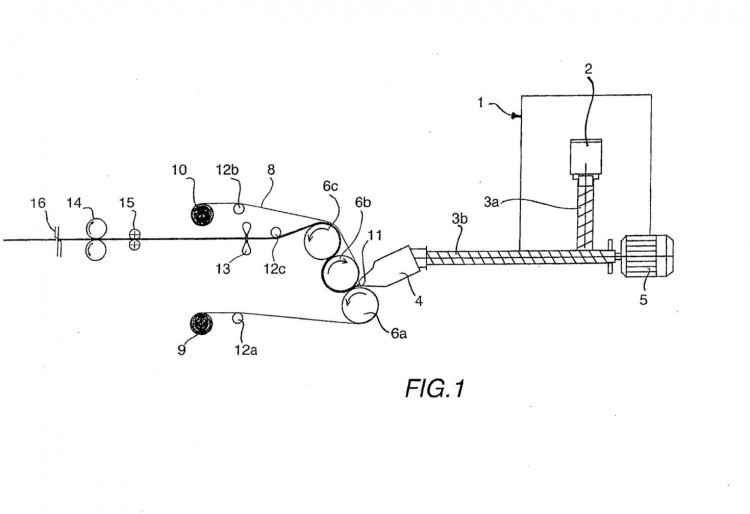
la figura 1 muestra esquemáticamente una cadena de fabricación que permite describir el procedimiento según la invención,
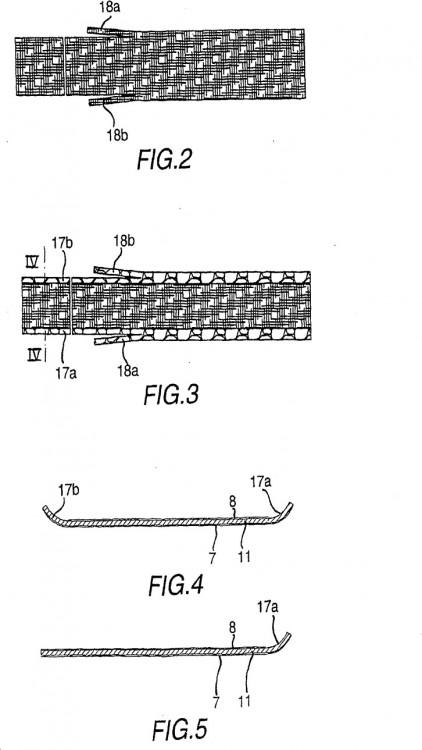
la figura 2 es una vista en planta desde abajo del producto a la salida de la cadena, 50
la figura 3 es una vista en planta desde arriba del producto a la salida de la cadena,
la figura 4 muestra el producto acabado en sección transversal según IV-IV en la figura 3,
la figura 5 muestra un producto acabado del mismo modo que la figura 4, pero según otra forma de realización.
En la figura 1, se puede ver una cadena de fabricación de un producto según la invención, que incorpora una extrusionadora 1 dotada de una tolva de alimentación 2, de dos husillos de fuerza 3a, 3b de transporte del producto, de una boquilla 4 y de un motor 5. 5
La boquilla 4 desemboca entre dos rodillos 6a, 6b de una calandria dotada de un tercer rodillo 6c a la salida, estando por otro lado dicha calandria regulada en temperatura.
Los rodillos 6a, 6b, que giran en sentidos opuestos y que se hallan sensiblemente en contacto o casi en contacto entre sí, se alimentan con hojas 7 y 8 en bandas provenientes de bobinas 9 y 10 respectivamente, de tal manera que el material saliente de la boquilla o producto extrudido 11 sea extrudido entre las dos hojas 7 y 8 que se 10 enrollan en parte alrededor de los rodillos 6a, 6b, como bien muestra la figura 1.
De esta manera, se comprende que el producto extrudido 11 es introducido entre las dos hojas y que, a la salida del rodillo 6c de la calandria, se tiene un complejo formado por un producto extrudido 11 insertado entre dos hojas 7 y 8.
