Barrera encapsulada para películas flexibles y un método de obtención y uso de la misma.
Una película modeada (400) que comprende:
una capa barrera interna (315) compuesta por una mezcla de una poliamida y un copolímero de etileno y alcohol vinílico,
estando presente la poliamida en dicha mezcla en una cantidad de 15-40%; y
una capa de encapsulamiento a cada lado de dicha capa barrera interna (315), estando compuestas dichas capas de encapsulamiento (325) por una poliamida,
caracterizada por que dicha película moldeada (400) también comprende
una capa de poliamida externa (395) junto a cada lado de dichas capas de encapsulamiento (325) en frente de dicha barrera interna (315),
estando fabricadas la capa de encapsulamiento (325) y la capa de poliamida externa (395) de una poliamida diferente.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2005/028319.
Solicitante: BEMIS COMPANY, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: One Neenah Center, Fourth Floor 134 E. Wisconsin Street Neenah, WI 54956 ESTADOS UNIDOS DE AMERICA.
Inventor/es: BLEMBERG,ROBERT,J, CURIE,Kevin J, CUDNOHOSKE,Eric.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B1/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 1/00 Productos estratificados que tienen esencialmente una forma general que no sea plana. › caracterizados por particularidades de forma en lugares determinados, p. ej. en la proximidad de los bordes.
- B32B27/34 B32B […] › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › teniendo poliamidas.
- B32B3/04 B32B […] › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › caracterizados por una capa plegada en el borde, p. ej. sobre otra capa.
- B32B7/02 B32B […] › B32B 7/00 Productos estratificados caracterizados por la relación entre las capas; Productos estratificados caracterizados por la orientación relativa de elementos característicos entre capas, es decir, productos que comprenden capas que tienen propiedades físicas, químicas o fisicoquímicas diferentes; productos estratificados caracterizados por la unión entre capas. › Propiedades físicas, químicas o físico-químicas.
- B32B7/12 B32B 7/00 […] › interponiendo adhesivos o materiales con propiedades adhesivas.
PDF original: ES-2386899_T3.pdf
Fragmento de la descripción:
Barrera encapsulada para películas flexibles y un método de obtención y uso de la misma.
La presente solicitud es una solicitud de continuación en parte de la Solicitud N.º de serie 10/325.002 presentada el 20 de diciembre de 2002 titulada Barrera encapsulada para Películas Flexibles y Método de Obtención de la Misma, que es una continuación de 09/650.385 presentada el 29 de agosto de 2000, ahora Patente de Estados Unidos N.º 6.500.514.
La presente invención se refiere a películas de embalaje, y más específicamente a las estructuras de las películas barrera encapsuladas y a los métodos de obtención y uso de las mismas.
Es de conocimiento general, por supuesto, utilizar un material polimérico como material de barrera en las películas para prevenir el paso de moléculas como, por ejemplo, gases y vapor de agua. Las películas pueden tener estas propiedades de barrera para proteger a los alimentos o a otros materiales sensibles al gas que puedan estar contenidos dentro de bolsas u otros recipientes hechos de películas. En especial, los productos alimenticios sufren los efectos nocivos de los gases y del vapor de agua.
Una estructura de película conocida que previne el pasaje de moléculas a través de esta, utiliza cloruro de polivinilideno ("PVdC") o copolímero de cloruro de polivinilideno/acrilato de metilo ("PVdC/MA") , comúnmente conocido como MA-Saran y fabricado por Dow Chemical Company. Generalmente, estas barreras son útiles para prevenir que las moléculas como el oxígeno las atraviesen, pero son bastante inestables en las altas temperaturas necesarias para producir muchas películas multicapas a partir de una resina fundida. Típicamente, el PVdC se degrada a altas temperaturas formando polienos que reducen la claridad óptica de las películas hechas de este. Un sustituto adecuado, aunque más costoso, del MA-Saran es el copolímero de etileno y alcohol vinílico ("EVOH") .
Otra película que se utiliza comúnmente como una capa barrera, especialmente para productos alimenticios como el queso, es una capa de polipropileno orientado (“OPP”) revestida con PVdC. Las estructuras hechas utilizando este material de barrera tienen buenas características de barrera. Específicamente, las capas barreras de OPP revestido con PVdC limitan adecuadamente el movimiento de las moléculas de oxígeno o del vapor de agua a través del embalaje hecho de este. Sin embargo, el OPP revestido con PVdC tiene un costo prohibitivo.
