MÉTODO PARA CONFORMAR UN CEPILLO DE LIMPIEZA DE RODILLOS Y CEPILLO DE LIMPIEZA CONFORMADO DE ACUERDO AL MÉTODO.
Método para conformar un cepillo de limpieza de rodillos (1), en particular para rodillos de trabajo para la utilización en trenes laminadores de bandas en caliente de metal - y en particular de aluminio- con una cubierta del cepillo (2), comprendiendo un cuerpo base (3) que se encuentra montado en los extremos con la cubierta del cepillo (2) fijado al mismo, el cual es presionado contra el rodillo (4) con una fuerza regulable o una profundidad de inserción definida para lograr un efecto de limpieza, caracterizado porque la forma de la cubierta (2) se encuentra diseñada en correspondencia con la geometría del rodillo (4), con un contorno conforme a la función matemática de un polinomio de orden superior, de una función exponencial o de una función trigonométrica;
y porque la forma de la cubierta del cepillo se encuentra adaptada de modo tal a la forma del rodillo, que entre el rodillo y la cubierta del cepillo se presenta una presión de aplicación sustancialmente uniforme sobre la longitud de la tabla del rodillo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2004/006760.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4 40237 DÜSELDORF ALEMANIA.
Inventor/es: SEIDEL, JURGEN, HOF,HARTMUT.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Junio de 2004.
Clasificación Internacional de Patentes:
- B21B28/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 28/00 Mantenimiento de los cilindros o del material de laminado en estado de funcionamiento (lubrificación, refrigeración o calentado de los cilindros en curso de utilización B21B 27/06). › en curso de funcionamiento, p. ej. pulido.
Clasificación PCT:
- A46B9/02 NECESIDADES CORRIENTES DE LA VIDA. › A46 CEPILLERIA. › A46B CEPILLOS O PINCELES (mangos que no forman parte del cuerpo del cepillo B25G). › A46B 9/00 Disposición de las cerdas en la montura. › Posición o disposición de las cerdas con relación a la superficie de la montura, p. ej. inclinadas, en hileras, en grupos.
- B21B28/04 B21B 28/00 […] › en curso de funcionamiento, p. ej. pulido.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
PDF original: ES-2356913_T3.pdf


Fragmento de la descripción:
La presente invención hace referencia a un método para conformar un cepillo de limpieza de rodillos, en particular para rodillos de trabajo para la utilización en trenes laminadores de bandas en caliente de metal – y en particular de aluminio- con una cubierta del cepillo, comprendiendo un cuerpo base que se encuentra montado en 5 los extremos con la cubierta del cepillo fijado al mismo, el cual es presionado contra el rodillo con una fuerza regulable o una profundidad de inserción definida para lograr un efecto de limpieza, así como a un método de funcionamiento para el cepillo de limpieza.
En los trenes laminadores de bandas en caliente de aluminio es necesario limpiar los rodillos de trabajo al menos durante el proceso de laminación. Con este fin, cepillos que rotan son presionados contra los rodillos de 10 trabajo para mantener los rodillos limpios de residuos de emulsiones, de partículas aglomeradas del material a ser laminado, de partículas de óxido, etc. Una limpieza semejante de los rodillos de trabajo es imprescindible para asegurar una calidad uniforme de la superficie en la banda laminada.
Frecuentemente son utilizados para ello cepillos de acero. Las cubiertas de esta clase de cepillos presentan una rigidez relativamente elevada y, por tanto, se adaptan a los contornos de los rodillos sólo de forma muy 15 imperfecta.
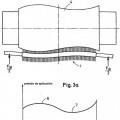
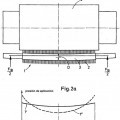
El cepillo de acero se compone de un cuerpo base soporte y de una cubierta del cepillo, el así llamado borde, que se encuentra fijada a dicho cuerpo. Esta cubierta se encuentra compuesta por cerdas del cepillo de alambres de acero ondulados. Para obtener un efecto de limpieza, el cepillo es presionado contra el rodillo con una fuerza determinada o con una profundidad de inserción definida de los alambres de acero. De este modo, el cepillo 20 se dobla naturalmente. Al utilizar un rodillo de trabajo cilíndrico y al ser cilíndrica la forma del cepillo, se origina una presión de aplicación que, debido a la flexión del cepillo, es más elevada en las áreas del borde y menor en el centro.