El material que alimenta la tolva 2 es, por ejemplo, un material termoplástico del tipo descrito en el documento 15 anteriormente citado FR2528350A, aunque podría tratarse de cualquier otro material susceptible de ser ablandado en caliente para endurecerse al menos parcialmente al enfriarse, pudiendo este material incluso ser, al menos en parte, natural.
Las hojas 7 y 8 en bandas pueden ser, por ejemplo, de papel resistente de tipo kraft.
El dispositivo representado, además de algunos rodillos-guía tales como 12a, 12b, 12c, también posee, aguas 20 abajo de la calandria y en este orden, un sistema de enfriamiento con aire 13, una estación de tracción 14 del complejo, una estación de corte 15 de descartes que se comentará a continuación y una estación de tronzado transversal 16.
Como bien muestran además las figuras 2 a 5, la hoja 8 en banda es menos ancha que la hoja 7 en banda, hallándose por otro lado ambas hojas centradas en las figuras 3 y 4, es decir, con superposición de sus ejes 25 longitudinales.
De esta manera, como bien muestra la figura 3, el producto extrudido 11 que se dispone sensiblemente a todo lo ancho de la hoja 7, desborda entonces para determinar dos bordes 17a, 17b conformados por la hoja 7 recubierta sólo con el producto extrudido 11, con exclusión por tanto de una parte de la hoja 8.
El producto extrudido 11 ya enfriado en parte en la calandria y después en la estación 13, solidifica el 30 complejo así formado cuyos bordes se recortan en parte en la estación de corte 15 para regularizar los bordes y/o dimensionar con más precisión el producto acabado, eliminándose los descartes 18a, 18b (figuras 2 y 3) que se derivan.
Como consecuencia de utilizar dos hojas 7 y 8 de diferentes anchuras, los bordes 17a y 17b se incurvan como bien muestra la figura 4 por tensión mecánica sin más intervención. 35
Esta tensión mecánica sorprendente proviene posiblemente de una tensión ejercida sobre los bordes en el transcurso del enfriamiento del material, tensión que incurva los bordes de manera cóncava por el lado de la hoja menos ancha 8, pudiendo observarse esta encorvadura en la fase de enfriamiento entre la salida de la calandria (6a, 6b, 6c) y la estación de tracción 14.
Está claro que si se elige realizar tan sólo un borde incurvado, basta que se ajuste uno de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de placas dotadas de al menos un borde incurvado, a partir de un producto extrudido (11) que se extrude en caliente entre dos hojas (7, 8), calandrándose a continuación el conjunto, procedimiento caracterizado porque se utilizan dos hojas (7, 8) de diferentes anchuras y el material se extrude de forma que recubre sensiblemente toda la superficie de la hoja (7) más ancha desbordando por la hoja (8) más estrecha 5 por al menos un lado que constituye así al menos un borde longitudinal (17a, 17b) determinado por la hoja (7) más ancha recubierta sólo con el producto extrudido (11), incurvándose entonces dicho borde sin más intervención, por tensión mecánica natural en el transcurso de la fabricación, de manera cóncava por el lado de la hoja (7) menos ancha.
2. Procedimiento de fabricación continua según la reivindicación 1, caracterizado porque las dos hojas (7, 8) de diferentes anchuras son hojas desenrolladas en bandas, tronzándose (15) el conjunto transversalmente después de la 10 operación de calandrado.
3. Procedimiento de fabricación según una de las reivindicaciones 1 y 2, caracterizado porque al menos el borde (17a, 17b) determinado por la hoja (7) más ancha recubierta sólo con el producto extrudido (11) se recorta mecánicamente (15) para conformar un borde regular y/o dimensionar con más precisión el producto acabado.
4. Procedimiento de fabricación según una de las reivindicaciones 1 ó 2, caracterizado porque las dos hojas (7, 15 8) presentan el mismo eje central longitudinal de manera que determinan dos bordes longitudinales incurvados (17a, 17b).
5. Procedimiento de fabricación según una de las reivindicaciones 1 a 4, caracterizado porque el calandrado se efectúa a temperatura regulada.
6. Procedimiento de fabricación según una de las reivindicaciones 1 a 4, caracterizado porque el conjunto se 20 enfría (13) con aire después del calandrado.