Generalmente, el EVOH es termoestable a altas temperaturas en comparación con el PVdC o el MA-Saran. Sin embargo, el EVOH sigue siendo sensible a las altas temperaturas, particularmente cuando se adhiere a una capa
de polietileno (“PE”) que tiene grupos funcionales anhídrido maleico. Mientras se puede extrudir el EVOH a
mayores temperaturas en comparación con el PVdC, es posible que la temperatura de extrusión siga siendo muy baja para la coextrusión con otras capas que requieren temperaturas muy altas para una adhesión o fusión adecuada a sustratos de revestimiento o laminación.
Los métodos típicos de coextrusión, generalmente, suponen la alimentación del material de barrera y las resinas adhesivas dentro de un bloque de alimentación donde se disponen en una configuración "A/B/A" antes de la extrusión a través de un troquel. Las capas adhesivas deben ser compatibles con la capa barrera y con los sustratos que se están laminando o revistiendo. Además, las capas adhesivas deben estar a 600 °F o más para adherirse adecuadamente a los sustratos. Sin embargo, esta temperatura de fusión de las capas adhesivas requiere que el hardware para bajada de datos (como, por ejemplo, el bloque de alimentación o el troquel) también esté a 600 °F o más. Muchos materiales de barrera, inclusive, especialmente, el EVOH, se degradan fácilmente cuando se exponen a temperaturas mayores a aproximadamente 450 °F durante períodos prolongados. Debido a esta degradación, así como a la amplia reacción que puede ocurrir entre el material de barrera y la capa adhesiva en la interfaz de la capa, el extrusado resultante puede tener claridad u otros problemas. Por ejemplo, el EVOH reacciona con el anhídrido maleico, una capa adhesiva típica que se utiliza con el EVOH, para producir una
apariencia de “vidrio deslustrado” cuando se coextrude a altas temperaturas durante períodos prolongados.
Un proceso conocido de coextrusión y laminación de materiales sensibles al calor se describe en las Patentes de Estados Unidos N.º 5.106.562, 5.108.844, 5.190.711 y 5.236.642, que se incorporan a la presente a modo de referencia en su totalidad. Se presentan varios métodos para reducir el impacto de los elementos de flujo polimérico fundido de temperatura más alta sobre un flujo polimérico fundido de temperatura más baja. Los métodos pueden incluir la sobrefusión del elemento de flujo fundido más caliente por debajo de la temperatura de fusión, pero por encima de la temperatura de cristalización, lo que expone a uno o más elementos de flujo fundido a un estado térmico no deseado durante un período limitado o utiliza una o más capas como un disipador de calor mediante encapsulamiento.
Estas patentes describen, específicamente, métodos de encapsulamiento de una capa de película por otro material. Las patentes '562 y '844 se refieren, específicamente, al PVdC o, preferentemente, a los materiales de núcleo de PVdC-MA con copolímero de etileno y acetato de vinilo (“EVA”) o copolímero de etileno acrilato de metilo (“EMA”) o sus mezclas que encapsulan el material de núcleo. Por lo tanto, el PVdC o PVdC-MA encapsulado está protegido de las altas temperaturas del proceso de coextrusión. Generalmente, el método de encapsulamiento utiliza una encapsuladora que tiene un mandril saliente con un núcleo central para recibir un primer elemento de flujo fundido de una extrusora. Se alimenta un segundo flujo polimérico fundido a través de una manga por un pasaje de entrada a la encapsuladora. A medida que el segundo flujo fundido ingresa al encapsulado, se divide y fluye alrededor del primer flujo fundido. Por lo tanto, el segundo flujo fundido rodea totalmente al primer flujo fundido, mediante lo cual se forma un flujo fundido combinado. El segundo flujo fundido forma una capa continua sobre la circunferencia del primer flujo fundido, rodeando completamente al primer flujo fundido. Por lo tanto, el primer y el segundo flujo fundido mantienen sus identidades individuales mientras que el primer flujo fundido es rodeado completamente y encapsulado dentro del segundo flujo fundido. Luego, se puede alimentar el flujo fundido combinado a través de una tubería de transporte a un bloque de alimentación para la coextrusión con una o más capas para producir una película multicapa. Sin embargo, estas patentes no presentan otros materiales que se puedan utilizar como materiales de barra sensibles al calor además del PVdC o del PVdC-MA.
El documento WO 02/18139 A1 presenta una barrera encapsulada para películas flexibles y un método para producir esta barrera encapsulada.
En el documento DE 198 47 845 A1 también se presenta una película multicapas para aplicaciones de embalaje de alimentos que tiene una capa externa de poliamida que contiene partículas de relleno a nanoescala dispersas y al menos otra capa de poliamida sin tales partículas.
El documento DE 100 05 038 A1 presenta una película de embalaje revestida por vapor al vacío, estirada longitudinalmente.