Sin embargo, en caso de que sean realizados contornos especiales, en particular sobre los rodillos de trabajo, al ser presionado el cepillo, debe ser superada primero una abertura entre el rodillo de trabajo y el cepillo de 25 acero, antes de que pueda producirse un contacto del cepillo en toda la longitud del rodillo de trabajo. No obstante, la presión de aplicación que se presenta allí, forzosamente, es irregular. En áreas con una presión de aplicación más elevada puede producirse un desgaste más intenso de las cerdas del cepillo. En áreas con una menor presión de aplicación, por el contrario, puede contarse con un menor efecto de limpieza en el lugar, incluso puede no producirse contacto alguno. En todo caso, las condiciones sobre la longitud de la tabla del rodillo y la duración de la función no 30 es uniforme, lo cual es desventajoso en la laminación de muchas aleaciones de aluminio y de otros metales no férricos, debido a la calidad de la superficie; pues con un área de regulación creciente de los rodillos contorneados y de la diferencia de diámetro asociada a ésta, sobre la longitud de la tabla del rodillo de los rodillos de trabajo se hace considerablemente mayor el problema, así como la irregularidad.
Un fin esencial para el laminado en frío y en caliente de bandas, en el caso de una buena planeidad de la 35 banda, consiste en producir un perfil que cumpla por completo con los requisitos del producto de laminación. No obstante, el perfil de la banda se ve afectado por numerosos factores, como por ejemplo el abombamiento térmico, el desgaste de los rodillos y las fuerzas de laminación. Por tanto, se presenta la necesidad de adaptar continuamente el abombamiento de los rodillos de trabajo. Para ello, un rodillo con un abombamiento que puede modificarse de forma continua (Continuously Variable) es considerado idóneo y como el mejor mecanismo de 40 regulación. De este modo, los rodillos de trabajo son contorneados casi en forma de S. Ambos rodillos de trabajo presentan un contorneo idéntico: la sección contorneada del rodillo superior se encuentra desplazada en 180º con respecto al rodillo inferior, de modo que se complementan de forma recíproca, produciendo un contorno simétrico de la abertura entre los rodillos.
El documento EP 0 605 833 B1revela un dispositivo para el empleo de un cepillo cilíndrico, en particular en 45 el rodillo de trabajo de una caja de laminación para la laminación en caliente de aluminio, donde el cepillo cilíndrico puede girar en contra de la rotación del rodillo de trabajo y se encuentra montado bilateralmente en soportes móviles. El cojinete giratorio de cada soporte del cepillo cilíndrico se encuentra dispuesto en la colisa del cojinete del rodillo de trabajo. El soporte presenta una palanca giratoria que se encuentra entre un elemento de accionamiento dirigible y un elemento de apoyo retornable, donde el elemento de accionamiento en el bloque de contrapeso, así 50 como en el bloque de flexión para los rodillos de trabajo y el elemento de apoyo, se encuentran dispuestos en la colisa del cojinete del rodillo de trabajo.