7. Procedimiento de fabricación según una de las reivindicaciones 1 a 5, caracterizado porque el producto extrudido (11) proviene de una mezcla termoplástica.
8. Procedimiento de fabricación según una de las reivindicaciones 1 a 6, caracterizado porque las hojas (7, 8) son hojas de papel resistente. 25
9. Placa dotada de al menos un borde incurvado, constituida por un núcleo de material termoplástico (11) interpuesto entre dos hojas (7, 8), caracterizado porque una (8) de las hojas es menos ancha de manera tal que el material termoplástico recubre toda la superficie de la hoja (7) más ancha desbordando por la hoja (8) menos ancha por al menos un lado que constituye así al menos un borde (17a, 17b) longitudinal determinado por la hoja (7) más ancha recubierta sólo con el material termoplástico (11), quedando incurvado dicho borde (17a, 17b) de manera 30 cóncava por el lado de la hoja (8) menos ancha.
10. Aplicación de la placa según la reivindicación 9 como placa de soporte de transporte para elevador de horquillas, propiciando el o los bordes incurvados la introducción de dichas horquillas bajo dicha placa.
Patentes similares o relacionadas:
Dispositivo y método para producir una preforma curvada de fibra a partir de un producto semielaborado de fibra bidireccional o mitidireccional, del 11 de Diciembre de 2019, de Premium AEROTEC GmbH: Dispositivo para producir una preforma curvada de fibra a partir de un producto semielaborado de fibra bidireccional o multidireccional, […]
Método de formación de un tubo a partir de una lámina de interposición termoplástica, del 27 de Marzo de 2019, de THE BOEING COMPANY: Método de formación de un tubo , que comprende las etapas de: empujar una lámina de interposición termoplástica sustancialmente plana formada a partir de […]
Relleno de material compuesto, del 26 de Febrero de 2019, de THE BOEING COMPANY: Un método para formar un relleno de material compuesto que comprende: colocar capas de material compuesto sobre una herramienta de conformación; formar […]
Procedimiento de realización de un fregadero a partir de placas planas de material cerámico compactado porcelánico de baja porosidad, del 8 de Enero de 2019, de MANUFACTURAS SILES, S.L: Procedimiento de realización de un fregadero a partir de placas planas de material cerámico compactado porcelánico de baja porosidad. Procedimiento […]
Método de fabricación de estructuras laminadas compuestas que permite el deslizamiento de capas durante su formación, del 20 de Julio de 2016, de THE BOEING COMPANY: Un método de fabricación de una estructura compuesta que tiene una sección transversal contorneada, que comprende: ensamblar una pila de capas sustancialmente planas , […]
 Moldeo continuo de estratificados termoplásticos, del 27 de Enero de 2016, de THE BOEING COMPANY: Un método para fabricar una pieza de material compuesto, que comprende:
producir un estratificado termoplástico previamente consolidado ;
[…]
Moldeo continuo de estratificados termoplásticos, del 27 de Enero de 2016, de THE BOEING COMPANY: Un método para fabricar una pieza de material compuesto, que comprende:
producir un estratificado termoplástico previamente consolidado ;
[…]
Aparato y método para hacer láminas aislantes pre-conformadas destinadas a estar insertadas en ranuras de estator o de rotor, del 20 de Mayo de 2015, de Tecnomatic S.p.A: Aparato para hacer láminas aislantes pre-conformadas , que comprende: - elementos de conformación adaptados para producir, a partir de una […]
 SISTEMA PARA CONFORMAR APILADOS DE MATERIALES COMPUESTOS, del 13 de Noviembre de 2014, de APPLUS SERVICIOS TECNOLOGICOS, S.L: El sistema para conformar apilados de materiales compuestos comprende: una forma que define la sección que se desea proporcionar a un apilado […]
SISTEMA PARA CONFORMAR APILADOS DE MATERIALES COMPUESTOS, del 13 de Noviembre de 2014, de APPLUS SERVICIOS TECNOLOGICOS, S.L: El sistema para conformar apilados de materiales compuestos comprende: una forma que define la sección que se desea proporcionar a un apilado […]