La presente invención incluye una película moldeada que comprende una capa barrera interna compuesta por una mezcla de una poliamida con un copolímero de etileno y alcohol vinílico, la poliamida está presente en dicha mezcla en una cantidad de entre el 15 % y el 40 %, y una capa de encapsulamiento a cada lado de dicha capa barrera interna, dichas capas de encapsulamiento están compuestas por una poliamida. La película moldeada además comprende una capa de poliamida externa junto a cada lado de dichas capas de encapsulamiento frente a la barrera interna, la capa de encapsulamiento y la capa de poliamida externa están hechas de una poliamida diferente. Preferentemente, la poliamida de la capa barrera de la estructura de película moldeada es nailon 6 presente en una cantidad de entre el 20 % y el 35 %. Más preferentemente, la cantidad es de entre el 25 % y el 30 %. Un producto preferido que utiliza la película protectora comprende la película de la invención que también tiene un revestimiento de cerámica... [Seguir leyendo]
Reivindicaciones:
1. Una película modeada (400) que comprende:
una capa barrera interna (315) compuesta por una mezcla de una poliamida y un copolímero de etileno y alcohol vinílico, estando presente la poliamida en dicha mezcla en una cantidad de 15-40%; y una capa de encapsulamiento a cada lado de dicha capa barrera interna (315) , estando compuestas dichas capas
de encapsulamiento (325) por una poliamida, caracterizada por que dicha película moldeada (400) también comprende una capa de poliamida externa (395) junto a cada lado de dichas capas de encapsulamiento (325) en frente de
dicha barrera interna (315) , estando fabricadas la capa de encapsulamiento (325) y la capa de poliamida externa (395) de una poliamida diferente.
2. La película moldeada (400) de la reivindicación 1 donde la poliamida en dicha mezcla de barrera interna
(315) es nailon 6.
3. La película moldeada (400) de la reivindicación 1 donde la poliamida en dicha mezcla de barrera interna
(315) está presente en una cantidad d.
20. 35 %.
4. La película moldeada (400) de la reivindicación 1 donde la poliamida en dicha mezcla de barrera interna
(315) está presente en una cantidad d.
2. 30%.
5. La película moldeada (400) de la reivindicación 1 que además comprende una capa selladora laminada a al menos una de dichas capas de poliamida externas (395) en frente de la capa de encapsulamiento (325) .
6. La película moldeada (400) de la reivindicación 5 donde la capa selladora es polipropileno.
7. La película moldeada (400) de la reivindicación 1 que además comprende una capa de tereftalato de polietileno laminada a al menos una de las capas de poliamida externas (395) en frente de la capa de encapsulamiento (325) .
8. La película moldeada (400) de la reivindicación 1 que además comprende un revestimiento cerámico sobre al menos una de las capas de poliamida externas (395) en frente de la capa de encapsulamiento (325) .
9. La película moldeada (100, 400) de la reivindicación 1 que además comprende un revestimiento de óxido sobre al menos una de las capas de poliamida externas (395) en frente de la capa de encapsulamiento (325) .
10. La película moldeada (100, 400) de la reivindicación 1 que además comprende un revestimiento de óxido de silicio sobre al menos una de las capas de poliamida externas (395) en frente de la capa de encapsulamiento (112, 325) .
11. La película moldeada (400) de la reivindicación 1 que además comprende un revestimiento de óxido de aluminio sobre al menos una de las capas de poliamida externas (395) en frente de la capa de encapsulamiento (325) .
12. La película moldeada (400) de la reivindicación 1 que además comprende un revestimiento metalizado sobre al menos una de las capas de poliamida externas (395) en frente de la capa de encapsulamiento (325) .
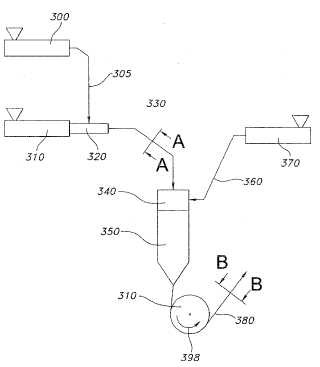
13. Un método de moldeo de una película protectora (400) de acuerdo con la reivindicación 1, comprendiendo
dicho método las etapas de: plastificar una mezcla de una primera poliamida y un copolímero de etileno y alcohol vinílico en una primera extrusora (310) para formar una capa barrera (315) ;
plastificar una segunda poliamida en una segunda extrusora (300) ;
encapsular dicha capa barrera mezclada (315) en dicha segunda poliamida de la segunda extrusora (300) para formar una capa barrera encapsulada (325) ; caracterizado por que el método además comprende la etapa de, coextruir una tercera capa de poliamida (395) a cada lado de la capa barrera encapsulada (325) .