El documento EP 0 394 873 B1 describe un método para el laminado en frío de una banda de aluminio en un dispositivo de laminado que presenta al menos un par de rodillos de trabajo y un par de rodillos de apoyo, donde
cada rodillo de apoyo se encuentra dispuesto de modo que se encuentra en contacto con un rodillo de trabajo. Para cada rodillo de apoyo, respectivamente, se proporciona un cepillo de limpieza que se encuentra dispuesto en el extremo abierto de un dispositivo de canales para hacer contacto con los rodillos de apoyo y para realizar la limpieza. El método se caracteriza por los siguientes pasos:
- rotación del cepillo en una dirección opuesta al rodillo de apoyo; 5
- succión de aire en el extremo abierto del dispositivo de canales, donde la velocidad de aspiración del aire asciende a por lo menos 5 m/segundo y donde el dispositivo de canales se encuentra equipado con piezas abatibles y con un mecanismo de avance y de retroceso; y
- ajuste de las posiciones de las piezas abatibles para mantener el extremo abierto del dispositivo de canales a una distancia predeterminada con respecto al rodillo de apoyo. 10
El documento EP 0 640 412 A1 describe un dispositivo para limpiar y contornear un rodillo, el cual comprende un rodillo de limpieza que se encuentra dispuesto de forma giratoria sobre un elemento soporte con dos brazos paralelos que se extienden entre un extremo interno y un extremo externo y son desplazables entre una posición de contacto con el rodillo de limpieza y una posición distanciada, así como también poseen medios para el control de la rotación. Los extremos externos de ambos brazos soporte se encuentran montados de forma paralela 15 con respecto al eje del rodillo, respectivamente, sobre dos soportes fijos que se encuentran alineados, donde el rodillo giratorio es accionado por una cadena cinemática que gira sobre el eje del mecanismo.
El documento JP 9057313 A hace referencia al problema de las dificultades en cuanto a la calidad de la superficie de una placa a ser laminada y al problema de la producción de aglomeraciones durante el laminado. Para solucionar los problemas, en una caja de laminación en frío, se sugiere agregar cepillos de limpieza a los rodillos de 20 trabajo para, en contacto con estos, de este modo, separar la cubierta adherente sobre las superficies de los rodillos de trabajo.
El documento JP 10034210 A hace referencia al objeto de evitar la aglomeración de partículas de escoria en los rodillos de trabajo. Para alcanzar este objeto se sugiere la disposición de un rodillo de limpieza para el limpiado de cada rodillo de trabajo. Para ello, el rodillo de limpieza posee un cuerpo ahuecado para la conducción de 25 líquido refrigerante con orificios de salida en una disposición radial desde el cuerpo ahuecado.
El documento US-A- 2,953,952 describe un cepillo de limpieza para limpiar los rodillos de una caja de laminación. Los rodillos son cilíndricos y el contorno externo presenta una forma cilíndrica. Si el cepillo de limpieza es presionado contra los rodillos se produce una carga irregular con la consecuencia de un desgaste irregular.
El documento JP 52 09 28 55 muestra un cepillo de limpieza que puede ser colocado en un rodillo de 30 trabajo cilíndrico de una caja cuarto, el cual puede ser aplicado en sus extremos del soporte mediante fuerzas de tracción y o de compresión.
De este modo, el desarrollo... [Seguir leyendo]
Reivindicaciones:
1. Método para conformar un cepillo de limpieza de rodillos (1), en particular para rodillos de trabajo para la utilización en trenes laminadores de bandas en caliente de metal – y en particular de aluminio- con una cubierta del cepillo (2), comprendiendo un cuerpo base (3) que se encuentra montado en los extremos con la cubierta del cepillo (2) fijado al mismo, el cual es presionado contra el rodillo (4) con una fuerza regulable o una profundidad de inserción definida para lograr un efecto de limpieza, caracterizado porque la forma de la cubierta (2) se encuentra 5 diseñada en correspondencia con la geometría del rodillo (4), con un contorno conforme a la función matemática de un polinomio de orden superior, de una función exponencial o de una función trigonométrica; y porque la forma de la cubierta del cepillo se encuentra adaptada de modo tal a la forma del rodillo, que entre el rodillo y la cubierta del cepillo se presenta una presión de aplicación sustancialmente uniforme sobre la longitud de la tabla del rodillo.