14. El método de la reivindicación 13 donde dicha primera poliamida es nailon 6.
15. El método de la reivindicación 13 donde dicha primera poliamida está presente en una cantidad de 2035% de dicha mezcla.
16. El método de la reivindicación 13 donde dicha primera poliamida está presente en una cantidad de 2530% de dicha mezcla.
17. El método de la reivindicación 13 que además comprende la etapa de aplicar una capa selladora a dicha tercera capa de poliamida (395) .
18. El método de la reivindicación 13 que además comprende la etapa de aplicar un revestimiento cerámico a dicha tercera capa de poliamida (395) .
19. El método de la reivindicación 13 que además comprende la etapa de aplicar un revestimiento de óxido a dicha tercera capa de poliamida (395) .
20. El método de la reivindicación 19 en donde el revestimiento de óxido es un óxido de silicio.
21. El método de la reivindicación 19 en donde el revestimiento de óxido es un óxido de aluminio.
22. El método de la reivindicación 13 que además comprende la etapa de aplicar un revestimiento metalizado a dicha tercera capa de poliamida (395) .
23. El método de la reivindicación 13 que además comprende la etapa de recortar un borde de la película protectora moldeada (400) formada por la coextrusión de la tercera capa de poliamida (395) sobre al menos un lado de la capa barrera encapsulada (325) , y de reciclar el borde recortado en la mezcla de la primera poliamida y el copolímero de etileno y alcohol vinílico en la primera extrusora (310) .
24. Un método de moldeo de una película protectora (400) de acuerdo con la reivindicación 1, comprendiendo dicho método las etapas de: plastificar una mezcla de una primera poliamida y un copolímero de etileno y alcohol vinílico; coextruir dicha mezcla en una primera extrusora (310) para formar una capa barrera (315) ; plastificar una segunda poliamida; y
extruir dicha segunda poliamida plastificada en una segunda extrusora (300) ; encapsular dicha capa barrera mezclada en la segunda poliamida plastificada para formar una capa barrera encapsulada (325) ;
caracterizado por que el método además comprende la etapa de, coextruir una tercera capa de poliamida (395) a cada lado de la capa barrera encapsulada (325) .
25. El método de la reivindicación 24 en donde dicha primera poliamida es nailon 6.
26. El método de la reivindicación 24 en donde la primera poliamida está presente en una cantidad de 2035% de dicha mezcla.
27. El método de la reivindicación 24 en donde dicha primera poliamida está presente en una cantidad de 2430% de dicha mezcla.
28. El método de la reivindicación 24 que además comprende la etapa de aplicar una capa selladora a dicha tercera capa de poliamida (395) .
29. El método de la reivindicación 24 que además comprende la etapa de aplicar un revestimiento cerámico a dicha tercera capa de poliamida (395) .
30. El método de la reivindicación 24 que además comprende la etapa de aplicar un revestimiento de óxido a dicha tercera capa de poliamida (395) .
31. El método de la reivindicación 30 en donde el revestimiento de óxido es un óxido de silicio.
32. El método de la reivindicación 30 en donde el revestimiento de óxido es un óxido de aluminio.
33. El método de la reivindicación 24 que además comprende la etapa de aplicar un revestimiento metalizado a dicha tercera capa de poliamida (395) .
34. Un método de embalaje de un producto, estando el método caracterizado por que comprende las etapas de:
Patentes similares o relacionadas:
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Un laminado para uso en embalajes, un método para hacer un laminado recerrable y uso del mismo, del 1 de Julio de 2020, de DANAPAK FLEXIBLES A/S: Un método para fabricar un laminado recerrable, tal como una película de tapa para embalajes, dicho laminado comprende una capa base, una capa […]
Producto textil compuesto, del 1 de Julio de 2020, de YIE-CHENG TEXTILE TECHNOLOGY CO., LTD: Un producto textil compuesto, que comprende: una capa textil de poliamida; y una película de poliamida unida a la capa textil de poliamida, […]
Un procedimiento y un aparato para desmontar un módulo de visualización unido mediante un adhesivo líquido ópticamente transparente, del 24 de Junio de 2020, de HENKEL AG & CO. KGAA: Un procedimiento para desmontar un componente de un conjunto electrónico, que comprende las etapas siguientes: (a) proporcionar un aparato para generar radiación […]
 Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Composición adhesiva termofusible basada en una mezcla de copolímeros de propileno preparados usando catalizadores y procedimientos de sitio único, del 17 de Junio de 2020, de BOSTIK, INC.: Una composición adhesiva termofusible que comprende: (a) una mezcla de polímeros que contiene al menos un polímero SSC-PP de LMW semicristalino y al […]