2. Cepillo de limpieza para la utilización en trenes laminadores de bandas en caliente de metal – y en 10 particular de aluminio- con una cubierta del cepillo (2), realizado conforme a la reivindicación 1, caracterizado porque éste, así como su cubierta del cepillo (2), presenta un contorno que se adecua al contorno de los rodillos, en particular al del rodillo de trabajo (4), y dicho cepillo posee un contorno basado en una función matemática de un polinomio de orden superior, en una función exponencial o en una función trigonométrica.
3. Cepillo de limpieza conforme a la reivindicación 2, caracterizado porque éste, al menos en uno de sus 15 soportes del extremo, se encuentra provisto de medios para el desplazamiento en la dirección de su eje, así como se encuentra acoplado a los rodillos de trabajo desplazables.
4. Cepillo de limpieza conforme a la reivindicación 2 ó 3, caracterizado porque los medios de desplazamiento del cepillo de limpieza, de forma preferente, se encuentran acoplados de forma sincronizada a los medios de desplazamiento del rodillo, en particular del rodillo de trabajo. 20
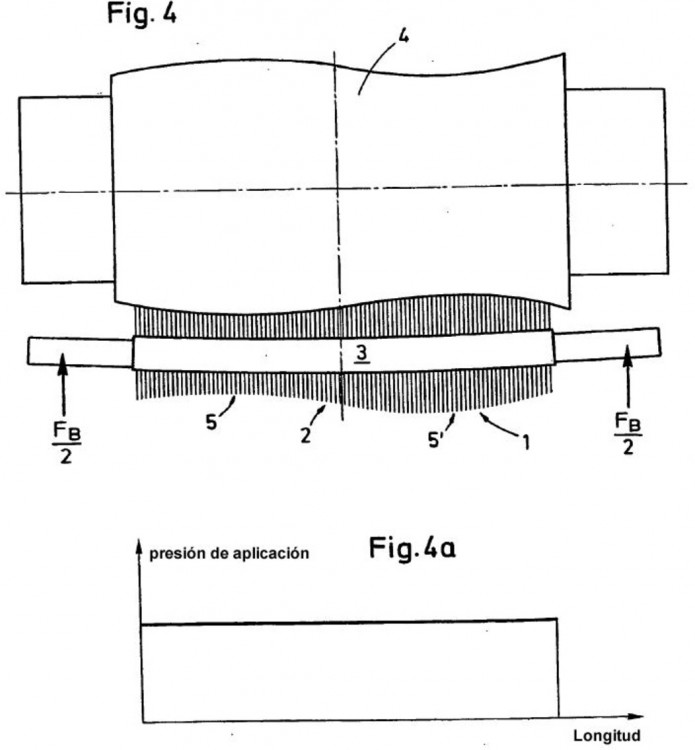
5. Método para el funcionamiento de un cepillo de limpieza conforme a la reivindicación 2, caracterizado porque la forma de la cubierta del cepillo (2), así como la forma del cepillo de limpieza (1) se encuentra sustancialmente adaptada a la forma del rodillo (4) de modo tal que, entre el rodillo y la cubierta del cepillo, así como el cepillo de limpieza, se presenta un fuerza de aplicación esencialmente uniforme sobre la longitud de la tabla del rodillo, preferentemente en el área del ancho de banda del rodillo, con una fuerza de aplicación Fb mínima, para un 25 efecto de limpieza suficiente (Fig. 4a).
6. Método conforme a la reivindicación 5, caracterizado porque la flexión del cuerpo base del cepillo (3), constatada de forma empírica, así como la dilatación térmica del rodillo (4), constatada de forma empírica, son compensadas a través de un abombamiento simétrico conforme de la cubierta del cepillo (2), considerando la influencia de la rigidez del cuerpo base del cepillo (3). 30
7. Método conforme a la reivindicación 5 ó 6, caracterizado porque en caso de un desplazamiento axial del rodillo de trabajo (4) durante el funcionamiento, a razón de una medida de longitud condicionada por el funcionamiento, también el cepillo de limpieza (1) es desplazado en el mismo sentido, preferentemente a razón de la misma medida de longitud, para mantener su posición longitudinal relativa con respecto al rodillo y a su forma del rodillo. 35
8. Método conforme a una o a varias de las reivindicaciones 5 a 7, caracterizado porque en caso de un desplazamiento axial del rodillo de trabajo (4), la presión de aplicación del cepillo se adapta a la geometría del rodillo efectiva modificada.
Patentes similares o relacionadas:
Dispositivo de laminado y procedimiento para el acondicionamiento de una superficie de rodillo, del 21 de Marzo de 2018, de Hydro Aluminium Rolled Products GmbH: Dispositivo de laminado , en particular para el laminado en frío de bandas de aluminio, con una caja de laminación , que comprende un rodillo (104a-b, […]
Dispositivo para la limpieza sin contacto de rodillos y procedimiento para ello, del 1 de Febrero de 2017, de THYSSENKRUPP STEEL EUROPE AG: Instalación para mecanizar material en forma de banda , que comprende un rodillo así como un dispositivo para limpiar el rodillo , […]
Aparato para el tratamiento de rodillos, del 10 de Agosto de 2016, de Eurotech Way S.R.L: Aparato para el tratamiento de rodillos que es adecuado para someter a un dispositivo de transporte a una operación de mantenimiento de rodillos […]
Proceso para la limpieza de rodillos, del 28 de Enero de 2015, de TENOVA S.P.A.: Proceso para la limpieza de rodillos de un horno de rodillos, que comprende una serie de rodillos de los cuales un grupo de rodillos está conectado […]
 Método de rectificación de rodillos, del 14 de Agosto de 2013, de DIAMOND INNOVATIONS, INC.: Un procedimiento de rectificado de un rodillo ferroso que tiene una superficie giratoria del rodillo con una muela abrasiva giratoria, teniendo […]
Método de rectificación de rodillos, del 14 de Agosto de 2013, de DIAMOND INNOVATIONS, INC.: Un procedimiento de rectificado de un rodillo ferroso que tiene una superficie giratoria del rodillo con una muela abrasiva giratoria, teniendo […]
PROCEDIMIENTO PARA REACONDICIONAMIENTO DE CILINDROS., del 16 de Agosto de 2005, de ALUMINIUM NORF GMBH: Procedimiento para el reacondicionamiento de cilindros de una caja de laminación en caliente para materiales de aluminio para la fabricación […]
PROCEDIMIENTO Y DISPOSITIVO PARA LIMPIAR CILINDROS Y/O RODILLOS EN INSTALACIONES DE FUNDICION DE BANDA, TRENES DE LAMINACION Y/O LINEAS DE PROCESAMIENTO DE BANDAS, ESPECIALMENTE TRENES ENDEREZADORES DE LAMINACION O TRENES DE RELAMINACION SIMILARES., del 1 de Julio de 2004, de BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH THYSSENKRUPP STAHL AG: Procedimiento para limpiar cilindros (1; 1a, 1b) y/o rodillos en instalaciones de fundición de banda, trenes de laminación y/o líneas de procesamiento de bandas, especialmente […]
 MUELA ABRASIVA PARA APLICACION DE RECTIFICADO DE RODILLOS Y PROCEDIMIENTO DE RECTIFICACION DE RODILLOS DE LA MISMA, del 16 de Mayo de 2008, de DIAMOND INNOVATIONS, INC.: Un procedimiento de rectificado de un rodillo ferroso que tiene una superficie giratoria del rodillo con una muela abrasiva giratoria, teniendo el rodillo ferroso una […]
MUELA ABRASIVA PARA APLICACION DE RECTIFICADO DE RODILLOS Y PROCEDIMIENTO DE RECTIFICACION DE RODILLOS DE LA MISMA, del 16 de Mayo de 2008, de DIAMOND INNOVATIONS, INC.: Un procedimiento de rectificado de un rodillo ferroso que tiene una superficie giratoria del rodillo con una muela abrasiva giratoria, teniendo el rodillo ferroso una […]